浅析FCAW在锅炉制造中的应用
2020-12-28徐祥久
徐祥久
(1.高效清洁燃煤电站锅炉国家重点实验室,哈尔滨 150046; 2.哈尔滨锅炉厂有限责任公司,哈尔滨 150046)
0 前言
药芯焊丝电弧焊(Flux-cored arc welding, FCAW),因具有焊接生产效率高、焊缝成形美观、焊接飞溅少等优点,在工业生产制造中被广泛应用于碳钢、低合金钢、不锈钢等材料的焊接,尤其是在船舶、钢结构等行业[1-2]。FCAW是一种熔化极电弧焊工艺,一般分为气体保护(FCAW-G)和自保护(FCAW-S)两种形式,气体保护FCAW为气、渣双重保护模式,焊接工艺性优良,可以获得理想的焊缝形貌,在实际焊接生产中应用更为普遍[3-5]。
目前,国外一些企业已在锅炉承压部件中广泛使用FCAW方法[6-7]。然而,国内在锅炉、压力容器等承压设备制造时使用FCAW方法,行业内仍存在不同意见[8-9],文中结合具体材料、焊接结构和应用实践,针对气体保护FCAW在国内锅炉制造中的应用进行简要分析。
1 标准规定
NB/T 47018.1—2017《承压设备焊接材料订货技术条件 第1部分:采购通则》中规定碳钢和低合金钢药芯焊丝应为碱性渣系,并要求在订货合同中包含保证药芯成分、药芯填充均匀性的具体内容和检验方法,以及打开真空包装后保证熔敷金属扩散氢含量的措施。一是考虑酸性渣药芯焊丝熔敷金属含氧量高,焊后热处理后冲击韧性差,抗裂性不佳;二是通过对焊丝制造过程控制,保证药芯成分、药芯填充均匀性,以获得成分均匀、性能稳定的熔敷金属;三是避免在使用过程中,受环境因素等影响,开包焊丝熔敷金属扩散氢含量超标。
关于国外标准对FCAW的在承压设备制造中的使用要求,文献[8]进行了系统分析。目前,国外标准和规范并未禁止FCAW方法用于锅炉、压力容器等承压设备的焊接,但是相应的提出了一些使用限制条件。
2 应用现状
21世纪初,气体保护FCAW便已在国内锅炉制造行业中开始应用[10-11]。目前,一些锅炉厂已将气体保护FCAW作为成熟工艺用于碳钢、铬钼钢(15CrMoG,12Cr1MoVG,SA-335 P91)材料集箱、锅筒等部件接管和附件的焊接[12-14],因焊接生产效率和成本与埋弧焊比存在差距等因素,罕有采用气体保护FCAW焊接锅筒、集箱等部件的纵缝和环缝。由于施焊工艺性能好,焊缝表面成形美观,目前所用焊丝大多为酸性渣系药芯焊丝。2017年,新版《承压设备用焊接材料订货技术条件》(NB/T 47018.1~47018.5—2017)发布并实施以来,酸性渣系药芯焊丝不再被允许用于锅炉、压力容器等承压设备,各锅炉厂开始考虑如何进行酸性渣系药芯焊丝的替代问题,但因碱性渣系药芯焊丝施焊工艺性不良、生产厂家少等原因,碱性渣系药芯焊丝至今仍未在锅炉制造行业广泛应用[15]。
3 实际情况
锅炉产品实际焊接生产时,筒体的纵缝、环缝焊接以埋弧焊方法为主,小口径管对接环缝以钨极氩弧焊方法为主,很少采用FCAW方法。目前,FCAW在锅炉制造中仍主要用来焊接锅筒、集箱的大管接头、集箱小管接头、耳板及一些附件。
3.1 大管接头的焊接
大管接头是锅炉集箱和锅筒常见的结构形式,大管接头与筒体之间一般为座式马鞍形焊接坡口,通常要求全焊透,如图1a所示。大管接头采用气体保护FCAW焊接之前需采用钨极氩弧焊进行打底焊,保证首层焊缝单面焊双面成形,然后采用FCAW进行填充和盖面焊接,否则易产生根部未焊透缺陷[16-17]。此类焊接接头焊后可采用超声波进行无损检测,能保证最终产品焊缝无缺陷,图1b为采用气体保护FCAW焊接的15CrMG大管接头焊缝截面照片。需要注意的是,TSG G0001—2012《锅炉安全技术监察规程》发布实施以来,A级锅炉锅筒、合金钢集箱类部件和管道对焊缝熔敷金属和热影响区冲击韧性进行了要求,使用FCAW方法焊接大管接头时应保证所用焊材热处理后的冲击韧性符合要求。
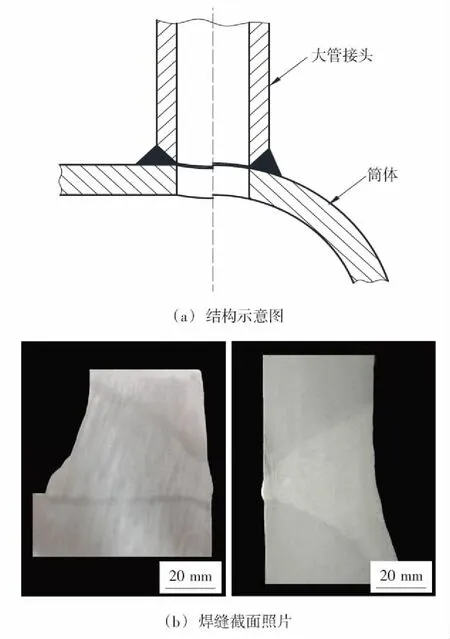
图1 大管接头焊接结构
3.2 耳板的焊接
耳板采用气体保护FCAW方法进行焊接,比传统焊条电弧焊的效率提高一倍以上,因此各锅炉制造厂的耳板焊接大多采用FCAW工艺。因耳板一般为承载件,采用FCAW与承压的筒体焊接时既要保证焊接接头的冲击韧性满足要求,还要保证焊缝根部无缺陷。耳板焊缝通常要求全焊透(图2),在采用小角度坡口焊接时,焊缝根部极易产生未焊透、未熔合和夹渣等缺陷。因此双面焊接时,背面需进行清根保证焊缝根部无缺陷后再焊接,厚板采用K形坡口时,适当加大根部间隙和坡口角度有利于减少根部缺陷,焊后可对焊缝进行超声波检测,保证焊缝内部无缺陷。
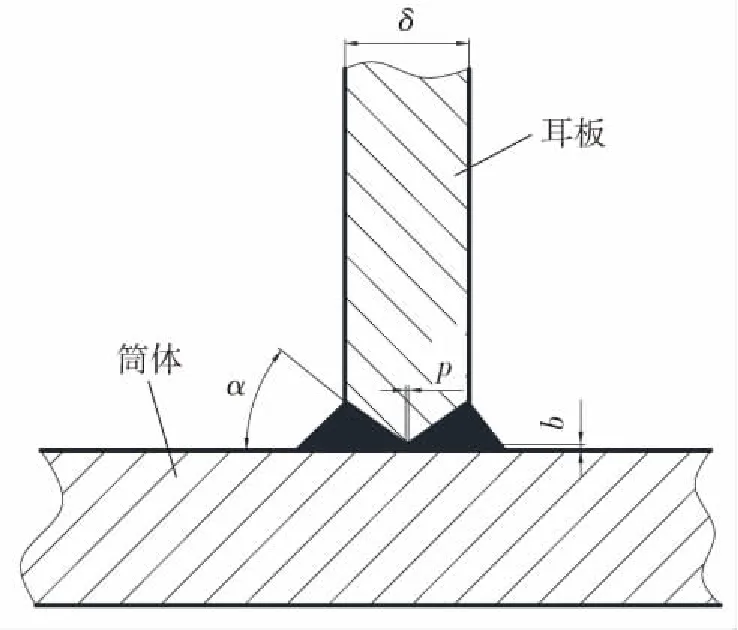
图2 耳板焊接结构
3.3 小接管的焊接
集箱为锅炉中结构较为复杂一种部件,其上通常布置一定数量的小管接头。20世纪,国内对于集箱管接对的焊接主要为焊条电弧焊一种方法。随着焊接工艺装备和技术的不断进步,新工艺方法开始逐步在集箱管接头焊接中应用,主要包括内孔氩弧焊、埋弧焊、FCAW,以及一些采用机器人焊接的尝试[18]。
对于集箱小管接头采用气体保护FCAW焊接,需特别注意焊接坡口对焊缝质量的影响。一般情况下,为降低生产成本和提高生产效率,往往选择小角度窄坡口。当采用FCAW工艺时,窄坡口对电弧位置精度要求会较高,根据最小电压原理,电弧不易到达窄坡口内理想的位置,操作不当会在焊缝内部产生夹渣、未熔合、根部未焊透等缺陷。另外,由于集箱管接头直径一般在28~76 mm范围内,且小管接头多为密排布置,焊接操作空间受限,每道焊缝焊接过程中均需大幅度调整焊枪姿态,以适应焊缝在圆周方向的曲率变化。因此,采用手工操作的气体保护FCAW焊接集箱管接头时,电弧位置、焊接速度、焊丝伸出长度等不易控制,更容易导致在焊缝内部产生缺陷。图3为采用牌号为E501T-1焊丝CO2气体保护FCAW所获得的集箱管接头角焊缝截面照片。从焊缝截面看缺陷多为点状,通过对焊缝进行切片检查发现,这些缺陷沿焊接方向均有一定长度,甚至可在焊缝内整圈存在。在实际锅炉集箱生产制造时,往往只对集箱管接头焊缝进行表面检测,焊缝内部缺陷不易被发现。因此,需谨慎采用手工操作的FCAW方法用于集箱管接头焊接,尤其不宜采用热处理后韧性和抗裂性较差的酸性渣系焊丝。在采用机械化、自动化焊接设备可保证电弧位置精确、焊接速度可控、焊丝伸出长度稳定的情况下,则可匹配气体保护FCAW方法用于集箱管接头的焊接。目前,一些锅炉厂已有相应工艺装备,并取得了较好的应用效果[19]。
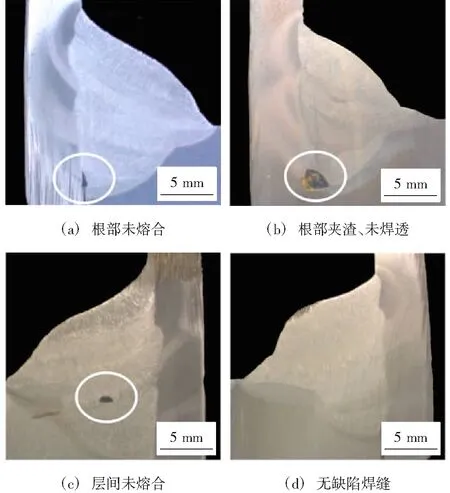
图3 集箱小管接头FCAW焊接缺陷
3.4其他结构的焊接
在锅炉制造中,对于非承载且非承压件与承压件之间的焊接,例如锅筒、集箱等部件上的临时或永久性附件的角焊缝,以及非承压件之间的焊接,基于FCAW操作方便、焊缝成形美观的优点而被广泛采用。
4 几点建议
(1) FCAW在锅炉制造中用于焊接碳钢和低合金钢,应严格按标准要求选用碱性渣系药芯焊丝,以保证焊缝具有较好的冲击韧性和较强的抗裂性。
(2)严格控制药芯焊丝的使用过程,特别关注潮湿环境下有缝药芯焊丝开包后的储存和使用,防止长时间放置于大气环境后用于产品,保证焊缝金属中扩散氢含量可控。
(3)对于坡口焊缝的焊接,FCAW不宜采用小角度窄坡口,以防焊缝根部产生未焊透或未熔合等缺陷。
(4)对于锅炉承压部件的焊接,为保证采用FCAW所焊接的接头内部无缺陷,焊后应对接头进行体积型无损检测,对于无法采用体积型无损检测的结构则不宜采用FCAW方法焊接。
(5)选择优秀的焊丝供方,定期对焊丝厂家进行评价,严格地控制药芯焊丝品质,按批次对焊丝进行验收,保证焊丝药芯成分稳定、药粉填充均匀、焊缝性能可靠。
(6)在FCAW使用前应严格进行焊接工艺评定,除考核标准基本要求外,还应考虑实际产品结构、坡口形式、产品工艺过程等因素的影响。
5 结论
(1)气体保护FCAW可以用于锅炉承压件的焊接,在焊接大管接头、耳板等结构时具有一定的效率优势,但不宜采用该方法手工操作焊接锅炉集箱小管接头。
(2)锅炉制造中使用FCAW方法时,焊后焊缝应经体积型无损检测,以保证产品焊接接头内部无缺陷。
(3)用于锅炉制造的药芯焊丝应为碱性渣系,药芯焊丝的制造、储存和使用过程均会对焊缝性能产生影响,各个环节均需加强过程控制,才能保证焊缝性能的稳定可靠。
