微间隙焊缝磁光图像磁荷理论建模检测分析
2020-12-28甄任贺熊建斌周卫
甄任贺, 熊建斌, 周卫
(1.广东技术师范大学,广州 510635; 2.广东工业大学,广州 510006)
0 前言
磁光检测技术主要应用于飞行器蒙皮铆钉下的微小裂纹和腐蚀缺陷的无损检测[1-2]。近年来,把该技术应用在激光焊接领域,众多学者进行了系列研究:高向东等人[3]对微间隙低碳钢焊缝,采用多信息理论优化卡尔曼滤波算法,对焊缝进行了分析研究,获得较高的焊缝跟踪检测精度。 莫玲等人[4]利用RGB彩色和HSV彩色磁光图像提取焊缝边缘,并与直接利用灰度磁光图提取焊缝边缘做对比,得出利用彩色磁光图提取边缘更为准确的结论。Gao等人[5]通过改变焊缝励磁强度的大小和改变焊接的速度来研究焊缝的跟踪检测情况,得出励磁强度能影响焊缝的检测、但焊件运动的速度影响焊缝检测不明显的结论。从这些已发表的研究焊缝磁光图的文献来看,都涉及到利用磁光图过渡带提取焊缝位置的问题,提取的方法均为先通过各种算法确定焊缝两侧的边缘,然后把两侧边缘的中间位置认定为焊缝的中间位置,再利用这个中间位置进行焊缝的跟踪检测分析,但这些研究均未解释为何该位置对应实际的焊缝中心。
为解决上述问题,先利用磁荷理论,研究在外直流恒定磁场对焊件焊缝励磁作用下,微间隙铁磁焊缝的近表面漏磁场的分布特征,接着把磁光传感器放置在焊缝近表面附近,磁光传感器能把对应位置的漏磁场分布特征状况转化为磁光图像显示出来,通过研究磁光焊缝图像与对应的漏磁场分布关系,最后确定焊缝磁光过渡带中心对应实际的焊件焊缝中心。
1 磁光效应原理
磁光效应的工作原理为:当单色的偏振光通过施加有外磁场的磁光介质时,偏振光的震动面将旋转一定的角度Ψ,其大小由方程(1)表示,工作原理如图1所示。
Ψ=αBL
(1)
式中:B为磁旋光介质中外加磁场的磁感应强度;L为磁旋光介质中输入的偏振光已通过磁旋光介质的路程;α为磁旋光介质材料的费尔德(Verdet)系数。
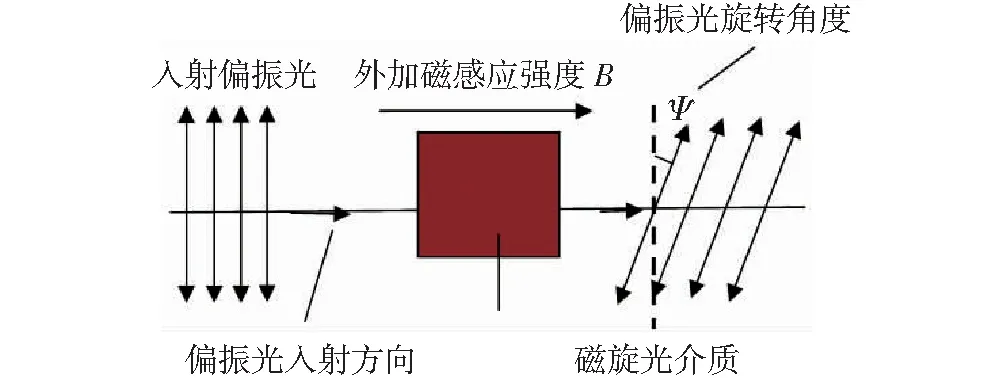
图1 磁光效应工作原理示意图
2 微间隙焊缝漏磁场磁荷模型
2.1 焊缝磁光成像测量装置
为研究铁磁焊件焊缝漏磁场分布及利用磁光传感器检测漏磁场分布状况,建立图2所示的测试试验图进行测试试验。图中,在铁磁焊件下方放置能调节直流大小的直流电磁铁,如果在电磁铁的励磁线圈上施加上合适的直流电流时,将会有如图2所示的磁路磁通通过焊缝两侧,该磁路磁通在焊件焊缝两侧产生相应的正负磁荷,这些磁荷于是在焊缝的表面会产生相应的漏磁通Φ2。建立如图2所示的直角坐标系,X轴沿着焊件表面方向,Y轴垂直平分焊缝。如果把磁光传感器放置在焊缝的近表面上方,由于磁光传感器的易轴方向为Y轴方向,因此它能把漏磁场的Y轴方向,即垂直分量的漏磁场磁感应强度以磁光图像的形式检测出来。

图2 磁光传感器测量焊缝漏磁场分布示意图
2.2 磁荷理论研究焊缝漏磁场分布规律
为研究在外加磁场作用下铁磁焊件焊缝漏磁场近表面的分布规律,把图2的焊缝局部图放大重画为图3所示(为方便表达焊缝口磁荷分布特征以便于分析,特意放大焊缝裂口形状)。由磁荷理论,图3中微间隙焊缝的漏磁通Ф2认为是由焊缝相对的两侧面,由于带有正负极性的磁荷带感应产生。这里设铁磁焊缝为无限长度的矩形槽形状,该矩形槽的槽宽是2b,而焊件厚h,同时假设焊件表面没有磁荷分布。在图3所示的示意图中,用η表示为磁荷带的面宽度;H是焊缝漏磁场的磁场强度;而μ0表示为真空磁导率;ρ为焊缝侧磁荷带的面密度;r1,r2表示为磁荷到测量点的位移。
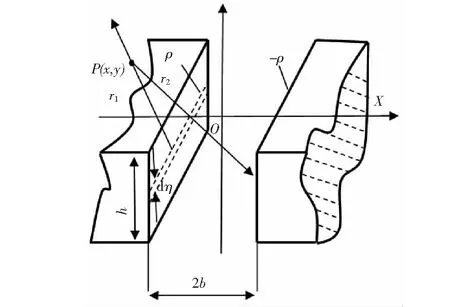
图3 微间隙焊缝带偶极子示意图
根据图3,焊缝壁上宽度为dη的面上携带极性为正的带偶磁荷,将在测试点P处产生磁场强度为:
(2)

同样,负极性的带偶磁荷将在P点具有如下的磁场强度:
(3)
把H1和H2分别在X轴和Y轴进行分解,得到:
(4)
(5)
(6)
(7)
对dHx积分,求得总的磁场强度X轴分量Hx:

(8)
(9)
(10)
同理,总的磁场强度Y轴分量为:
(11)
M=[(x+b)2+(y+b)2][(x-b)2+y2]
(12)
N=[(x+b)2+y2][(x-b)2+(y+h)2]
(13)
当焊缝很深时(由于焊缝的宽度≤1 mm,因此实际的焊件的厚度均满足),有:
(14)
(15)
焊件近表面的实际磁场是Ф1和Ф2合成,但由于Ф1对焊缝两侧具有对称性,而磁光传感器的测量点通常压得离焊件焊缝很近,Ф1离测量点相对很远,它对磁光成像的影响可忽略不计,因此,磁光成像的效果认为仅由式(14)、式(15)式决定。由于磁场强度的X轴分量不影响磁光成像,因此仅需要考虑其Y轴分量。
由式(15),为分析方便,设比值ρ/(2πμ0)取1,焊件焊缝宽度同样取0.1 mm,其它条件不变,仅改变磁光传感器离焊缝的高度,Hy的分布规律如图4所示。从图4可以看出,沿Y轴分布的磁场强度具有如下特点:①沿焊缝中心具有对称性,当X>0时,磁场强度取负值;当X<0时,取正值;②由图4,并结合方程(15)可以看出,磁场强度关于Y轴具有对称性;③当减少磁光传感器到焊缝的距离时,磁场强度沿Y轴的变化更加明显;④当X>0时,磁场强度有一个极小值,当X<0时,有一个极大值;⑤在焊缝中心点附近,随着水平方向的变化,磁场强度的变化近似具有线性。
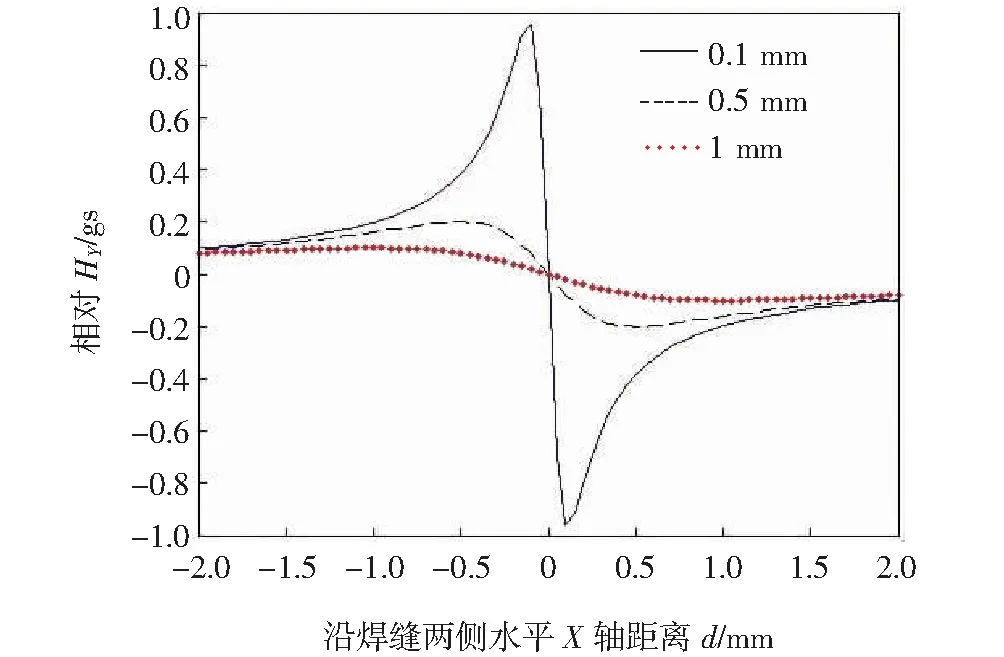
图4 磁光传感器提离高度变化时焊缝两侧的HY变化图
3 焊缝表面磁场磁光传感器检测验证
图4反映了磁场强度在Y轴上随离焊缝提离高度变化时的变化规律,为验证该分布规律,利用图2所示的装置示意图进行搭建试验装置并进行检测试验,对于焊缝小于0.1 mm的碳钢焊件,图5为通过磁光传感器得到的彩色磁光图,从5图可以看出,尽管焊件原件表面看起来很新,但它其实还是存在表面不平整等因素,利用磁光传感器的测量也存在干扰噪声,因此仔细观察,在整张焊缝彩色磁光图中,存在比较明显的干扰噪声。仔细从左往右观察图5,其亮度的变化为先比较亮,逐渐变暗,到某个区域为最暗,接着又逐渐变得比较明亮,颜色由黑逐渐变为橙色,中间位置为橙色,然后在图像的右边,颜色由橙色逐渐变得明亮,其中有一个部分颜色最为明亮,接着亮度逐渐变暗,颜色表现为逐渐由较浅的橙色逐渐变红。 把图5进行灰度变换和中值滤波处理后获得图6所示的灰度磁光图。
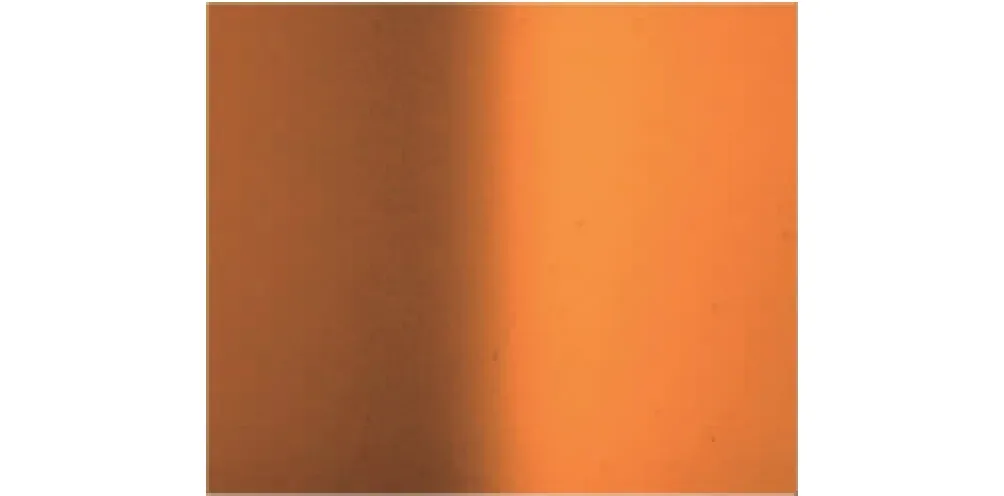
图5 焊缝彩色磁光图

图6 焊缝灰度磁光图
图6也存在类似彩色图5这样的变化规律,不过是左边为黑色,右边为浅灰色,亮度的变化从左到右为先灰度较浅,逐渐变深,到最黑区域后又逐渐变浅,经中间位置后逐渐变得明亮,到最明亮区域后,又逐渐变暗。对图6处于中间位置附近的第300行进行灰度分布提取,获得如图7所示的焊缝灰度磁光图沿图像中由暗区域逐渐过渡到明亮区域的灰度分布曲线。
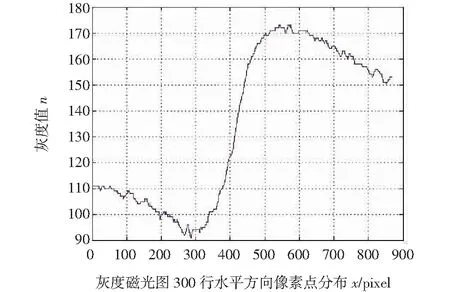
图7 微间隙焊件磁光灰度图灰度分布曲线
由于磁光灰度图中的灰度值与磁光传感器中的线偏振光的偏振角成线性关系[6],由公式(1)可知,偏振光的偏振角与对应位置的磁感应强度成线性关系,因此可以认为该灰度分布曲线对应着磁光传感器测量位置的磁场分布。把图7曲线与图4曲线相比较,可以看出,由磁荷模型推导出的焊缝近表面磁场分布规律与利用磁光传感器实际测出的曲线相符合(图7曲线中,灰度值大的位置对应磁场强度为正的位置,灰度值小的部分对应磁场强度为负的位置)。另外,由图4可以看出,焊缝中心线对应的Y轴方向的磁场强度值为0,该位置对应着磁光图中过渡带的中间位置。因此,只要想方设法提取焊缝磁光图中中间过渡带的中间位置,该位置对应实际焊件的中心,这样,也就从理论上解决了焊缝中心的识别问题。
4 结论
(1)利用磁荷理论建立的焊缝磁荷分布模型,能解释焊缝近表面的磁场分布规律。
(2)利用磁光传感器测量焊缝近表面的磁场分布时,离焊缝越近,则显示焊缝过渡带的特征更加明显。
(3)焊缝磁光图中焊缝过渡带中间的位置对应着实际焊缝中心对应的位置,因此可以利用磁光传感器进行焊缝磁光图像提取,只要提取焊缝磁光图中过渡带中间位置,即可认为该位置对应实际的焊件焊缝中心,因此可以运用磁光传感器对微间隙焊缝进行跟踪检测。
