高炉气密箱倾动分析及处理
2020-12-23孙万权聂高升张辉蹇华向何张红雨侯振文
孙万权 聂高升 张辉 蹇华 向何 张红雨 侯振文
(宁波钢铁有限公司 浙江宁波 315807)
1 前言
气密箱无疑是高炉炉顶最重要、最复杂的设备之一。就其重要性而言,它承担着高炉物料的进料与分布,是高炉的咽喉,直接影响高炉的生产;复杂性而言,它集成了定轴齿轮系、蜗轮蜗杆轮系、差动齿轮系等诸多传动机构,另外还集成了大型转盘轴承、轴瓦、滚动轴承、水冷系统、氮封系统等,结构紧凑、运行精度较高。因其密封形式为氮气体密封,故称为气密箱,从传动和冷却形式来看,又常称其为水冷传动齿轮箱,另外因其功能是实现布料溜槽的布料,故又称为布料器。
由于气密箱的工况环境较差(直接接触高炉炉内高粉尘浓度、高温度的煤气流),作业率较高,且日常点检困难,气密箱先后出现过多起设备故障,本文即对2#高炉气密箱在2019年出现故障后,问题排查、抢修经过及吸取的经验进行了简述、总结,为气密箱倾动出现类似问题提供有效的快速处理方法。
2 气密箱概况
宁钢2#高炉为2500m3,为标准型气密箱,图1为气密箱的传动示意简图[1]。
该气密箱经过三套旋转齿轮副传动,实现布料溜槽的旋转功能,经过六套倾动齿轮副,实现布料溜槽的倾动功能,另外,通过图1中倾动齿轮副二(差动齿轮传动)的差动功能,可实现布料溜槽的单独旋转、单独倾动、旋转和倾动的联合动作。主要技术参数如表1。

表1 气密箱主要技术参数
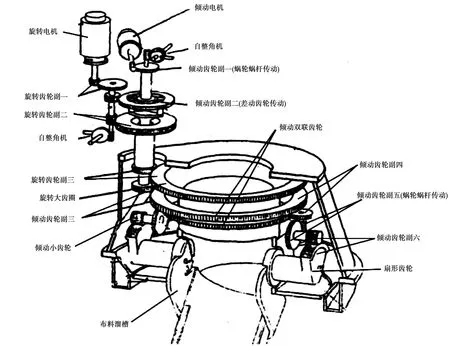
图1 气密箱传动示意图
2#高炉气密箱自2008年投运后总体运行平稳,到服役中后期先后出现过驱动(倾动、旋转)故障、冷却系统故障、隔热板脱落引起的箱内温度高等问题。
3 问题分析及排查
2019年9月29日12:33,2#高炉气密箱在布料后准备下倾至4°自动加注干油时,发现只能下倾至8.1°,变频器报过流保护跳停,后续几次测试后仍如此,由于近期炉况较差,顶温低,炉内成像模糊,基本上是黑屏,无法直观判断溜槽的布料情况,遂决定暂不加油,维持生产,至10月4日,炉况劣化严重,厂部召集设备、生产相关人员进行会诊,分析可能的原因如下[2]:
1)布料溜槽内可能卡异物,导致布料料流偏析不准,进而影响炉况;
2)布料溜槽鹅颈头区域有异物,倾动时卡阻,导致前期电流过高跳停,也进而使布料出现问题;
3)气密箱出现异常,特别是倾动出现故障,使布料不准。
结合溜槽下倾,电机跳停的现象,原因主要集中在后两种,但不管是哪种原因,均需要高炉休风处理。随后,生产协调,进行休风检查。通过点火孔,发现炉料集中在中部区域,炉料未能按照生产设定的布料模型进行布料。
在打开炉顶大方孔后,对布料溜槽进行了仔细检查,未发现异常,排除了第一种和第二种原因。随后,打开气密箱人孔,进行气密箱的倾动、旋转试验,查找气密箱的问题所在。气密箱旋转试验,无异常,倾动试验时,出现了异常:在溜槽下倾试验时,中控显示约8°,现场实际已到0°,扇形齿轮一端已与安全销轴接触上,中控再操作下倾,气密箱倾动电机保护跳电;溜槽上抬试验时,现场实际只能到30°,继续上抬操作,则发现:倾动齿轮副五的蜗杆正常转动(图1所示),但倾动小齿轮无动作,由此说明齿轮传动在蜗杆至倾动小齿轮间的发生了中断,即倾动齿轮箱出了问题。
图2为倾动齿轮箱结构简图,可能出现问题的有:蜗杆3,轴承2、4、14、15,蜗轮7。首先,在数次倾动试验中,倾动齿轮箱的各部位轴承未出现异音,可以排除轴承问题;其次蜗杆如果出现螺旋齿的损坏,则倾动就会失效,不会有0°~30°的正常倾动现象,故可排除蜗杆损坏的问题;最后就是蜗轮,有两种情况,一种就是蜗轮与蜗轮轴的联结(键)失效,但这种也会造成倾动的彻底失效,故可排除,另一种是蜗轮轮齿损坏,由于正常工作时,常用的角度在30°~40°间,在这个区间的齿损坏会造成目前的情况,且蜗轮轮齿为铜质,强度和耐磨性上较蜗杆要低[3],故蜗轮轮齿的局部损坏最有可能是目前问题的原因。
随后将气密箱倾动至0°左右,同步检查气密箱两侧的倾动齿轮箱蜗轮齿面,均发现齿面磨损严重、局部出现剃齿现象。
4 方案选择及处理
经讨论初步形成两种处理方案:一是整体更换气密箱;二是更换倾动减速机[4]。
但这两种方案实施的前题是必须要将布料溜槽拆下取出[5],而溜槽已无法上抬至更换角度,拆下取出溜槽困难重重,另外两种方案的耗时均较长,除了拆下取出溜槽耗时外(时间不可预测),按前期的经验,第一种方案可能会在50小时以上,第二种方案至少也在20小时以上。是否有更好的方案呢?对蜗轮损坏齿的区域进行了分析,表2为蜗轮、蜗杆、倾动小齿轮和扇形齿轮的相关参数表。根据表2参数,绘制出该倾动齿轮箱传动时意图,图3中a)、b)、c)分别为布料溜槽倾动至0°、30°、40°时的状态图。

表2 蜗轮蜗杆等相关参数表
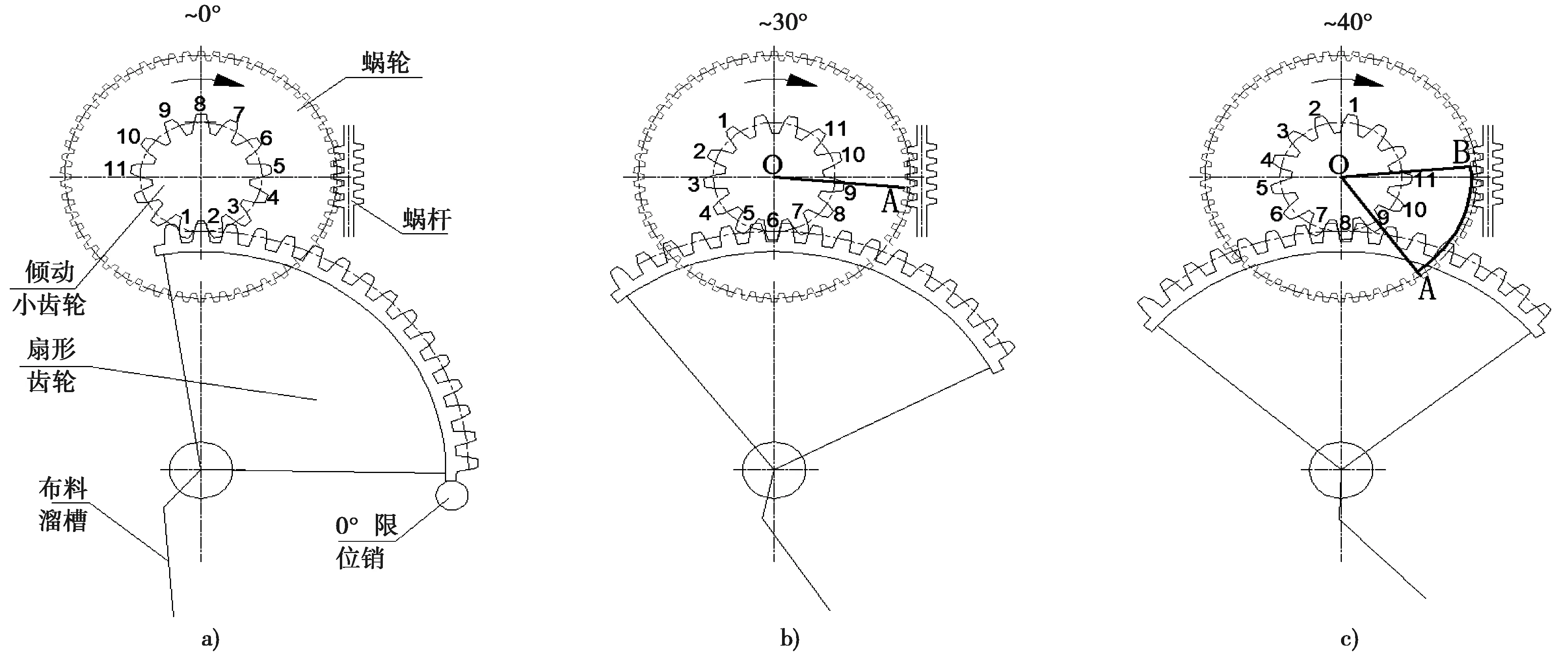
图3 倾动状态图一
溜槽常用角度为30°~40°,故蜗轮损坏的齿基本集中在相应的这个区域,见图3中弧段AB,最多损坏10个齿。在图4中,a)为0°时蜗轮损坏的齿的位置,b)为在0°时,将损坏齿转至约180°示意图,c)、d)分别为40°、65°时,损坏齿的位置示意图。
由图4中b)、c)、d)可知,将蜗轮损坏的齿转动约180°位置后,损坏的齿完全避开了气密箱正常使用(包括溜槽更换的角度)时,蜗轮蜗杆的啮合区,此方案理论上有可行性。如何实现在线将蜗轮损坏的齿调转180°呢?要想达到此目的,就需要倾动小齿轮相对于扇形齿轮脱开啮合而单独转动,即倾动小齿轮与扇形齿轮啮合脱开,常见的方案有两种:一种是将扇形齿轮拆下,倾动电机转动,将蜗轮损坏齿转至约180°位置,再将扇形齿原位装回;另一种是将倾动小齿轮从倾动轴上拆下,随后重复第一种方案的后续动作,再将倾动小齿轮回装。理论上,这两种方案均可实施,但在线拆倾动小齿轮或扇形齿轮非常困难,停机检修时间长。
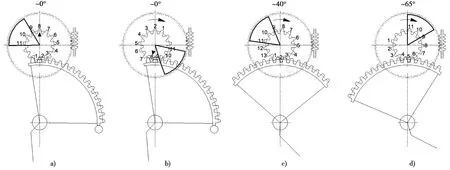
图4 倾动状态图二
故此,分析思考出第三种方案:割齿脱齿旋转法。
因为有负载布料溜槽,扇形齿轮与倾动小齿轮轮齿处于啮合受力状态,如果要将扇形齿轮与倾动小齿轮轮齿脱开,需要将布料溜槽转至0°以下,这样,扇形齿轮被0°限位销挡住,而0°限位销受空间限制是无法拆除取出的,如果割除0°限位销,将不能恢复0°限位销的功能,因此这样脱齿法不可取。
技术人员经过分析,决定采用先割齿、后脱齿再旋转的方法。首先,将气密箱倾动至0°,在倾动小齿轮的某齿明显位置做个标记,如图4中a)倾动小齿轮的8#齿位置(黑三角标记),然后倾动至25°左右,将扇形齿左端齿割除2.5个,如图5中a),然后倾至0°,因布料溜槽的重心在左侧,扇形齿轮割掉后的半齿始终会受到倾动小齿轮轮齿的作用力,见图5中c),为避免扇形齿对倾动小齿轮轮齿的冲击,关键点是,将布料溜槽旋转到大人孔位置,用钢丝绳将布料溜槽套牢,然后将布料溜槽旋转180°,用倒链往外拉住,使扇形齿轮与倾动小齿轮轮齿在割齿位置脱离,这时,倾动小齿和扇形齿啮合脱开,见图5中b),倾动小齿继续逆时针旋转,直转至图4中b)的位置,完成割齿脱齿旋转工作。
按照上述方案,进行实施,本次气密箱的抢修工作,从方案的制订,到抢修工作结束,共用时仅约5小时。
5 处理效果
检修结束后,进行了多次倾动试验,试验结果见表3。

表3 倾动试验数据 单位°
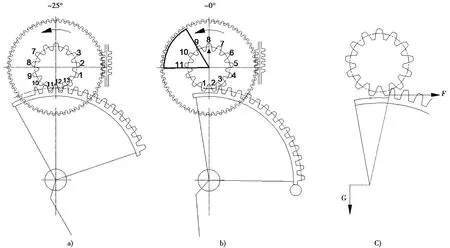
图5 倾动状态图三
从试验数据来看,气密箱的倾动功能已恢复正常。从检修投用以来的这三个月的使用情况来看,倾动也正常,完全满足生产的布料要求。
6 结束语
本次气密箱故障,暴露出了对气密箱倾动齿轮箱蜗轮点检的片面性和缺乏有效性,即未点检到有效部位(经常啮合的齿面),对此,将对点检标准进行针对性的修订完善。
从气密箱抢修的方案制定及实施过程来看,本次抢修工作非常成功,极大地降低了检修难度和缩短了检修时间,在不换气密箱、不换倾动减速机、不拆除布料溜槽、不割除0°限位销的前提下,采用“割齿脱齿旋转法”恢复倾动减速机功能的处理方法属国内首创,为同行业提供了经验。
