钢水测温取样套管自动抓取装置设计
2020-12-23陈洪潘龙李政彬薛松海鄢世平
陈洪 潘龙 李政彬 薛松海 鄢世平
(机械科学研究总院海西(福建)分院有限公司 福建三明 365000)
1 前言
铁矿石变成钢材都需要通过冶炼才能形成。目前世界各国采用的炼钢方法主要有转炉、平炉和电炉炼钢[1]。无论哪种炼钢方法,在钢水出炉前都要进行测温取样的工作,以确保钢水的温度和和成分符合要求。传统的钢水测温取样采用人工方式,工人站在炉前进行测温取样,炉前温度高,热辐射大,高温烫伤的危险性极大。
目前,国内部分钢厂已经研发了相关的设备,如济南钢铁集团总公司、河北省首钢迁安钢铁有限责任公司等[2-3]。虽然测温取样枪自动入炉测温取样问题已基本解决,但是在测温取样的套管安装和拆卸方面还没有较大的突破。主要问题在于安装测温取样套管的测温取样枪是细长型的,挠度大[4],入炉测温取样后测温取样枪会发生热变形,导致测温取样管自动拆装困难,所以目前大多数钢厂的测温取样管主要还是采取人工进行拆装,但人工拆危险性高,劳动强度大,生产效率低。此外,部分测温取样管拆装设备采用视觉系统,通过分析测温取样枪的偏移位置完成拆装,但视觉系统反馈后可能出现机械振动导致原始反馈位置发生偏移,因此这种方式有效率低、可靠性低且成本高等弊端[5-6]。
本文设计了一套钢水测温取样套管自动抓取装置,设计了抓手结构、套管安装和拆卸模块,装置整体运行实现了测温取样套管的自动安装与拆卸,成功率达95%以上,取代了人工测温取样,提高了作业效率。
2 抓手结构
为实现测温取样套管拆装的自动化,首先要解决套管的抓取问题。套管属于一次性材料,为节约生产成本,一般采用纸质的空心圆管。套管的加工成型具有一定的误差,通过对现场20根测温取样套管的测量统计,内径为17±0.3mm,外径为30±0.5mm,如表1所示。测温取样套管在入炉测试后,由于炉内高温会造成纸质套管烧损,套管外径会变小3~5mm,因此抓手要确保能够抓取外径为24.5~30.5mm的套管。

表1 测温取样套管直径
由于套管的截面为圆型,所以抓手的设计可以借鉴机械加工中圆型截面工件的V型槽工装[7]。如图1所示,抓手装置左右各分布两个手指,抓手闭合型成的V槽能够抓取所有公差范围内的套管。抓手的张开闭合机构,选用费斯托的指型气缸HGPT-50,设计抓手张开闭合范围在20~35mm。同时,通过设置输入气压的大小,保证抓手的夹紧力能够抓紧套管不脱落,抓紧时不会导致烧损后的套管发生抓断的情况。
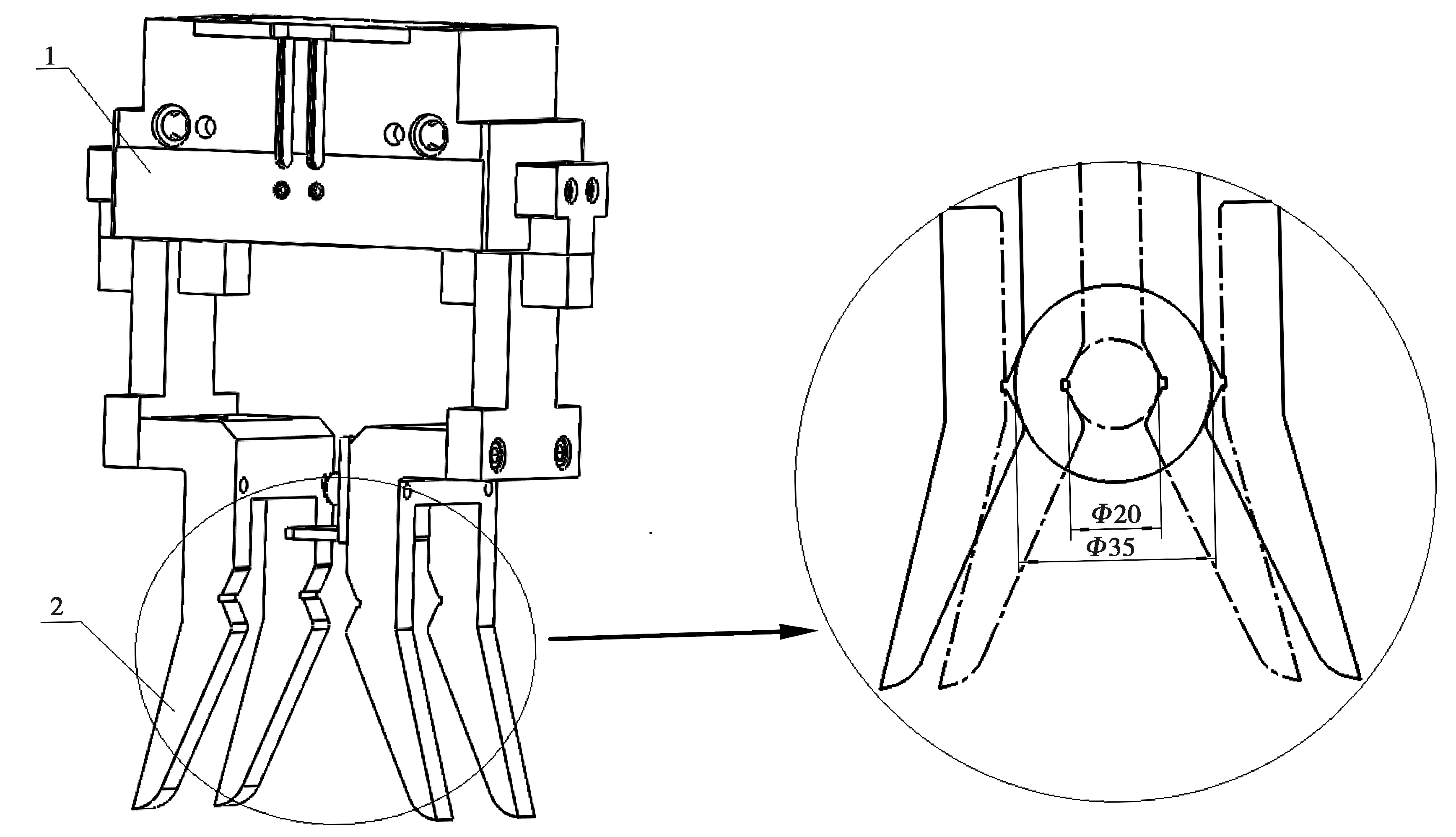
图1 抓取装置1-指型气缸;2-V型抓手
3 套管拆装
3.1 套管安装
钢水测温取样前,需将套管安装到测温取样枪上。测温取样枪,形状细长、挠度大,容易受到震动等一些外部因素的影响导致其晃动,造成中心轴位置偏离,从而增大了自动化安装的难度。
为解决测温取样枪中心轴偏离的问题,设计了一套漏斗导向装置,测温取样枪处于竖直状态时,漏斗竖直向上运动,如果测温取样枪中心轴偏离位置在漏斗口范围内,就可将测温取样枪的中心轴引导至漏斗的中心,进而保证测温取样枪每次都在固定的位置进行安装。
通过现场多次试验发现,测温取样枪的中心轴在直径为100mm的圆内发生偏移,进而设计漏斗口径为110mm。同时,为保证直径为17mm的测温取样枪杆能够顺利通过,设计漏斗颈直径为18mm。如图2所示,漏斗均匀分成两半,漏斗的张开闭合采用亚德客大口径开口夹气缸HFT32×80实现,闭合时保证左右漏斗保持封闭便于装管;张开时保证不与其他结构发生干涉。
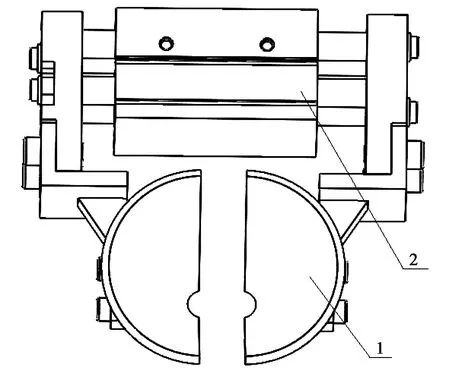
图2 漏斗导向装置1-漏斗;2-大口径开口夹气缸
如图3所示,将漏斗导向装置和抓手共同安装在机器人连接固定板上,然后安装在机器人头部,需确保漏斗中心轴和左右抓手V型槽部分的中心轴重合;当抓手夹取测温取样套管时,即可保证测温取样套管中心轴与漏斗中心轴重合;进而保证在漏斗导向装置的作用下,实现测温取样枪与测温取样套管同轴,完成装管。导向抓取结构由机器人提供移动的动力。
3.2 套管拆卸
完成钢水测温取样后,需将使用过的测温取样套管拆除。由于炉内温度高,测温取样枪受热发生变形。如图4所示,由于测温取样枪细长,极易发生放大效应,即测温取样枪的根部变形量很小,但会导致其头根部发生很大偏移。如果仍设置从原始装管位置进行自动拆卸,抓取的成功率极低。此外,由于偏移后位置的不确定性,所以将抓手移至偏移后的位置进行拆卸是不实际的。
为解决上述问题,本文设计两个V型装置,通过收拢的方式将发生偏移的测温取样枪移至固定的拆卸位置(即原始装管位置)。如图4所示,以测温取样枪原始位置为坐标原点建立坐标系,偏移后测温取样枪会出现在四个象限的任意位置。以左右两个V型装置同时向坐标原点收拢,当测温取样枪在接触到V型装置时会随之一同运动,并逐渐回到坐标原点,进而实现偏移后的测温取样枪每次都能回到原始位置。
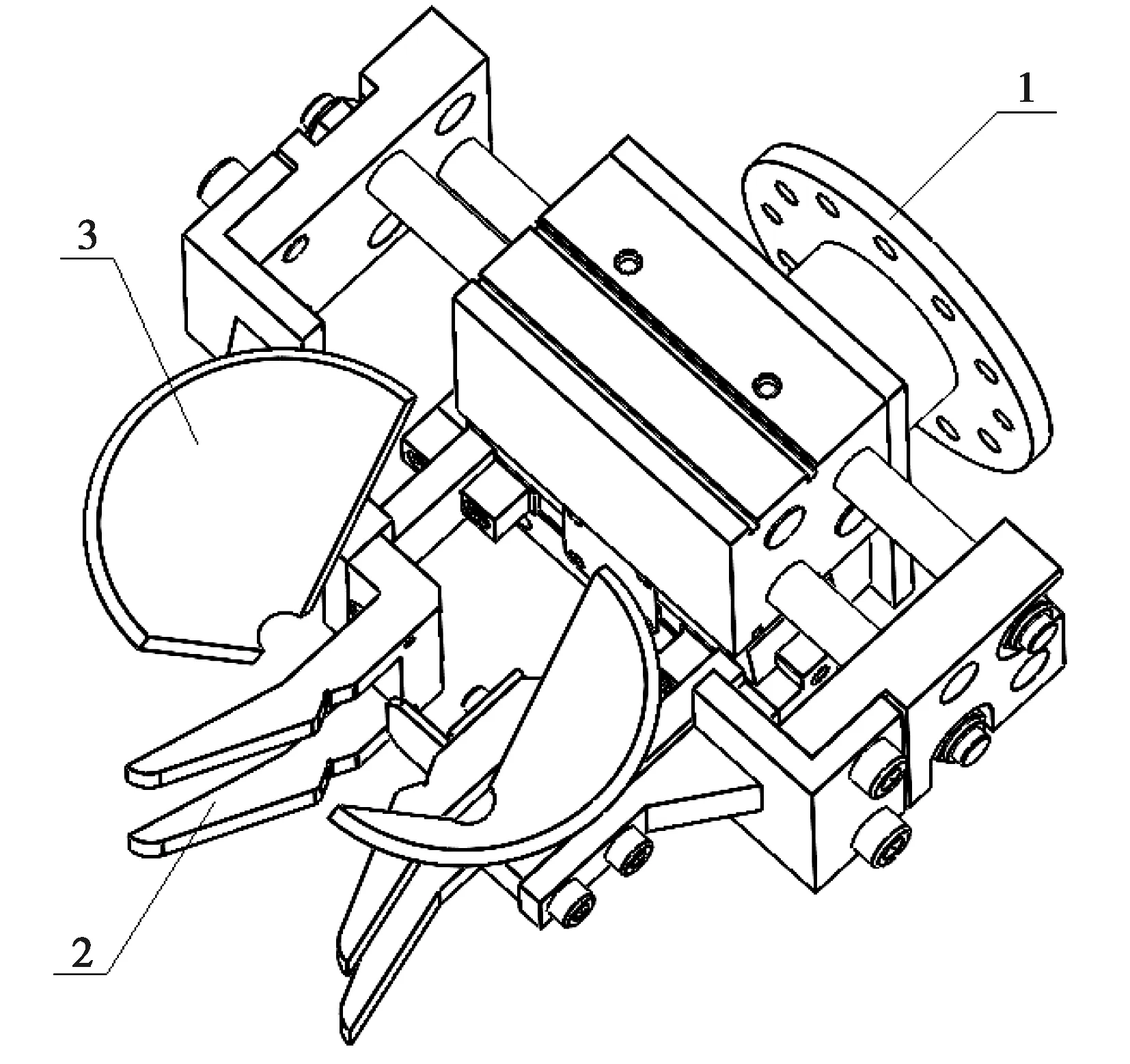
图3 导向抓取结构1-机器人连接固定板;2-抓手装置;3-漏斗导向装置
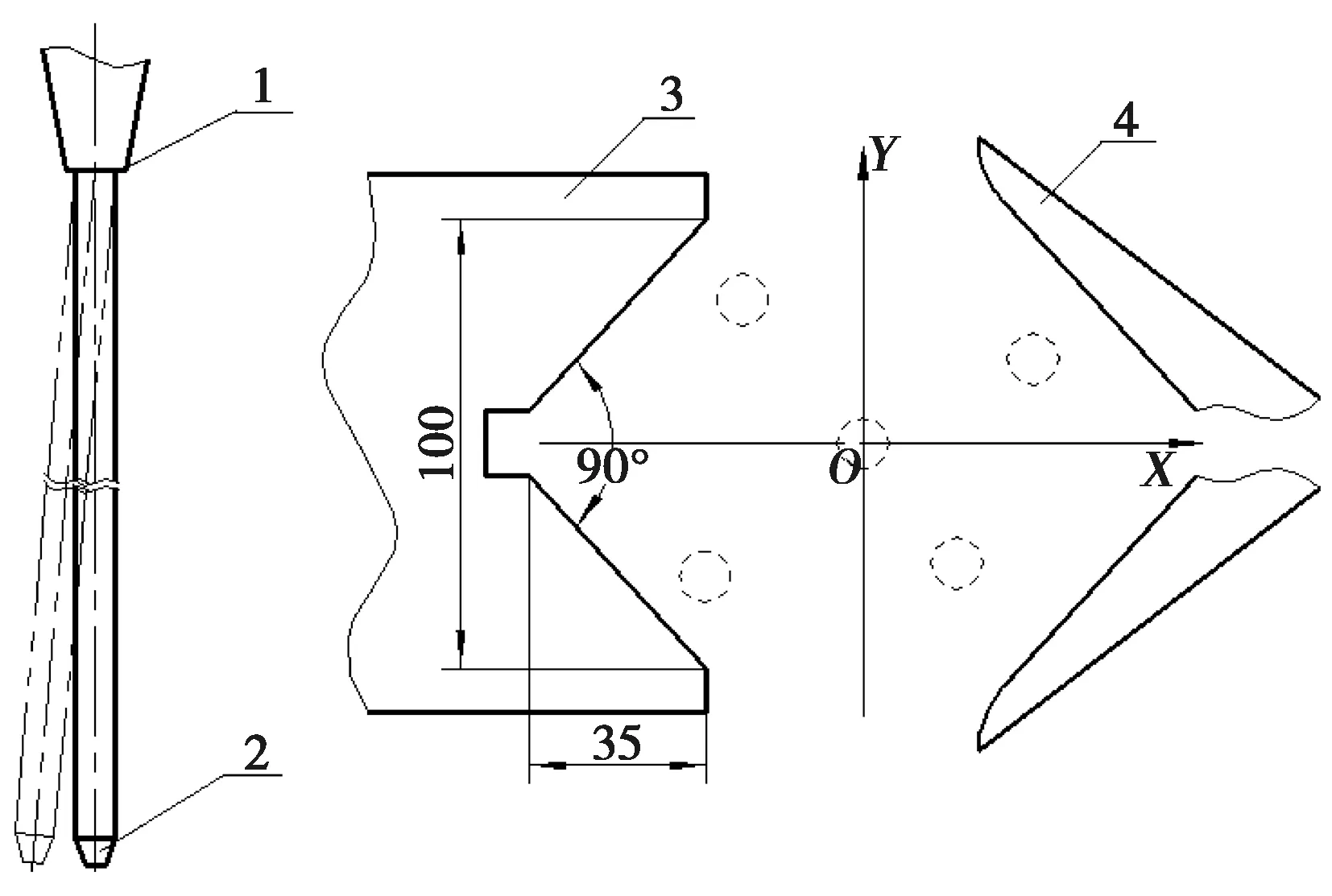
图4 测温取样枪偏移示意图1-测温取样枪根部;2-测温取样枪头部;3-推爪;4-抓爪
如图5所示,将V型装置分别设定在抓手和安装固定架上,通过对现场测温取样枪偏移量的多次测量,设定V型装置最大张开度为100mm,张开角度为90°,即可保证测温取样枪在发生最大偏移后仍可完成收拢。推爪的移动依靠电动推杆实现,推杆的行程依其安装位置确定,推杆推力大小30N,速度60mm/s,保证推爪可以移动至原点位置且不与其他装置发生干涉。此外,根据现场实际情况可将推爪预先推出一段距离,待测温取样结束后,以最快的时间完成测温取样枪归位操作,提高生产效率。
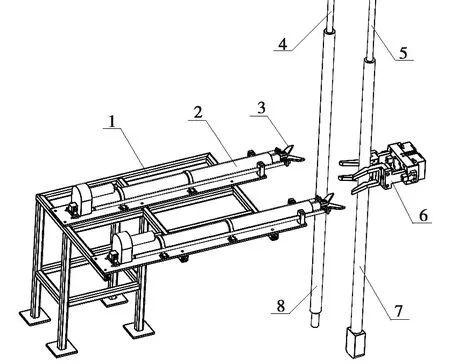
图5 套装拆卸结构1-安装固定架;2-电动推杆;3-推爪;4-测温枪;5-取样枪;6-抓手;7-取样套管;8-测温套管
4 装置整体工作分析
上述内容已对套管自动抓取装置的各模块分别进行分析,现对整体组合后的运行过程进行简述。
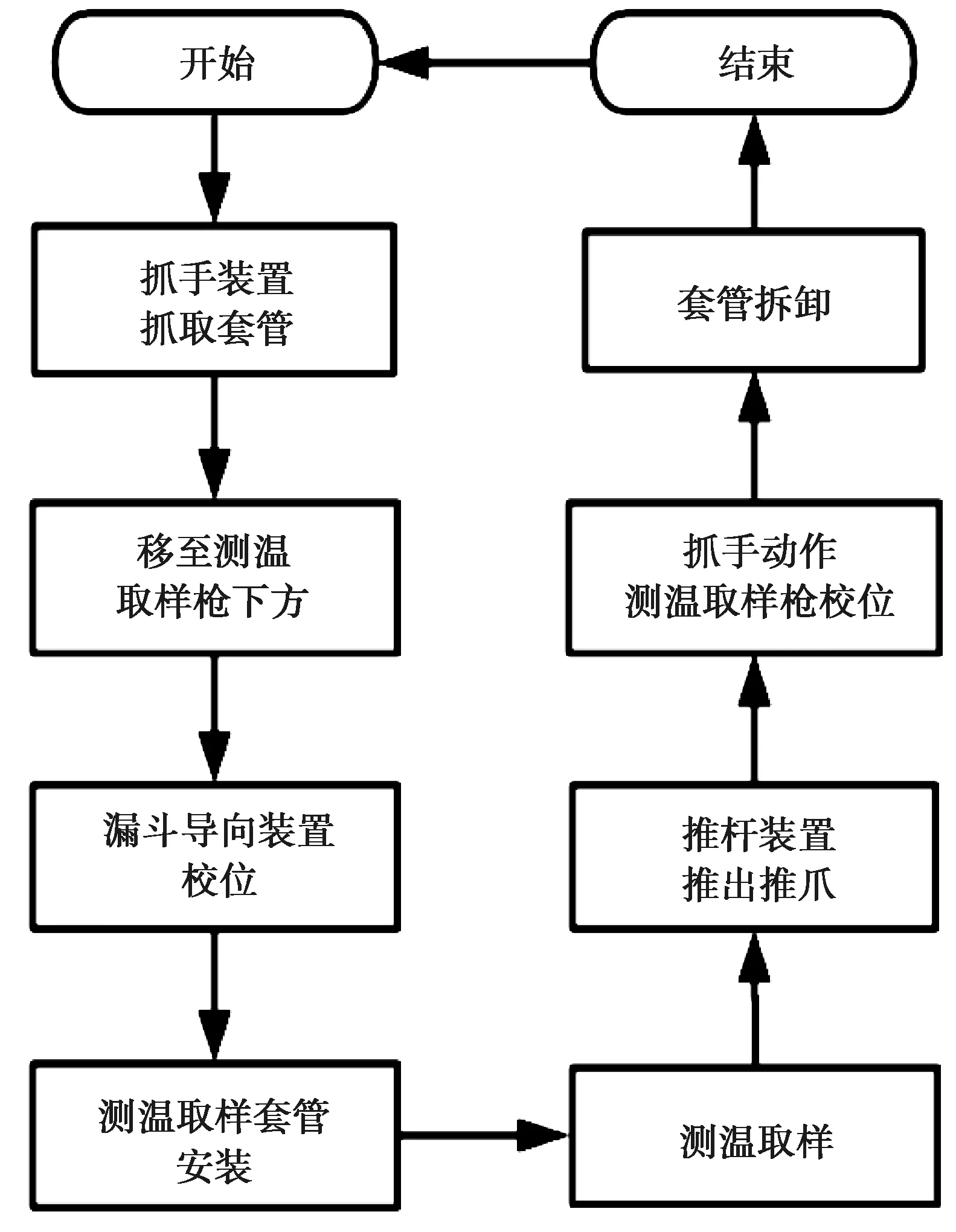
图6 套管自动抓取装置动作流程图
如图6所示,套管自动抓取装置开始运行后,由机器人带动抓手装置在套管放置架上取出套管,移至测温取样枪下方。套管在向上移动的过程中,通过漏斗导向装置的作用,实现测温取样枪的中心轴与套管的中心轴重合,完成套管安装。当入炉测温取样工作完成后,测温取样枪的位置发生一定偏移。此时,推杆装置推出推爪、抓手装置前移,两个V槽形成一个菱形向中间收拢,测温取样枪与V槽接触,槽壁带动测温取样枪移动至原始位置。此时抓手V槽中心轴会与测温取样枪中心轴重合,完成测温取样枪校位,抓手抓紧、机器人向下移动,即可拆除废弃套管,完成一次测温取样。套管自动抓取装置,如图7所示。
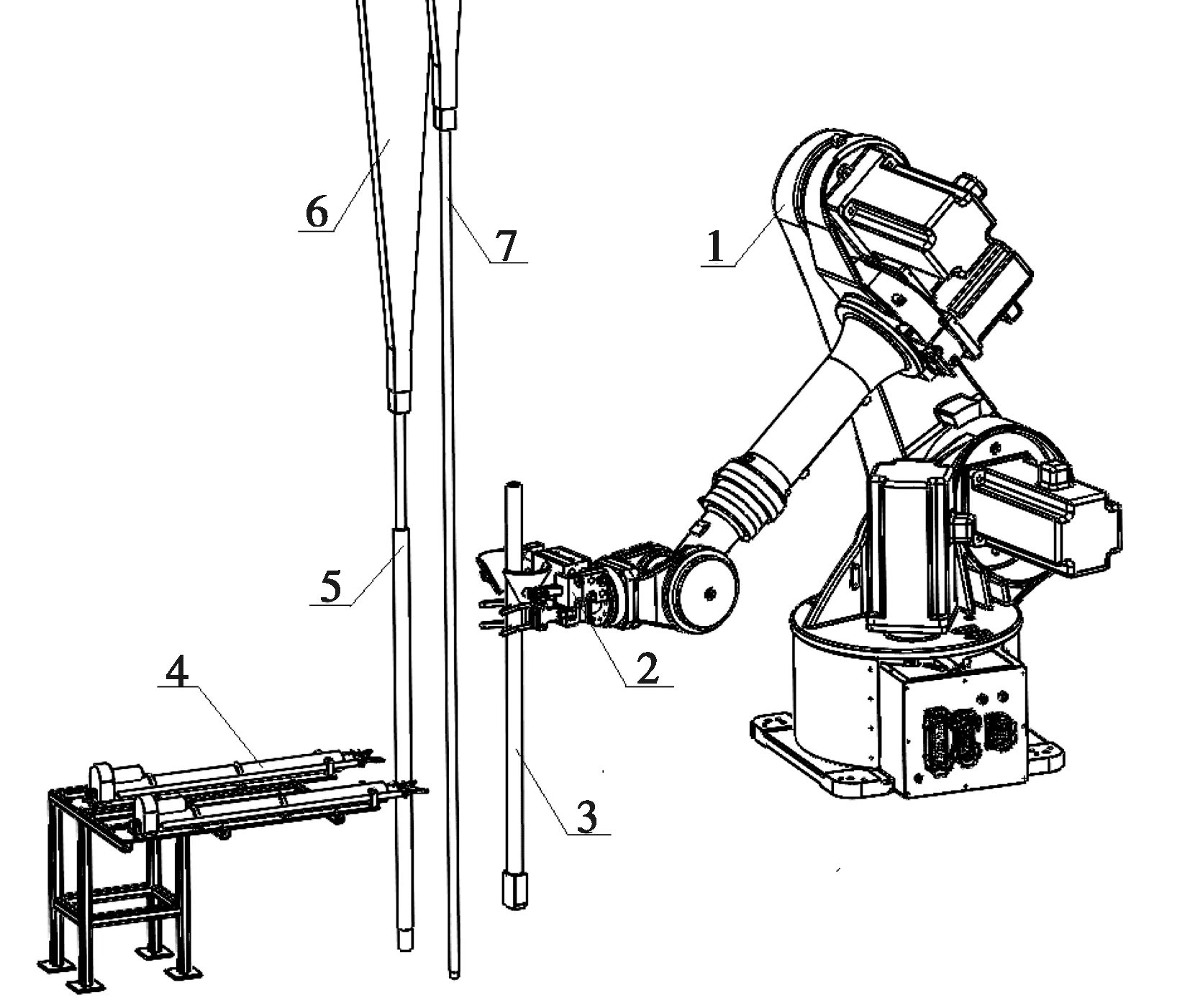
图7 套管自动抓取装置1-机器人;2-导向抓取装置;3-取样套管;4-推杆装置;5-测温套管;6-测温枪;7-取样枪
5 结语
本文设计的钢水测温取样套管自动抓取装置,以漏斗导向、V型抓手抓取、双V型收拢校位的方式,为钢水测温取样的完全自动化提供了基础。通过在某钢厂的现场应用,本装置的拆装套管成功率达95%以上,极大的提高了钢水测温取样的工作效率,降低了工人工作危险系数和生产成本。同时,本装置并不局限于测温取样套管自动抓取装置的设备中,同样适用于其他圆形截面物件抓取或需要中心轴校位的设备中。
