猴子岩工地转轮盲孔螺纹铣削加工技术
2020-12-23刘向海
李 鑫,刘向海
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
0 引言
猴子岩水电站水轮机转轮与水轮机主轴连接的联轴孔,为定位沉孔+盲螺纹孔结构(见图1)。转轮在猴子岩工地厂房焊接、加工、制造。加工联轴孔首先将提前制造好的专用镗模与转轮进行装配,再将定制的数控镗铣机与镗模装卡,通过镗模找正孔定位转轮联轴孔位置,在镗铣机上装卡不同刀具实现定位沉孔+盲螺纹孔的加工过程[1]。
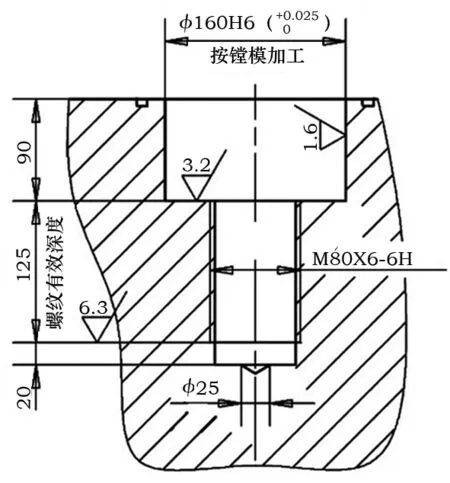
图1 猴子岩水电站转轮联轴孔结构简图
镗铣机为数控可移动立式专机,总重4 000 kg,结构为X、Y、Z三轴联动,并配有S轴1套旋转轴,数控系统采用西门子828D。
专用镗模与一般镗模结构有所不同。因在加工联轴孔时,镗模先与转轮进行把合装配,再将镗铣机坐落在镗模上进行找正加工,因此在镗模上平面设计了3圈T型槽,适用于镗铣机在镗模任意位置都可使用压板通过T型槽进行装卡、压牢、固定(见图2)。

图2 利用镗模、镗孔机加工转轮联轴孔示意图
此次猴子岩转轮联轴孔加工难点为盲螺纹孔加工,主要体现(见表1)。
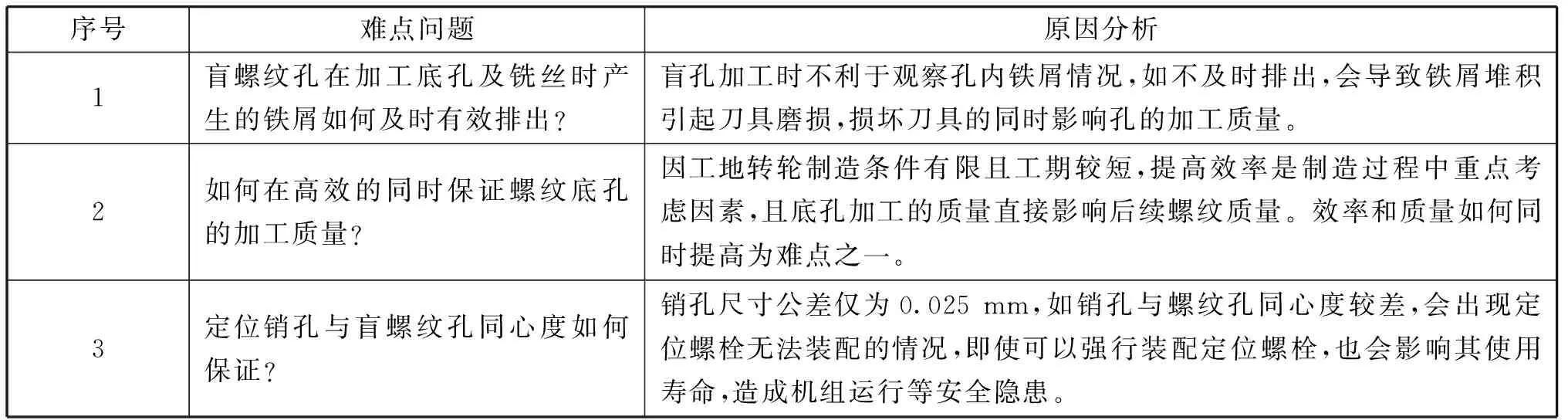
表1 难点问题原因分析
1 排屑工具的设计及应用
镗铣机在加工盲螺纹孔时,一个加工程序需多次退刀清理铁屑,降低加工效率的同时多次退刀也影响孔的表面质量。针对盲螺纹孔实际加工中产生铁屑的特点,利用工地转轮厂现有的废弃材料制作了两种针对不同工序加工清理铁屑的工具。
1.1 加工φ160 mm销孔及M80 mm螺纹底孔时,利用压缩空气的风管连接制作的软管+空心铜管,并中间配上阀门开关,利用软管弯曲通过空心铜管对准正在加工的联轴孔,进行固定。使用时将阀门开关打开,利用强风将镗孔时产生的铁屑迅速吹出,方便省力,清理铁屑效果较好。
1.2 加工M80 mm螺纹时,因空间狭小并且加工时需添加冷却液,所以无法使用压缩空气将铁屑清出。自制一个带手柄的铁杆,尾部固定上吸铁石,当钻孔、铣丝过程中需要清理铁屑时,用自制的简易取屑器将孔里铁屑吸出,方便快捷。
2 M80螺纹底孔加工方案选择
镗床加工螺纹底孔通常有三种方式:镗、层切和钻,为总结出加工质量较好、并高效的一种加工方案,现场分别使用三种方式在相同材质的试料上,对螺纹底孔进行加工验证,得出结论(见表2)。
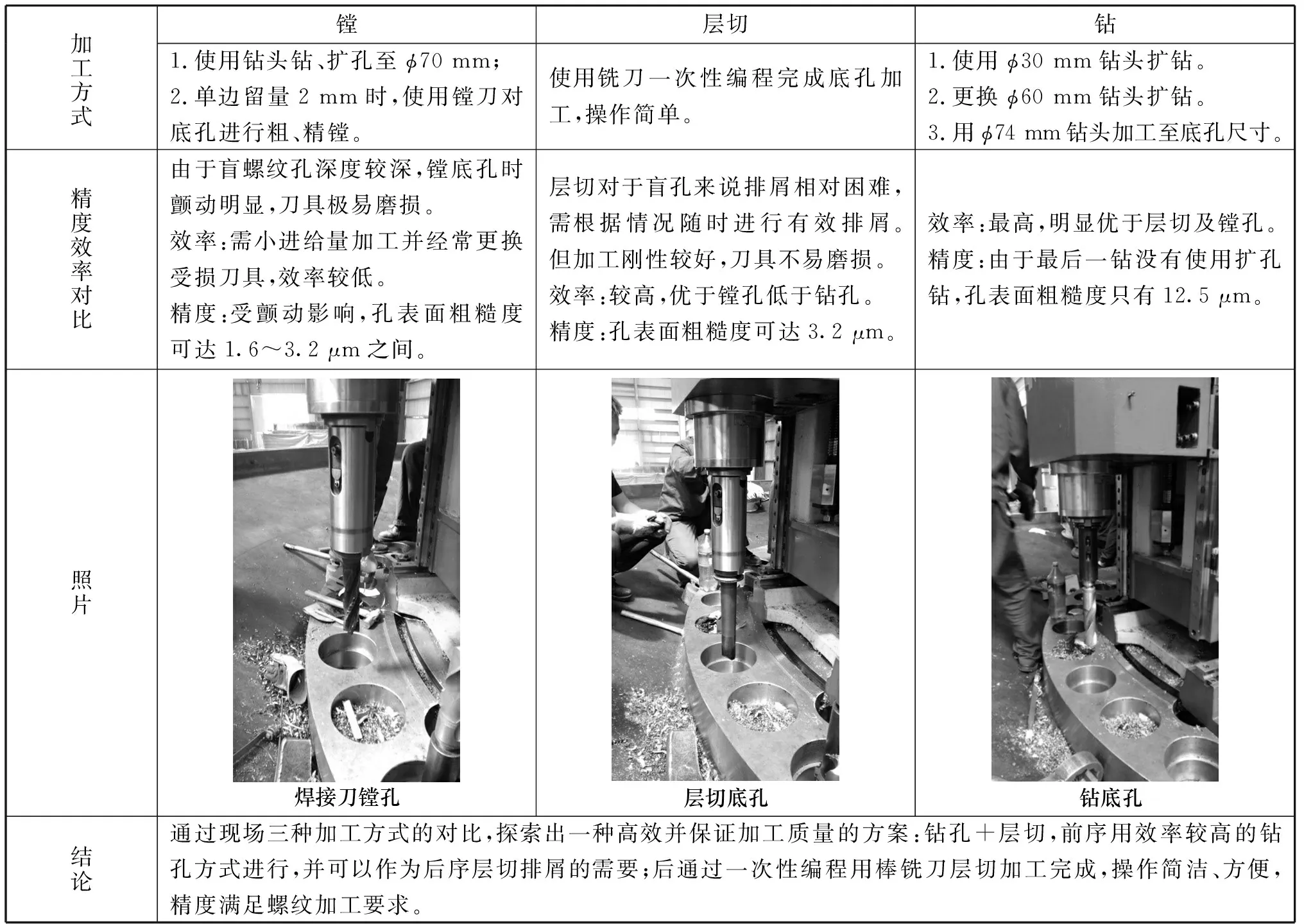
表2 底孔加工方案对比
3 转轮联轴盲孔加工重点工艺介绍
根据第1台猴子岩水轮机转轮联轴盲孔的加工经验,综合优化后的工序,制定了加工出较高质量盲孔且高效的工艺流程及刀具和加工参数的选用,对其重点工艺介绍如下。
3.1 镗模安装:镗模与转轮止口定位安装,通过镗模圆周均布4个测间隙孔,调整镗模位置,使与转轮对点间隙在0.01 mm以内。把紧镗模,测量镗模与转轮把合平面间隙,要求无间隙,局部最大间隙不大于0.02 mm。
3.2 加工前找正要求:按照镗模上待加工的镗孔位置将镗铣床落在镗模上;调整机床主轴与镗模平面垂直后,主轴沿X、Y轴方向移动,至主轴旋转中心与镗模找正孔中心重合,偏差在0.02 mm以内。压牢机床后复测找正结果。
3.3 粗镗φ160 mm销孔:机床主轴装配φ63 mm玉米铣刀,粗镗160孔,单边留1 mm余量,层切方式加工。转速=360 r/min,进给量=500 mm/min。
3.4 M80 mm底孔加工。保持机床工位不变,打表重新复检镗杆与粗镗后的销孔同轴,偏差在0.02 mm以内,进行下序:
(1) 机床装配φ30 mm钻头,一钻M80 mm螺纹底孔,加工至图纸要求底孔深度。转速=100 r/min,进给量=30 mm/min。
(2) 机床装配φ60 mm钻头,二钻M80 mm螺纹底孔,加工至图纸要求底孔深度。转速=60 r/min,进给量=20 mm/min。
(3) 机床装配φ50 mm玉米铣刀,数控编程采用层切方式加工至M80 mm螺纹底孔要求尺寸。转速=360 r/min,进给量=120 mm/min。
3.5 M80 mm螺纹加工[2]:机床装配60铣丝刀杆,数控编程铣M80 mm螺纹,分三次加工,螺纹加工深度分别为75%,90%,100%。转速=360 r/min,进给量=100 mm/min。
3.6 精镗φ160 mm销孔:加工前,再次复检机床主轴与粗镗后的销孔同心,偏差在0.02 mm。确认后机床装配φ160 mm精镗刀杆,精镗φ160 mm销孔。转速=60 r/min,进给量=16 mm/min。
3.7 镗模与转轮定位:用提制的φ160 mm定位工具销装配在已加工完成的第一个孔上,将镗模与转轮进行定位。起吊机床至与第一个孔呈90°位置联轴孔上,重复以上加工序,完成第二个联轴孔的加工。将提制的第二个定位工具销装配在第二个孔上,使镗模与转轮完全定位。
根据以上工艺过程可以看出,保证销孔与螺纹孔同心,主要措施如下:
(1) 加工销孔与盲螺纹孔时,均在机床一个工位下进行,极大程度保证了找正精度。
(2) 在加工销孔、盲螺纹孔前,均以粗镗后的销孔为基准,对镗杆与其同心进行了复检,精度控制在0.02 mm以内。避免因加工颤动等原因使机床、镗模偏移而造成两孔加工出现不同轴的情况。
4 结论
本文对猴子岩水电站水轮机转轮的联轴孔加工技术做了详细的介绍,并通过现场不断的试验探索,总结出了比较完善的盲孔铣丝工艺流程,包括排屑工具的制作、所用刀具以及机床参数的设置等做了细致讲解。猴子岩水电站共4台水轮机组,采用以上盲孔螺纹铣削加工技术顺利高效完成了4台水轮机转轮联轴孔的加工制造,同时所有联轴孔的尺寸、公差、表面质量均达到图纸要求。这些加工技术和工艺经验对所有存在盲螺纹孔结构的大型工件加工,有积极的借鉴和指导意义。
