1 000 MW水轮发电机定子钎焊工艺概述
2020-12-23汪生
汪 生
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
0 引言
由哈电研制的某水轮发电机组,单机容量达到1 000 MW,目前为止是世界上单机容量最大的水轮发电机。作为水轮发电机的“心脏”—定子线圈也创下了我公司各项之最:尺寸最大、公差最小、耐压等级最高等。因此制造难度极大,过程要求更加精细。本文针对定子制造过程中涉及的钎焊工艺进行介绍。
1 定子线圈钎焊工艺
1.1 定子线圈端部钎焊结构
整台发电机定子绕组分为上、下两层,共1 392根线圈。单只定子线圈由88根单玻漆包烧结铜扁线绕制而成,端部需使用去丝机去除玻璃丝,然后将定子线圈与连接板钎焊成整体,如图1所示。
1.2 钎焊方法的选择
钎焊方法选择感应钎焊,感应钎焊具有加热速度快、热源集中、生产效率高、环保等优点,利于大规模批量生产。根据线圈端部截面尺寸,设计感应钎焊专用感应器,如图2所示,保证工件加热均匀、效率高。

图2 定子线圈端部钎焊专用感应器结构示意图
1.3 钎焊工艺过程
1.3.1 用砂纸和钢丝刷对线圈端部待钎焊区域以及连接板钎焊面进行清理,去除表面绝缘材料、氧化膜,并用压缩空气吹净。
1.3.2 预置焊片,牌号为BCu80AgP,厚度2 mm,自钎剂钎料,使用方便,钎焊性好。上层线圈焊接时,连接板置于线圈上面,线圈下面不方便进行填料,因此在线圈下面预置两片焊片。在线圈的两排股线之间、线圈股线两侧以及上端面各预置一片焊片,如图3所示。下层线圈焊接时,连接板置于线圈下面,在线圈的两排股线之间、线圈股线两侧以及上端面各预置一片焊片,如图4所示。具体尺寸见表1。

图3 上层线圈焊片预置示意图

图4 下层线圈焊片预置示意图

表1 预置焊片尺寸 单位:mm
1.3.3 将感应器插入线圈,调整感应器位置使导磁体置于待钎焊面。使用专用工装夹具将线圈、连接板、焊片、感应器固定牢靠,拧紧螺栓,如图5~图6所示。
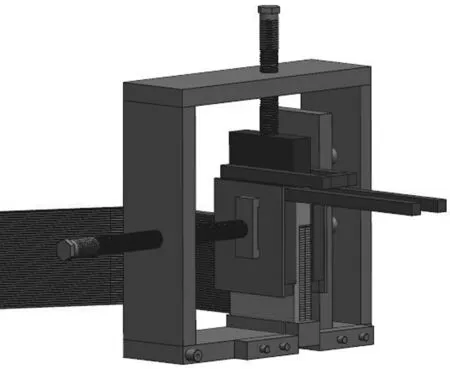
图5 上层线圈连接板装配
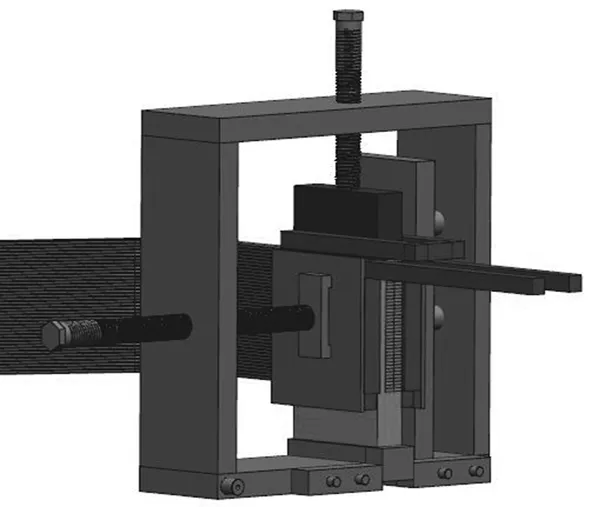
图6 下层线圈连接板装配
1.3.4 启动感应加热设备,设置输出功率:25~30 kW。观察线圈端部及连接板颜色变为橘红色或者钎料开始融化后,采取断续加热的方式(断续加热时间间隔5 s)、维持钎焊温度720~740 ℃,工件颜色为橘红色。不允许使线圈温度过高(不允许使工件颜色变白、此时温度超过800 ℃),避免钎料过度流淌以及发生熔蚀。可根据情况适当使用焊丝进行填料(焊丝牌号BCu80AgP、φ2 mm),保证焊缝饱满。焊接完成后,在钎料完全凝固之前(钎焊完成1 min 90 s之内)不允许拆掉夹紧工具,以防止焊缝在较高的温度下发生开裂。
1.3.5 钎焊完成后,打磨多余焊料,使线圈表面平整。检查所有钎焊缝不允许有未焊透、裂纹、气孔等缺陷。
1.4 质量控制要点
(1) 为了保证在钎焊过程中,线圈股线间隙均匀,装配后线圈股线应高出连接板2 mm,保证夹具受力点位于线圈股线上,如图7所示。因股线去丝后尺寸存在一定偏差,若股线高度低于连接板,可根据股线实际尺寸对连接板进行实配加工,以保证整体尺寸。
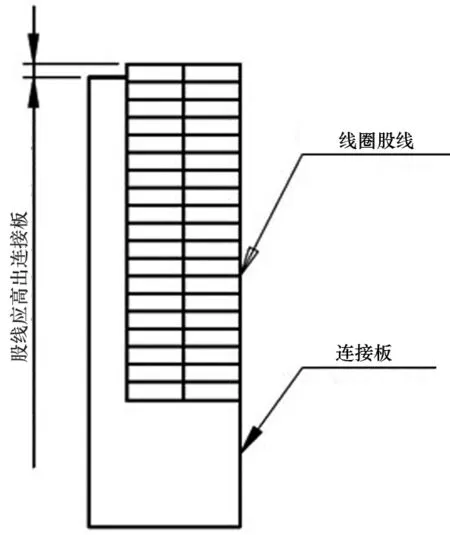
图7 连接板与股线装配要求
(2) 钎焊过程中,待钎料熔化后需要二次拧紧夹紧工具(此时铜较软),使股线之间间隙更加均匀,保证钎焊质量。
2 铜环引线钎焊
2.1 铜环引线结构简介
铜环轴向分八层,径向分三层,三个主引出线,六个中性点,结构十分复杂,钎焊接头数量多,如图8所示。其中还涉及到跳层连接钎焊接头,因此对制造精度要求很高。单根铜环接头采用对接的方式,中间添加连接棒,增大导电面积,如图9所示。
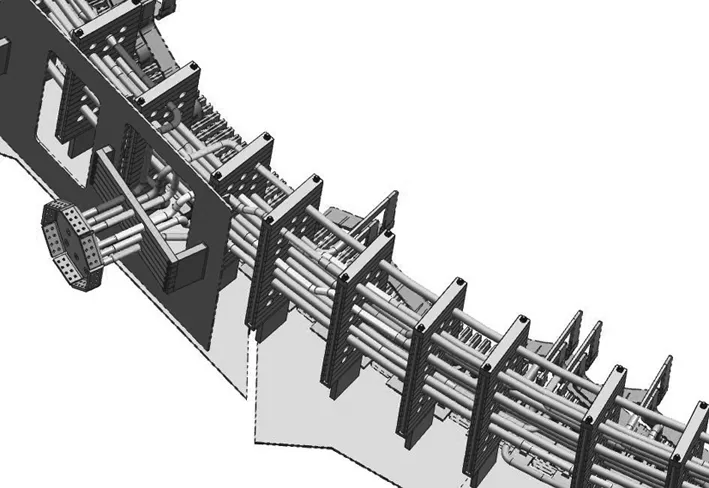
图8 铜环引线局部示意图
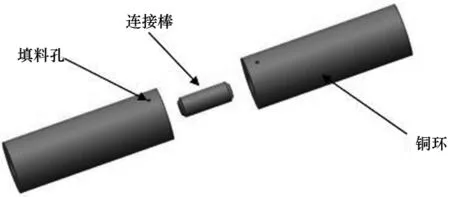
图9 单根铜环接头示意图
2.2 钎焊方法的选择
传统工艺大尺寸铜环的钎焊均使用火焰钎焊的方式。火焰钎焊缺点:加热效率低,不环保,钎焊质量受焊工技术水平制约,质量难以保证。为了保证本机组钎焊质量,通过自主设计感应器以及夹紧工具,实现使用感应钎焊焊接铜环引线。
2.3 钎焊工艺过程
2.3.1 铜环绝缘根部用浸水的纱布紧密包裹,并保持纱布温度处于较低状态(温度≤5 ℃),防止钎焊过程中线圈绝缘烧损。
2.3.2 用砂纸对铜环端部钎焊面以及连接棒表面进行清理,去除表面氧化膜。
2.3.3 将铜环、连接棒、焊片(牌号:BCu80AgP,环形焊片外径φ50 mm、内径φ20 mm,厚度4 mm)装配,并用专用夹紧工具固定,如图10~图11所示。

图10 铜环装配示意图

图11 夹具示意图
2.3.4 将感应器置于焊缝上方,注意使钎焊缝位于感应器两排导磁体中间,便于后续填加焊料,如图12所示。

图12 感应器装配示意图
2.3.5 启动感应加热设备,设置输出功率为35~40 kW。待铜环加热至颜色变为橘红色时,预置焊片开始熔化,采取断续加热的方式(断续加热时间间隔7 s)、维持钎焊温度720~740 ℃,工件颜色为橘红色。不允许铜环温度过高(不允许使工件颜色变白,温度超过800 ℃);同时手持焊丝(焊丝牌号BCu80AgP、φ2 mm)沿铜环圆形钎缝和填料孔填料,待钎缝填充饱满后停止加热。焊接完成后,在钎料完全凝固之前(钎焊完成1 min之内)不允许拆掉夹紧工具,防止钎缝在较高的温度下发生开裂。
2.3.6 钎焊完成后,打磨焊缝尖点,检查所有钎焊缝不允许有未焊透、裂纹、气孔等缺陷。
2.4 质量控制要点
2.4.1 钎焊时,手持感应器要向铜环侧施加适当的压力,防止电磁力使感应器发生窜动,影响钎焊过程。
2.4.2 注意在钎焊快结束、收缝时迅速对底部焊缝填料,此时钎料流动性差,在垂直漫流方向吸附性较强,可保证焊缝饱满。
3 结论
1 000 MW水轮发电机单机容量为世界之最,其中定子线圈接头尺寸大、铜环引线结构形式复杂,对接头钎焊质量要求高,钎焊难度大。通过专用感应钎焊工器具的合理使用,以及特殊工艺过程的质量控制,保证了定子钎焊质量优良。
整台定子在制造过程中涉及的钎焊工序进展顺利,不仅保证了产品质量和生产进度的要求,同时也为今后类似项目的生产制造奠定了坚实基础。
作者简介:
汪生,男,1990年生,2014年毕业于哈尔滨工业大学,材料工程专业,硕士学位,焊接工程师,现从事水轮发电机、汽轮发电机等发电设备的焊接制造工艺工作。
