热塑性塑料齿轮的设计与制造
2020-12-21卢科军
卢科军
(上海正泰智能科技有限公司, 上海 201614)
0 前言
齿轮传动是应用最广泛的机械传动之一,可传递空间任意两轴之间的运动与动力,并变换运动方式。齿轮传动还具有传动平稳、精确、效率高,且结构紧凑、工作可靠等特点。
在“以塑代钢”趋势的带动下,中国的工程塑料工业发展势头迅猛,生产力不断提高,品种和用量也在不断增加[1]。随着高性能工程塑料的不断开发,塑料齿轮已作为动力型传动件在汽车、家用电器等领域得到了广泛应用。目前,我国塑料齿轮的设计、校核等标准大多还是参考现行的金属齿轮标准。由于塑料齿轮与金属齿轮材料不同,因此对塑料齿轮的设计方法、材料选用、加工工艺及检测方法都与金属齿轮存在很大的差异。塑料齿轮按材料分类主要有热固性塑料齿轮和热塑性塑料齿轮,热塑性塑料齿轮主要应用于功率相对较小的传动机构,笔者针对热塑性塑料齿轮提出了设计与制作的方法。
1 塑料齿轮的特性
塑料齿轮相比金属齿轮,具有质量轻、惯性小、耐腐蚀、耐磨损和低噪声等特点,并具有良好的绝缘性,被广泛应用于汽车、低压电器等领域。基于塑料的注塑工艺,塑料齿轮还可以实现复杂的几何形状和着色处理。但是由于工程塑料的固有特性,使塑料齿轮具有较大的热膨胀系数、较小的弹性模量和弯曲强度。
因此,在设计塑料齿轮时应尽量弥补塑料特性的缺点,利用塑料特性的优点来设计塑料齿轮。
2 塑料齿轮设计
2.1 齿形设计
渐开线齿轮中心距发生变动时不影响传动比,因此能够承受齿轮传动装置所固有的中心矩误差,并且保证在传动过程中瞬时传动比不变。非渐开线齿形制对齿轮中心距的误差敏感性较大,因此非渐开线齿形制不太适用于塑料齿轮轮系。美国为塑料渐开线齿轮推出了一种新的AGMA PT基本齿条,其最大特点是齿根采用了全圆弧,适用作动力型传动用的塑料齿轮[2]。
AGMA PT基本齿条与ANSI、ISO标准的齿形(即ANSI/AGMA细齿距基本齿条、ISO粗齿距基本齿条)参数对比见表1,其中齿形参数可参考图1。

表1 不同标准的基本齿形参数(以单位模数m=1 mm为基准)
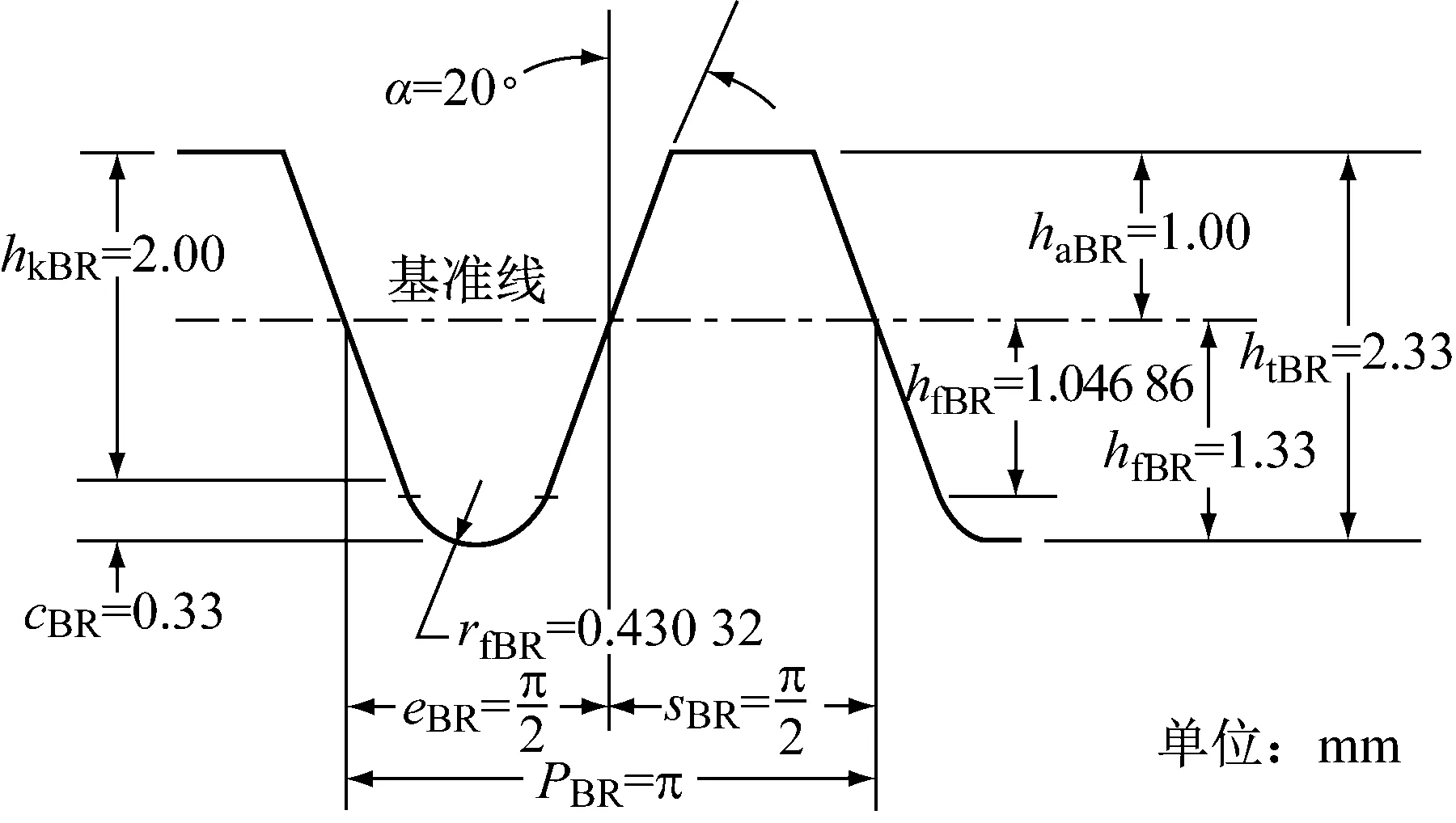
图1 AGMA PT基本齿条齿廓(m=1 mm或法向模数mn=1 mm)
2.2 齿形修正
为了改善齿轮的啮合状态,提高载荷变化的均匀性,一般都需要对齿形进行适当修正,塑料齿轮受外界环境和制造加工等对尺寸的影响较大,更需要重视齿形的修正。
2.2.1 齿根圆弧修正
齿根圆弧不仅可以增强齿根的弯曲强度,还可以提高注塑的流动性,避免应力集中。图2为2种不同齿根圆弧对齿根处所产生应力水平的3种应力分布图。
从图2可以看出:AGMA PT基本齿条的应力水平比ANSI/AGMA 细齿距基本齿条低[3]。因此,塑料齿轮应尽量都采用全齿根圆角半径,在不引起配对齿轮齿顶干涉的情况下调整齿根圆弧,以增加轮齿的载荷能力。
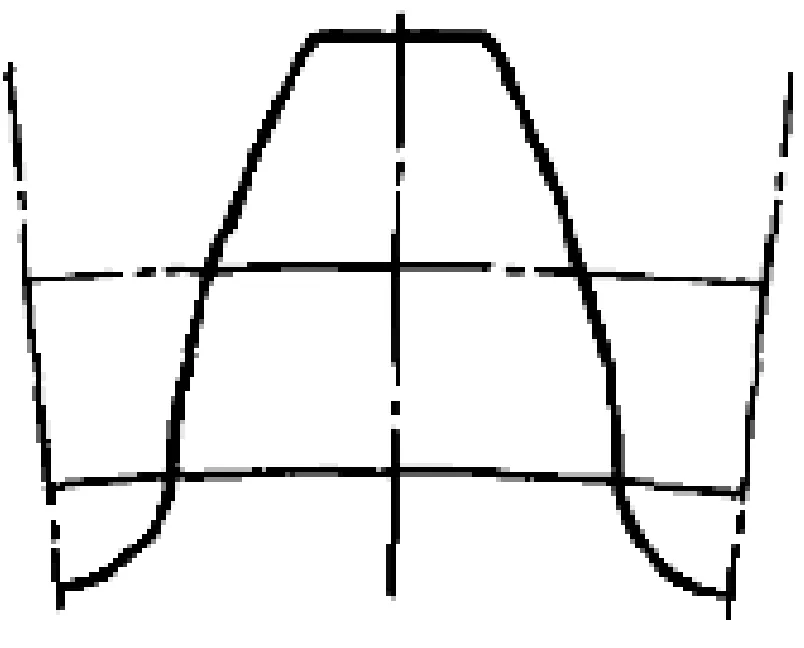
2.2.2 齿顶修缘
当2个齿轮在啮合传输载荷时,由于载荷过大往往会使轮齿弯曲变形,从而会产生啮合噪声。为了补偿这种弯曲变形,轮齿的两侧从中部到顶部需要逐渐变薄(见图3)。

(a) ANSI/AGMA 细齿距基本齿条

(a) 正视图
AGMA PT基本齿条的齿顶修缘一般可由一小段圆弧齿廓来代替(见图4),其中齿顶修缘代用圆弧半径RTBR=4 m,代用圆弧半径的起始高度hαTBR=0.5 m。

图4 AGMA PT基本齿条的齿顶修缘
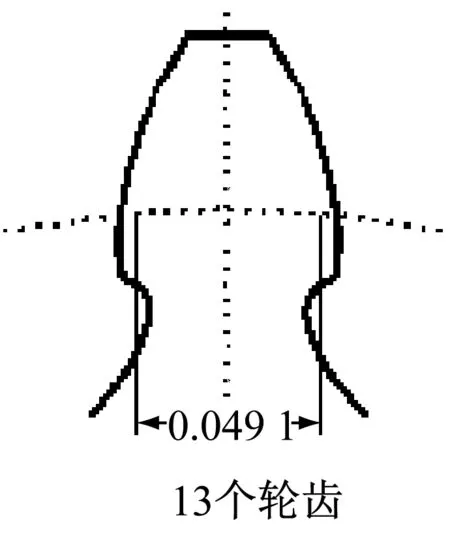
2.2.3 齿形角修正
ISO、AGMA和GB等齿轮标准推荐使用的齿形角为20°,增加齿形角可以降低齿轮弯曲应力和接触应力,从而提高齿轮强度并减少磨损,但是增加齿形角会使齿顶宽度和齿根圆角半径减小,而减小齿形角可以提高齿轮的重合度。
当齿轮传动载荷方向是变化的或是不一致时,为了满足2个方向的不同工作要求,可以设计不同的齿形角(见图5)。例如,用于承载负荷的齿轮齿侧,增大其齿形角,可有助于降低接触应力;而将用于非承载负荷的齿轮齿侧设计为小齿形角,可以增加齿顶厚度和齿顶高。反之,用于承载负荷的齿侧为小齿形角,可以提高重合度或减小工作啮合角;而将用于非承载负荷的齿轮齿侧设计为大齿形角,可以起到增强轮齿弯曲强度的作用。
这种非对称金属齿轮往往受加工工艺的影响而无法实现,对于塑料齿轮则可以通过采用线切割成型的加工工艺实现,因此塑料齿轮可以根据工作要求来适当调整齿形角。
(a) 20°
2.2.4 平衡齿厚
在齿轮设计中,一般啮合的2个齿轮齿数设计不同,而模数和压力角相等,这会导致设计出来的2个齿轮的齿根部分宽度相差很大。齿数较少的齿轮齿根宽度相对较小,在承载运动时,小齿轮会成为该齿轮副强度的最弱处。为了优化齿轮的承载能力和啮合侧隙,应增加小齿轮的齿根厚度,同时减少相啮合的大齿轮的齿根厚度,使小齿轮的齿根厚度等于或略大于大齿轮的齿根厚度(见图6)。如果采用变位系数来平衡齿厚,则可以使小齿轮正变位,而大齿轮负变位。
(a) 齿厚不平衡
2.3 齿轮结构设计
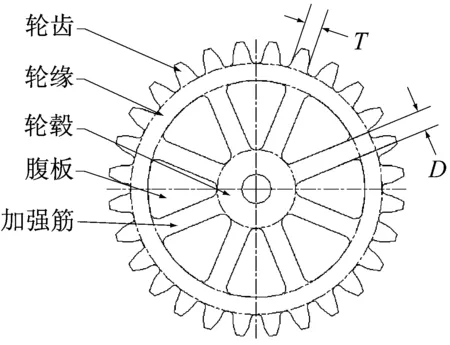
塑料齿轮的结构设计应与材料物性和注塑成型工艺相适应,在设计齿轮的轮缘和轮毂时,需要注意壁厚、尖角、加强筋等要求。
在保证齿轮整体强度的前提下,应尽量满足整体结构的壁厚均匀,这不仅利于注塑生产、降低材料成本,而且还能在一定程度上增加结构强度。常见的齿轮结构见图7。
(a) 主视图
为便于结构设计,笔者选取齿轮齿壁厚作为标称壁厚,辅助结构的壁厚可以参考表2以标准壁厚为基准进行选择。考虑塑料件在注塑冷凝过程中存在收缩现象,一般壁厚不应超过4 mm。为了减少收缩给齿轮带来的精度问题,应该避免在腹板上设计通孔,且在腹板上设计加强筋时,也需要注意加强筋的布局,尽量在齿轮两侧交错设计加强筋,防止塑料件出现高、低收缩区的影响。
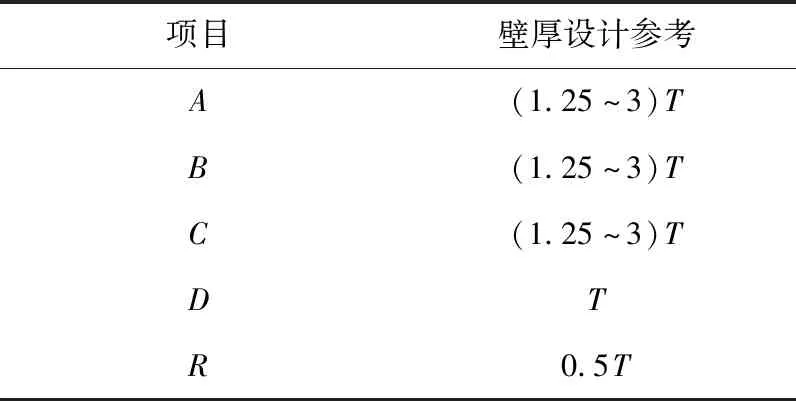
表2 塑料齿轮辅助结构壁厚设计参考
3 塑料齿轮常用材料
热塑性塑料齿轮常用的材料主要有聚甲醛(POM)、尼龙(PA)、聚碳酸酯(PC)、聚酯(PBT)、聚苯硫醚(PPS)、聚醚醚酮(PEEK)等。
POM是常用也是最重要的塑料齿轮材料,一般为塑料齿轮的首选材料。POM具有优越的物理性能,耐磨性、耐疲劳、高刚度,且具有较好的化学稳定性、电绝缘性和尺寸稳定性。但由于POM收缩率大、热变形温度低,因此POM齿轮不太适合应用于环境问题较高的场合。
尼龙66(PA66)和尼龙46(PA46)具有良好的坚韧性和耐用度,特别是改性PA材料的力学性能更优。但是由于PA具有较强的吸湿性,会引起塑料齿轮性能和尺寸的变化,因此PA齿轮不太适合在环境湿度较大的场合下使用。
PC具有优良的抗冲击性能,硬度高、收缩率低和吸水率低,且具有较好的尺寸稳定性。但由于PC不具自润性,易磨损,因此PC齿轮主要应用于使用寿命低、载荷小的玩具产品。
PBT具有较高的机械强度、耐热性和耐腐蚀性,且塑料表面光滑,具有良好的机械传动性能,但是缺口冲击强度相对较低。
PPS具有较高的硬度,尺寸稳定性好,且具有耐疲劳和耐化学性能等特点,可以长期在200 ℃以上的温度条件下使用。
PEEK是一种半晶态的高分子聚合物,是塑料齿轮中的顶级材料,PEEK不仅具有耐高温、综合力学性能高、耐磨损和耐化学腐蚀等特性,还具有低吸水性、高韧性和耐冲击性。由于PEEK价格昂贵,因此PEEK齿轮主要应用于飞机及军用场合。
4 塑料齿轮强度校核
塑料齿轮具有噪声低、抗腐蚀、惯性小,且制作成本低,可在无润滑条件下传动等优点。但是由于塑料齿轮的弹性模量低、机械强度低、热传导性差、热膨胀系数大等缺点,限制了塑料齿轮在一定高载荷、高转速和高温度场合下的使用。
塑料齿轮常见的失效形式主要有断裂和磨损2种类型(见图8)。齿根附近断裂大多是由于过载或疲劳超过了材料疲劳极限造成的;节点附近断裂或磨损大多是由于材料的抗热能力差,在齿轮啮合过程中轮齿齿面摩擦引起的温升以及机械负荷的共同作用下,齿面出现严重磨损,如果中心距安装过大也会导致齿轮节点附近断裂或磨损;而过度磨损导致齿面变薄主要是由于没有润滑导致的,或接触面之间发生了粘着磨损,如接触面之间有颗粒或磨损碎屑等。

(a) 齿根附近断裂
目前有关塑料齿轮强度计算的理论及标准比较少,大多技术人员以金属齿轮的强度计算方法为参考,通过修改某些系数来计算或评估塑料齿轮的强度,然后再通过实验的方法验证该强度是否满足使用要求。目前主要采用路易斯方程校核轮齿的弯曲强度,采用赫兹应力公式计算齿轮的齿面接触强度[4],笔者以直齿轮强度校核计算为例。
塑料齿轮一般会进行齿形修正,因此齿顶受全负荷的假设不成立。由于塑料齿轮的注塑加工误差及工艺要求,计算分析时一般不考虑齿根圆角的应力集中,但是需要考虑齿宽方向的实际接触宽度。齿轮的强度涉及的因素较多,计算分析时必须严格考虑各种因素对强度的影响。
4.1 齿根弯曲强度校核
齿根的许用转矩TFp按以下公式计算:
(1)
式中:σb为齿根最大弯曲应力,MPa;b为有效齿宽,mm;d为齿轮的分度圆直径,mm;Y为节点附近的齿形系数,见表3[5];Z为齿数。

表3 节点附近的齿形系数(标准模数)
齿根的最大许用弯曲应力σb为:
(2)


图9 在标准条件下最大许用弯曲应力

图10 速度修正系数
塑料齿轮的模数相对较小,一般取0.8~2,当齿轮模数小于0.8时可参考模数0.8的最大许用弯曲应力,而模数大于2时,需要取低于模数2的最大许用弯曲应力。
在环境温度较高的情况下需要对温度补偿,一般可以通过齿轮的弯曲强度和温度关系来修正(见图11)。

图11 温度系数
虽然塑料齿轮相比金属齿轮具有自润滑效果,但是在大多数情况下还是会增加润滑脂以提高润滑效果。齿轮在无润滑情况下,一般KL取0.75;用油脂初期润滑时KL可取1.0。
塑料齿轮应尽量与塑料齿轮进行啮合,如与金属齿轮啮合时,对金属齿轮应相适应地降低粗糙度要求,否则容易磨损塑料齿轮齿面。塑料齿轮与塑料齿轮啮合时,KM可取1.0;塑料齿轮与金属齿轮啮合时,KM可取0.75。
常见的POM齿轮材料强度修正系数见表4,使用系数参考表5(其中1~4号表示POM齿轮一天的运转时间分别为24 h、8~10 h、3 h和0.5 h)。

表4 POM材料强度修正系数
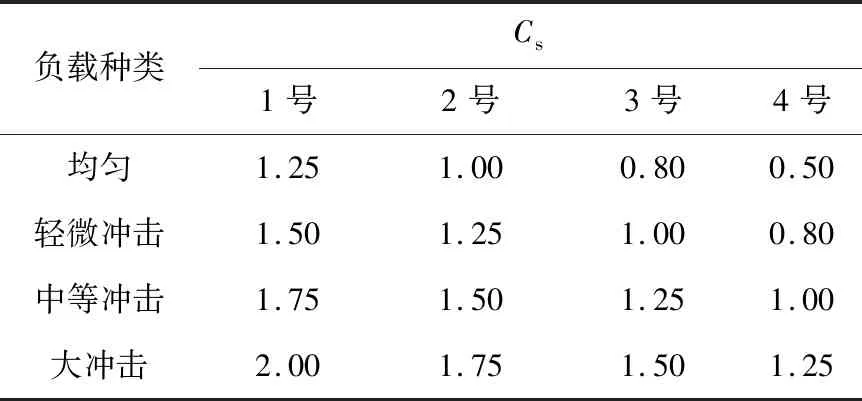
表5 POM材料使用系数
4.2 齿面接触强度校核
一般塑料尺寸在有润滑的条件下磨损量比较小,但在没有润滑的条件或一定寿命后润滑效果下降后,塑料齿轮很容易磨损并出现断裂现象。根据赫兹应力公式对塑料齿轮的齿面接触强度σH进行校核[5]。
(3)
式中:Ft为齿面所受的圆周力,N;u为齿数比;E1、E2为材料的弹性模量,MPa。
该塑料齿轮的强度校核计算方法主要是基于某几种常用的工程塑料的基本性能数据,而随着目前改性的工程塑料的发展与应用,还需要进一步加强对塑料齿轮的强度理论研究及实验分析。
5 塑料齿轮的制作与加工
塑料注塑成型的收缩特性是影响塑料齿轮精度的主要因素,因此塑料齿轮模腔的设计是一项关键技术。一般塑料件注塑收缩大多为各向等比例收缩,而塑料齿轮在其渐开线齿形上的收缩量是非线性的,增加了渐开线塑料齿轮模具型腔的设计难度。
如果将塑料齿轮的模腔设想为一个假想的齿轮,而该齿轮的齿数不变,根据齿轮分度圆直径d=mZ可知,在加工齿轮模腔过程中,考虑收缩率而使齿轮分度圆直径的变化,就相当于齿轮模数的变化。
塑料齿轮模腔的齿轮模数m′为:
(4)
式中:δ为塑料收缩率。
齿轮模腔的其余参数可由m′代入计算求得。这种计算方法也被称为变模数法。
塑料齿轮在注塑成型的过程中,塑胶熔体会以注塑浇口为中心收缩,因此浇口的位置对齿轮圆度影响较大,浇口的分布形式对塑料齿轮的力学性能也有较大影响[6]。为了提高塑料齿轮的精度,尽量采用多点分布式浇口,且浇口在同一圆周上均匀分布,这种浇口布局会大大缩短熔接痕形成时间,且形成的低收缩区倾向也会减小(见图12)。

图12 多点均分布浇口
模具的制造还需要关注排气系统、冷却系统和等位结构等常用的模具设计要求。塑料齿轮的注塑工艺皆与塑料的收缩相关,因此控制合理的收缩率才能制造出高精度的塑料齿轮,其中模具温度、注塑压力和保压时间对塑料齿轮成型的收缩率具有重要影响。
6 结语
塑料齿轮已经在很多领域中确立了传统金属齿轮的替代品地位,随着热塑性塑料的发展,热塑性塑料齿轮也逐步扩大了应用范围。塑料齿轮具有很多金属齿轮不具备的优点,但是也存在一定的缺陷,因此在设计阶段不仅需要进行精确计算和校核,还必须制造出合理、精确的齿轮模具,同时配以合理的注塑工艺才能实现。
笔者提出的关于塑料齿轮的齿形设计、齿形修正和强度校核方法,以及模具制造与加工的基本要求,有助于提高热塑性齿轮的可靠性。
