双向拉伸工艺对超高分子量聚乙烯隔膜性能的影响
2020-12-21徐绍魁吴正文茆汉军
徐绍魁,吴正文,茆汉军
(1.上海联乐化工科技有限公司,上海 201512;2.上海化工研究院有限公司,上海 200062;3.上海市聚烯烃催化技术与高性能材料国家重点实验室,上海 200062)
0 前言
锂电池主要包括正极材料、负极材料、电解液和隔膜材料,内层组件中隔膜材料的国产化率最低、技术壁垒最高[1]。超高分子量聚乙烯(UHMWPE)隔膜是锂电池隔膜中的高端产品,特别在高温下熔体呈凝胶状,熔而不塌,对过度充电或者温度升高时的短路、爆炸具有优良的安全保护作用,更适用于高效、大功率的动力电池[2]。
目前,商品化的锂电池隔膜生产工艺主要分为干法和湿法两种[3-5],两种隔膜制备方法的工艺过程各不相同,但都包括了一个必不可少的取向过程,该过程可以提高隔膜的孔隙率和拉伸强度。由于UHMWPE的加工困难,无法采用吹塑等常规工艺制备,而干法工艺也不能有效控制隔膜的孔隙率等参数,因此选用热致相分离法(即湿法)制备性能优异的UHMWPE锂电池隔膜。湿法锂电池隔膜一般采取双向拉伸工艺[6],包括:配料、挤出、流延、双向热拉伸、萃取、干燥、热定型和收卷。双向热拉伸包括双向同步拉伸和双向异步拉伸,是热效应和机械力协同控制的过程,涉及晶体成核与生长、破坏与重构,以及片晶、无定形、纤维晶、微孔等多尺度结构的非线性快速演变过程,其影响因素有拉伸温度、拉伸速率及拉伸倍数等。
黄孙息等[7]研究了拉伸温度和拉伸倍率对厚片成膜性能的影响,结果表明:当拉伸倍率为5×5,拉伸温度为100~110 ℃时,厚片容易被拉伸成膜,且随着拉伸倍率的增加,厚片所制得的隔膜孔径和拉伸强度也呈现增加的趋势。SADEGHI F等[8]指出,当其他的拉伸工艺条件不变时,升高热拉伸温度能提高微孔膜的透气性能。LEI C H等[9]研究发现,在其他工艺条件不变时,增加热拉伸倍率可以增加微孔膜的孔径,进而提高微孔膜的透气性能。姜玉珍等[10]考察了拉伸速率对隔膜性能的影响,结果表明:随着拉伸速率的增加,隔膜的厚度和透气性能没有发生显著变化,但是隔膜的孔隙率略微降低,隔膜的拉伸强度和穿刺强度显著增加。徐睿杰等[11]发现20 mm/min的拉伸速率不足以使初生膜的片晶完全分离,隔膜的孔径分布宽、孔结构不均匀;拉伸速率超过100 mm/min时,初生膜的片晶因受力过大,会出现大量的闭孔区域,隔膜孔径变小,透气性能明显下降;当拉伸速率为50 mm/min时,获得的微孔膜的微孔结构完善,片晶分离彻底,孔径分布均匀。
目前,关于双向同步拉伸和双向异步拉伸的对比研究较少,笔者利用湿法工艺制备锂电池隔膜,讨论了双向同步拉伸和双向异步拉伸对UHMWPE锂电池隔膜的性能影响。
1 实验部分
1.1 实验试剂
UHMWPE,牌号为UHMWPE-135,上海化工研究院有限公司;
白油,牌号为#68,浙江正信石油科技有限公司;
二氯甲烷,分析纯,国药集团化学试剂有限公司。
1.2 仪器及设备
湿法隔膜线,定制,上海化工研究院有限公司;
延伸机,定制,上海化工研究院有限公司;
透气度平滑度测试仪,4340型,Gurley Precision Instrument;
电子式拉力试验机,DLL-5000型,上海德杰机器设备有限公司;
密度天平,XS204型,梅特勒-托利多仪器(上海)有限公司;
差示扫描量热仪,DSC3,美国梅特勒-托利多仪器有限公司;
扫描电子显微镜(SEM),Merlin Compact,德国Zeiss公司。
1.3 样品制备
1.3.1 初生膜制备
将UHMWPE和液体石蜡按照一定的配料比混合均匀,加入双螺杆挤出机,在料筒中进行混合预溶胀,在190~230 ℃的挤出温度下挤出至压延机辊上,在5~20 ℃下骤冷铸片制得一定厚度的片材,并将片材裁成尺寸为86 mm× 86 mm的方形初生膜备用。
1.3.2 隔膜样品制备
采用双向拉伸机将初生膜在设定的拉伸温度、拉伸速率和拉伸倍率下拉伸成膜,将取下的膜片放入二氯甲烷中萃取后,经过烘干、热定型等流程后进行性能表征。
1.4 性能测试
1.4.1 热分析
在高纯氮气气氛保护下用DSC3进行热分析试验,研究隔膜样品的熔融行为。样品升温速率为10 K/min,样品质量为5~10 mg。
1.4.2 SEM测试
取小块隔膜样品,进行表面喷金处理后,采用SEM观察隔膜表面形态。
1.4.3 透气性测试
透气度反映隔膜的透过能力,按照GB/T 36363—2018 《锂离子电池用聚烯烃隔膜》中的Gurley法进行测试,即一定体积(100 mL)的气体,在一定压力下(1.21 kPa)通过6.45 cm2面积的隔膜所需要的时间。
1.4.4 穿刺强度测试
按照GB/T 36363—2018进行穿刺强度测试。隔膜厚度为20 μm,穿刺针直径为1.0 mm,尖端球面半径为0.5 mm,样品固定夹具的内直径为10 mm,穿刺速率为(100±10) mm/min。
1.4.5 拉伸强度测试
按照GB/T 36363—2018进行拉伸强度测试,试样类型选取二型试样,样条长150 mm,宽(15±0.1) mm,夹具间距离为(100±5) mm,拉伸速率为(250±10) mm/min。在室温下测量试样的力学性能,分析其断裂强度和断裂伸长率等参数。
1.4.6 热稳定性能测试
隔膜的热稳定性主要反映为隔膜在高温下的尺寸稳定性,高温下尺寸越稳定,隔膜的热稳定性越好,因此热稳定性的测试方法是将隔膜置于105 ℃的烘箱中保持1 h,对比热处理前后的隔膜尺寸分别得出隔膜在纵向(MD)和横向(TD)的热稳定性,计算公式为:
(1)
式中:U为热收缩率;L0为隔膜热处理前的尺寸;L为隔膜热处理后的尺寸。
2 结果与讨论
2.1 拉伸温度对隔膜性能的影响
2.1.1 拉伸温度对隔膜成膜性能的影响
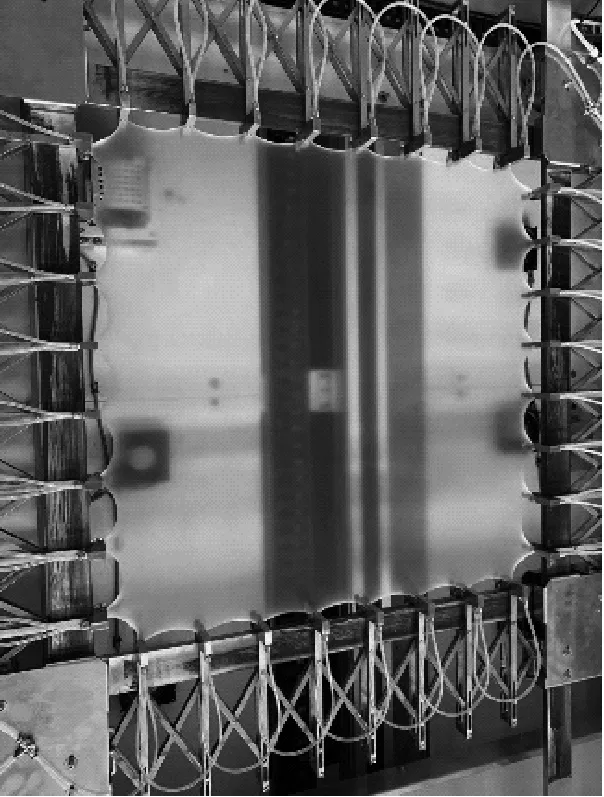
隔膜的双向热拉伸是热效应和机械力协同控制的过程,涉及到晶体的成核与生长、破坏与重构等过程(见图1),笔者首先考察了不同拉伸温度对隔膜性能的影响。根据UHMWPE树脂的熔点,选择了4个拉伸温度(120 ℃、130 ℃、140 ℃、150 ℃)对隔膜的成膜性能进行试验,结果见图2。
(a) 130 ℃
在较低的拉伸温度(120 ℃)下,由于热拉伸温度太低,分子链运动不足以支持拉伸取向,初生膜的可拉伸性能较低,无法顺利拉伸成膜;在较高的拉伸温度(150 ℃)下,由于温度已经超过隔膜熔点,初生膜发生熔融,破坏了隔膜原有分子链取向和取向的有序结构,隔膜的结晶度降低,表现出透明现象;在130 ℃和140 ℃的拉伸温度下,由于拉伸温度适中,初生膜的成膜性能较好。因此,笔者选取130 ℃和140 ℃进行后续的拉伸测试。
2.1.2 SEM形貌分析
不同拉伸工艺下隔膜的SEM图见图3。从图3可以看出:在相同的拉伸温度下,随着拉伸倍率的增加,隔膜中含有的粗纤维束结构呈现降低的趋势;与同步拉伸工艺相比,异步拉伸工艺含有的粗纤维束结构更多。在相同的拉伸倍率下,与130 ℃的拉伸温度相比,140 ℃拉伸温度下制备的隔膜含有的粗纤维束结构偏少,孔径更大,孔径分布也更加均匀。这是因为随着拉伸温度的增加,UHMWPE的分子链的链段运动能力变强,在拉伸过程中,粗纤维束结构[12]更容易拉开,孔径更大,孔径分布更加均匀;与同步拉伸相比,异步拉伸首先进行MD拉伸,一方面会导致初生膜中溶剂小分子白油被挤出,溶剂含量降低,由溶剂化[13]作用可知,此时初生膜的熔点会升高,再进行TD拉伸时,分子链的运动能力减弱,导致异步拉伸隔膜中含有更多的粗纤维束结构;另一方面,先进行MD拉伸时,也会增加隔膜的取向度和结晶度,不利于二次拉伸,也会导致出现更多的粗纤维束结构。
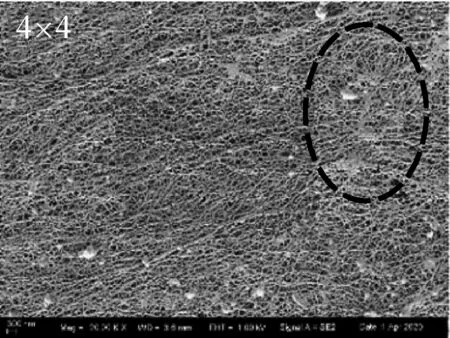
(a) 130 ℃同步拉伸,放大倍数为20KX
2.1.3 透气性能分析
不同拉伸工艺下隔膜的Gurley值见图4。从图4可以看出:无论是同步拉伸还是异步拉伸,在相同的拉伸温度下,随着拉伸倍率增加,隔膜的Gurley值呈现降低趋势;在相同的拉伸倍率下,与130 ℃的拉伸温度相比,140 ℃拉伸温度制备的锂电池隔膜的Gurley值较低,透气性能更优。与同步拉伸相比,异步拉伸制备的隔膜的Gurley值较低,但是隔膜透气性能的均匀性较差。通过图3可知,在相同的拉伸倍率下,拉伸温度较高时,隔膜中粗纤维束含量更低,孔径及孔径分布更均匀,从而使隔膜的Gurley值更低,透气性能更好。与同步拉伸工艺相比,异步拉伸工艺先MD后TD依次进行拉伸,TD分子链运动能力较差,粗纤维束结构更多,在相同拉伸倍率下,隔膜的孔径会更大,但均匀性也相应变差,即拉伸温度较低时,不同拉伸工艺下隔膜的透气性能差距较大,这与初生膜的塑化程度有关。拉伸温度偏低,初生膜塑化程度偏低,分子链的链段运动能力较差,在拉伸过程中,大量的粗纤维束结构无法均匀拉开,隔膜的透气性能较差,均匀性也较差;拉伸温度升高,初生膜塑化程度提高,分子链段运动能力增强,拉伸过程中粗纤维束结构更容易沿外力方向取向拉开,隔膜的均匀性和透气性能进一步提高。

(a) 同步拉伸
2.2 拉伸倍率对隔膜性能的影响
在较高的拉伸温度下(不超过隔膜的熔点),UHMWPE分子链的链段运动能力强,隔膜的孔径更大,孔径分布更加均匀;因此,笔者选定140 ℃的拉伸温度进一步考察不同拉伸倍率下隔膜的力学强度和热稳定性能。
2.2.1 力学性能分析
当拉伸温度为140 ℃时,不同拉伸工艺下锂电池隔膜的结晶度见表2。从表2可以看出:随着拉伸倍率的增加,锂电池隔膜的结晶度呈现上升趋势;在相同的拉伸倍率下,同步拉伸的锂电池隔膜结晶度高于异步拉伸。这是因为在相同的拉伸工艺下,增大初生膜的拉伸倍率,会增加大分子链段的取向度,使分子链规整排列,有利于结晶,锂电池隔膜的结晶度呈现升高的趋势。与同步拉伸相比,异步拉伸首先进行MD拉伸,在此过程中,由于溶剂化[13]作用和隔膜结晶度的增加,初生膜的熔点会有所升高,在相同的拉伸温度下再进行TD拉伸时,因受MD的取向结晶影响,TD分子链段的运动能力受限,TD分子链段的取向度降低,进而导致异步拉伸时,锂电池隔膜的结晶度低于同步拉伸工艺下隔膜的结晶度。

表2 不同拉伸工艺下锂电池隔膜的结晶度
不同拉伸工艺下锂电池隔膜的穿刺强度见图5。由图5可得:随着拉伸倍率增加,同步拉伸工艺制备的锂电池隔膜穿刺强度依次为5.544 N/(20 μm)、7.654 N/(20 μm)和10.460 N/(20 μm),异步拉伸工艺制备的锂电池隔膜穿刺强度依次为6.322 N/(20 μm)、8.095 N/(20 μm)和11.680 N/(20 μm),呈现升高的趋势;与同步拉伸工艺相比,异步拉伸工艺制备的隔膜穿刺强度较高。这是因为随着拉伸倍率增加,分子链的取向度和结晶度不断增加,隔膜的穿刺强度也不断提升;异步拉伸工艺制备的隔膜与同步拉伸工艺制备的隔膜其结晶度差距不大,但是异步拉伸工艺制备的隔膜含有的粗纤维束结构更多,能够起到一定的增强作用,因此穿刺强度也略高于同步拉伸。

图5 不同拉伸工艺下锂电池隔膜的穿刺强度
不同拉伸工艺下锂电池隔膜的拉伸强度见表3。从表3可以看出:在相同的拉伸工艺下,随着拉伸倍率不断增加,隔膜的拉伸强度呈现升高的趋势;在相同的拉伸倍率下,同步拉伸的隔膜拉伸强度普遍低于异步拉伸的隔膜拉伸强度。隔膜的力学性能反映了高分子链的链段活动能力,在相同的拉伸工艺下,随着拉伸倍率增加,隔膜的结晶度不断增加,拉伸强度也不断增加;在相同的拉伸倍率下,由于异步拉伸的隔膜与同步拉伸的隔膜的结晶度差距不大,但含有更多的粗纤维束结构,拉伸强度也更高。
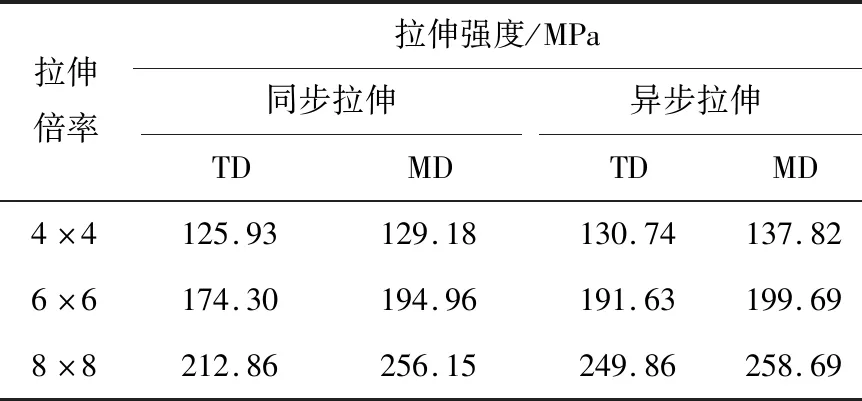
表3 不同拉伸工艺下锂电池隔膜的拉伸强度
2.2.2 热稳定性能分析
不同拉伸工艺下锂电池隔膜的热收缩率见表4。

表4 不同拉伸工艺下锂电池隔膜的热收缩率
从表4可以看出:随着拉伸倍率不断增加,隔膜的热收缩率呈现升高的趋势;在较低的拉伸倍率下,异步拉伸工艺制备的锂电池隔膜热收缩率低于同步拉伸工艺,在较高的拉伸倍率下,异步拉伸工艺制备的锂电池隔膜热收缩率高于同步拉伸工艺。这与隔膜样品中的粗纤维束结构、隔膜内应力和结晶度有关,在较低的拉伸倍率下,隔膜内部的残余应力较小,使得隔膜整体的热收缩率较小,同步拉伸与异步拉伸的差距不大,但是异步拉伸制备的隔膜含有更多的粗纤维束结构,使得隔膜的热稳定性相对更优;随着拉伸倍率不断增加,首先是取向程度越高,越容易取向结晶,导致隔膜内部应力增加,热收缩率增加,其次是隔膜的孔隙率和孔径增大,使得隔膜有更大的空间进行热收缩。与同步拉伸相比,异步拉伸过程中在进行MD拉伸时会形成粗纤维束,一方面由于部分白油被挤出,另一方面在进行MD拉伸时,隔膜的取向度和结晶度增加,进而导致隔膜熔点增加,后续进行TD拉伸时,需要更高的温度才能使粗纤维束拉开,但是由于热拉伸温度不变,只能增加拉伸应力才能达到相同的拉伸倍率,进而导致隔膜内应力更大,即拉伸倍率越大,隔膜内应力越大,热收缩率越大。
3 结语
(1) 热拉伸温度影响初生膜的成膜性能。120 ℃下初生膜刚性太强,无法拉伸成膜,150 ℃下隔膜发生熔融现象,网络结构较差;在适宜的拉伸温度范围内,提高拉伸温度,初生膜的塑化程度提高,隔膜网络结构和透气性能更好。
(2) 拉伸倍率影响隔膜的力学性能。随着拉伸倍率的增加,分子链的取向度不断增加,隔膜的结晶度和力学性能也呈现升高的趋势。
(3) 与同步拉伸工艺相比,异步拉伸工艺制备的隔膜透气性能和力学性能更优,在较低的拉伸倍率下隔膜热稳定性能更好。
