Fabrication of high-strength duplex nanoporous Cu by dealloying a dual-phase Mg-Cu precursor alloy
2020-12-18SiYoungLeeSooMinBekEunJiGwkRiKngJuYoungKimSuHyeonKimJungGuLeeSungSooPrk
Si-Young Lee,Soo-Min Bek,Eun-Ji Gwk,N-Ri Kng,Ju-Young Kim,Su-Hyeon Kim,Jung Gu Lee,Sung Soo Prk,∗
a School of Materials Science and Engineering,Ulsan National Institute of Science and Technology,Ulsan 44919,Republic of Korea
b Korea Institute of Materials Science,Changwon 51508,Republic of Korea
c School of Materials Science and Engineering,University of Ulsan,Ulsan 44610,Republic of Korea
Received 9 September 2019;received in revised form 19 February 2020;accepted 23 February 2020 Available online 29 May 2020
Abstract Duplex nanoporous Cu was successfully fabricated by dealloying a dual-phase Mg-Cu precursor alloy consisting of intermetallic Mg2Cu and MgCu2.The duplex nanoporous Cu with embedded nanoporous struts exhibited highly enhanced strength compared to the typical monolithic nanoporous Cu under both compressive and f exural test conditions at room temperature;the duplex np-Cu sample exhibited a 12 times higher compressive strength and a 40 times greater fl xural strength than the monolithic np-Cu sample.Factors responsible for the strength enhancement in the duplex nanoporous Cu are discussed.© 2020 Published by Elsevier B.V.on behalf of Chongqing University.This is an open access article under the CC BY-NC-ND license.(http://creativecommons.org/licenses/by-nc-nd/4.0/)Peer review under responsibility of Chongqing University
Keywords:Mg-Cu alloy;Nanoporous Cu;Dealloying;Duplex structure;Strength.
1.Introduction
Nanoporous materials have recently attracted considerable interest due to their functionality in sensors[1,2],catalysts[3,4],and actuators[5,6].Furthermore,they show promise for the development of high specific-strengt materials[7,8].Among a variety of fabrication methods reported thus far[9-13],dealloying is considered one of the most efficien ways of producing nanoporous-structured metallic materials.Generally,dealloying is applied to single-phase precursor alloys,which consist of two elements or more with different electrochemical nobility.While an electrochemically less noble element in the precursor material selectively dissolves into an electrolyte during the dealloying process,a relatively nobler element remains undissolved and a nanoporous structure is then formed via atomic diffusion[14].
Despite the advantages of dealloying in fabricating nanoporous structures,nanoporous metals produced via dealloying usually have suffered from issues related to their mechanical properties.Crack formation due to volume shrinkage,frequently occurring during dealloying,has been one of the major factors underlying fragility of dealloyed nanoporous metals,retarding their practical applications[15-17].Fortunately,it has been recently reported that the presence of shrinkage-induced cracks can be controlled by optimizing the dealloying conditions or compositional modificatio of a precursor alloy[18-20].For instance,Sun and Balk showed that nanoporous Au with minimal cracking can be obtained by a multi-step dealloying process[18].Seker et al.reported that micro-void formation in nanoporous Au film can be reduced by dealloying of precursor Au-Ag f lms after thermal treatment[19].Furthermore,Wang et al.found that the inner cracking of nanoporous Cu(np-Cu)can be reduced by microalloying of the Cu-Mn precursor alloy with Si[20].
As indicated above,recent endeavors to improve the mechanical properties of dealloyed nanoporous metals have been mainly focused on suppressing crack formation during dealloying.However,little attention has been paid to utilizing structural heterogeneity to further improve the mechanical properties of nanoporous metals.In this study,heterogeneously-structured np-Cu having two types of nanoporous constituents was successfully fabricated by dealloying of dual-phase Mg-Cu precursor alloy,and the mechanical properties of the duplex np-Cu were comparatively investigated with those of typical monolithic np-Cu dealloyed from single-phase Mg-Cu precursor alloy.
2.Experimental
Two precursor Mg-Cu alloys with nominal compositions(at%)of Mg-33.3Cu and Mg-36.7Cu were prepared by induction melting using graphite crucibles under an inert atmosphere with a CO2and SF6mixture and subsequent pouring into a steel mold at ambient temperature.After homogenizing at 450°C for 24h and subsequent water quenching,the alloys were cut into a cubic shape with a side length of 3mm.The alloy samples were ground with SiC papers up to 1200 grit under a water atmosphere;they were then polished using 1μm diamond paste and 0.04μm colloidal silica solution under an ethanol atmosphere.Free-corrosion dealloying was conducted in a 1.5 wt% HCl solution at 0°C to selectively leach Mg atoms from the precursor alloys.Dealloying proceeded until no bubbles appeared to form and the np-Cu samples obtained via dealloying were then subjected to ultrasonic rinsing with ethanol for 1min.
Microstructural characteristics were investigated using a Hitachi S-4800 scanning electron microscope(SEM),a Quanta 200 field-emissio SEM with a TSL electron backscatter diffraction(EBSD)data collection system,and a JEM-2100F Cs-corrected transmission electron microscope(TEM)equipped with an energy dispersive spectrometer.Samples for TEM analysis were prepared using a focused ion beam technique.Three-dimensional(3D)microstructure reconstruction was conducted for the Mg-36.7Cu precursor alloy using a UES Robo-Met.3D automated serial sectioning system.Thermodynamic calculations were conducted using Pandat 2012.
For the evaluation of the mechanical response at a selected area,nanoindentation tests were carried out at room temperature using a Berkovich indenter and continuous stiffness measurement with a Keysight G200.Hardness and elastic modulus values were acquired from nanoindentation at indentation depths of 7∼8μm according to the method proposed by Oliver and Pharr[21].The mechanical properties of the np-Cu samples were investigated using compressive and three-point fl xural tests at room temperature.The compressive and fl xural tests were conducted at an initial strain rate of 3×10−3s−1using cubic compressive specimens with a side length of 3mm and rectangular fl xural specimens with a length of 8mm,a width of 3mm,and a thickness of 1.5mm,respectively.
3.Results and discussion
Fig.1a and b show SEM micrographs of the Mg-Cu precursor alloys.It can be seen that the Mg-33.3Cu and Mg-36.7Cu alloys have single-phase and dual-phase microstructures,respectively.The EBSD phase analysis results given in Fig.1c and d indicated that the former has Mg2Cu phase only and the latter has both Mg2Cu and MgCu2phases in their microstructures.This is well consistent with the Mg-Cu binary phase diagram in Fig.1e.The Mg2Cu and MgCu2phases have been known to have an orthorhombic structure with lattice parameters ofa=0.907nm,b=0.528nm,andc=1.825nm(ICSD no.103,047)and a face-centered cubic structure with a lattice parameter of 0.703nm(ICSD no.46,007),respectively.The dual-phase microstructure of the Mg-36.7Cu alloy is similar to that of cast Al-Si alloy containing eutectic Si phase[22].The 3D-reconstructed image in Fig.1f reveals that the MgCu2phase in the Mg-36.7Cu alloy is interconnected within the Mg2Cu matrix.The volume fraction of the MgCu2phase in the Mg-36.7Cu alloy was measured from the 3D image and found to be∼9.4%.The two precursor alloys were subjected to the same dealloying procedures for the fabrication of np-Cu.The appearances of the Mg-36.7Cu precursor alloy and np-Cu obtained after dealloying are comparatively shown in Fig.2.Differences in size and color can be seen between the precursor alloy and dealloyed np-Cu.
Fig.3a shows a low-magnificatio SEM micrograph obtained after dealloying of the Mg-33.3Cu alloy.It discloses some macroscopic cracks,which were not present prior to dealloying.As mentioned above,the formation of such inner cracks is generally ascribed to volume shrinkage during dealloying[15].The high-magnificatio SEM and TEM micrographs in Fig.3b-e display np-Cu structures obtained after dealloying.The np-Cu made from the Mg-33.3Cu alloy was found to have a monolithic nanoporous structure with well-linked ligaments with a thickness of 36.0±6.1nm,analogous to other dealloyed nanoporous metals reported previously[23-25].The relative density of the monolithic np-Cu was measured and found to be∼0.27.
On the other hand,the np-Cu prepared from the Mg-36.7Cu alloy presented a duplex nanoporous structure having two different types of np-Cu parts,which appeared to correspond to the Mg2Cu and MgCu2phases existing prior to dealloying.This suggests that each np-Cu part constructed via dealloying was strongly affected by the type of pre-existing intermetallic phase in the precursor alloy.Hereafter,the np-Cu parts from the Mg2Cu and MgCu2phases are denoted as np-Cu I and np-Cu II,respectively.It should be noted here that the inner cracks observable in the np-Cu I part were not present in the np-Cu II part.In terms of morphology,the duplex np-Cu sample can be characterized by the incorporation of the continuous np-Cu II struts within the np-Cu I matrix.Analysis of the TEM diffraction patterns in Fig.3f and g confirme that Cu is the only substance constituting the ligaments of the np-Cu I and np-Cu II parts.The measured ligament thicknesses of the np-Cu I and np-Cu II parts in the duplex np-Cu sample were 34.0±5.7nm and 21.4±5.5nm,respectively.Although the relative density of the embedded np-Cu II part cannot be directly measured,it is expected to be much larger than that of the np-Cu I part,considering the Cu to Mg atomic ratios of the corresponding intermetallic phases.The monolithic and duplex np-Cu samples are schematically represented in Fig.4.

Fig.1.SEM micrographs of the(a)Mg-33.3Cu and(b)Mg-36.7Cu precursor alloys,EBSD phase maps of the(c)Mg-33.3Cu and(d)Mg-36.7Cu precursor alloys,(e)a Mg-Cu binary phase diagram,and(f)a 3D-reconstructed image of the Mg-36.7Cu precursor alloy.

Fig.2.Appearances of the cuboidal samples(a)before and(b)after dealloying the Mg-36.7Cu precursor alloy.
Nanoindentation tests were carried out to separately investigate the mechanical response of each nanoporous part inthe duplex np-Cu sample.Fig.5 shows the force-indentation depth curves of the np-Cu I and np-Cu II parts and corresponding hardness and elastic modulus variations of the np-Cu I and np-Cu II parts as a function of indentation depth are given in Fig.6.As listed in Table 1,hardness values were found to be 25.4±0.6 and 70.4±0.5MPa for the np-Cu I and np-Cu II parts,respectively,showing that the np-Cu II part has a∼3 times greater hardness value than the np-Cu I part.Furthermore,elastic modulus values were found to be 206.9±6.9 and 2858.1±95.8MPa for the np-Cu I and np-Cu II parts,respectively,indicating that the difference in elastic modulus(∼14 times)is much larger than that in hardness between the np-Cu I and np-Cu II parts.These nanoindentation results suggest that the duplex np-Cu sample additionally having the np-Cu II part would provide advantages in strength-related properties over the monolithic np-Cu sample without it.

Table 1Hardness and elastic modulus values obtained from the nanoindentation tests for the np-Cu I and np-Cu II parts of the duplex np-Cu sample.
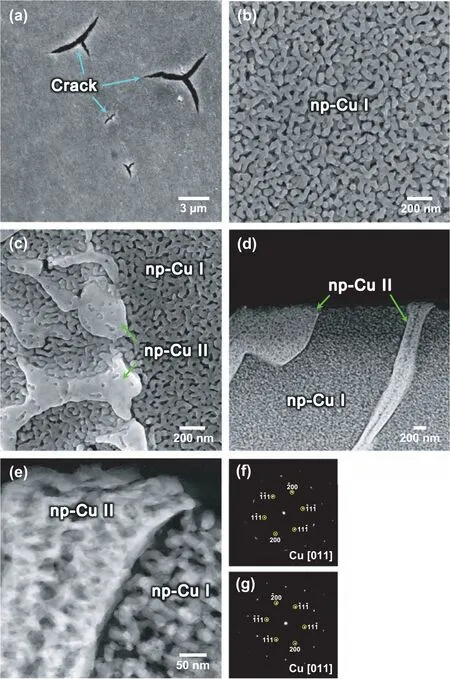
Fig.3.(a)Low-magnificatio and(b)high-magnificatio SEM micrographs of the monolithic np-Cu sample and high-magnificatio(c)SEM and(d,e)TEM micrographs of the duplex np-Cu sample with the diffraction patterns obtained from the(f)np-Cu I and(g)np-Cu II parts in the TEM micrograph.
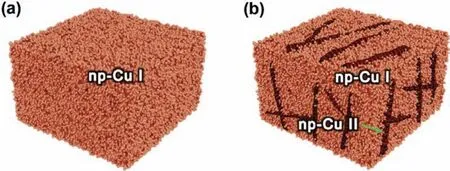
Fig.4.Schematic diagrams of the(a)monolithic and(b)duplex np-Cu samples.

Fig.5.Force-indentation depth curves of the np-Cu I and np-Cu II parts in the duplex np-Cu sample.

Fig.6.Variations in(a)hardness and(b)elastic modulus of the np-Cu I and np-Cu II parts in the duplex np-Cu sample as a function of indentation depth.

Fig.7.(a)Compressive and(b)fl xural stress-strain curves of the monolithic and duplex np-Cu samples.
Fig.7a provides the compressive stress-strain curves of the monolithic and duplex np-Cu samples.The monolithic np-Cu sample showed a low compressive yield strength of 1.3±0.6MPa at the early stage of compressive strain.This was followed by a stress plateau and a densification-induce stress increase,phenomena that are typically observed during the compressive deformation of nanoporous materials[26,27].On the other hand,the duplex np-Cu sample showed a steeper slope in the elastic region and a higher yield point as compared to the monolithic np-Cu sample.It displayed a compressive yield strength(CYS)of 15.4±1.5MPa,which is∼12 times greater than the CYS of the monolithic np-Cu sample.The plateau region observed in the monolithic np-Cu sample did not appear in the duplex np-Cu sample.Instead,stress was found to considerably drop after a yield point,which was followed by a rather gradual stress increase at strains exceeding∼35% due to densification Such a stress drop after yielding has been similarly shown in np-Cu fabricated by dealloying of Al-Cu precursor alloys[28].
Furthermore,the fl xural stress-strain curves of the monolithic and duplex np-Cu samples are provided in Fig.7b.Although the overall stress levels of the curves were quite low,the difference in strength between the np-Cu samples was found to be more pronounced in the f exural test results than in the compressive test results.The monolithic and duplex np-Cu samples exhibited maximum f exural strengths of 0.04±0.03 and 1.7±0.2MPa,respectively,indicating that the latter is∼40 times stronger than the former under the f exural test conditions.

Fig.8.SEM micrographs of the duplex np-Cu samples(a)after a compressive strain of 0.06 and(b)after a f exural strain of 0.03.
The strength of nanoporous materials has been interpreted using scaling equations having structure-related variables such as relative density and ligament size[16,29-31].A calculation using the Hodge equation[30],whereσyis the yield strength of nanoporous metal,σsis the yield strength of bulk metal(σs=33∼333.4MPa for Cu)[32],kis a strength coefficien(k=0.14MPa m0.5for Cu)[33],tis the ligament thickness(t=36nm in this study),andρris the relative density(ρr=0.27 in this study),indicated that the expected yield strength of the monolithic np-Cu sample is in a range of 32.4∼45.1MPa.A calculation using the scaling law recently proposed by Huber et al.[31],wherecis a coefficien of∼1.4[31],σySis the yield strength of a ligament,ris the ligament radius(r=18nm in this study),lis the spacing between nodes connecting ligaments(l=∼50nm in this study),and cRis a geometry parameter of∼1.1[31],also indicated that the yield strength of the monolithic np-Cu sample should be higher than 6.5MPa,considering thatσySis greater thanσs[34-36].Besides these calculations,the hardness value of the monolithic np-Cu sample(25.4MPa)corresponds to yield strengths of 8.5∼9.6MPa,according to recent reports on relationship between the hardness and yield strength of nanoporous materials[27,37,38].However,the sample was experimentally shown to have a compressive yield strength of only∼1.3MPa,suggesting the occurrence of premature fracture during the compressive test.In this regard,the discrepancy between the predicted and experimental strength values can be attributed to a detrimental effect of dealloying-induced inner cracks on maintaining high strength.
On the other hand,the duplex np-Cu sample has much higher levels of strength under both compressive and fl xural test conditions than the monolithic np-Cu sample.Since nearly no difference was detected between the np-Cu I parts of the monolithic and duplex np-Cu samples,the relatively enhanced strength observed in the latter can be considered closely associated with its incorporation of the np-Cu II part.As indicated in Fig.8,observations of the duplex np-Cu samples subjected to compressive and fl xural stress conditions clearly revealed that the np-Cu II part acted as supporting struts or frames,which can resist dimensional change under an applied stress and also can prevent the propagation of cracks formed in the np-Cu I part.These roles of the np-Cu II part in load-bearing and crack-arresting are consistent with the aforementioned nanoindentation results,showing that the np-Cu II part has higher levels of hardness and elastic modulus than the np-Cu I part.This beneficia influenc of the supporting np-Cu II struts on strengthening would be more effective when combined with an improvement in the structural integrity of the np-Cu I matrix.
4.Conclusion
Dual-phase and single-phase Mg-Cu precursor alloys were subjected to free-corrosion dealloying for the fabrication of duplex and monolithic np-Cu samples,respectively.The duplex np-Cu sample having both np-Cu I and np-Cu II parts exhibited a 12 times higher compressive strength and a 40 times greater fl xural strength than the monolithic np-Cu sample without the np-Cu II part.The compressive and fl xural strengthening observed in the duplex np-Cu sample was attributed to the load-bearing and crack-arresting effects of the embedded np-Cu II part,which acted as supporting struts.
Acknowledgment
This work was supported by the National Research Foundation of Korea(NRF)grant funded by the Korea government(MSIT)(No.2019R1A2C1003905).
杂志排行

Journal of Magnesium and Alloys的其它文章
- Microstructure and tensile properties of magnesium nanocomposites fabricated using magnesium chips and carbon black
- The effect of K2SiF6 on the MgH2 hydrogen storage properties
- Influenc of graphene oxide(GO)on microstructure and biodegradation of ZK30-xGO composites prepared by selective laser melting
- The creep behavior of Mg-9Al-1Si-1SiC composite at elevated temperature
- HA coating on Mg alloys for biomedical applications:A review
- Constitutive modeling of f ow behavior and processing maps of Mg-8.1 Gd-4.5Y-0.3Zr alloy