Effect of extrusion temperature on microstructure and mechanical properties of a low-alloying and ultra-high strength Mg-Zn-Ca-Mn matrix composite containing trace TiC nanoparticles
2020-12-18NieZhuDengHn
K.B.Nie,Z.H.Zhu,K.K.Deng,b,J.G.Hn
a College of Materials Science and Engineering,Taiyuan University of Technology,Taiyuan 030024,PR China
b Shanxi key laboratory of advanced magnesium-based materials,Taiyuan University of Technology,Taiyuan 030024,PR China
Received 13 November 2019;received in revised form 18 January 2020;accepted 23 April 2020 Available online 30 June 2020
Abstract Mechanical properties of microalloying Mg-2.2Zn-1.8Ca-0.5Mn(wt%)matrix composites reinforced by 0.5wt% TiC nanoparticles before and after extrusion were investigated based on the detailed microstructural analysis.A uniform distribution of TiC nanoparticles was realized in the nanocomposite by the method of ultrasonic-assisted semisolid stirring.The morphology of eutectic Ca2Mg6Zn3 phases changed from plate-like in the free TiC nanoparticles region to lamellar in the dense TiC nanoparticles region for the as-cast nanocomposite.Both the grain structure and precipitates were obviously refine as the extrusion temperature decreased from 350 to 270 °C.The nanocomposite exhibited excellent tensile yield strength(352-428MPa)which was governed by the extrusion temperature.The grain refinemen strengthening with the contribution ratio of∼80% to this strength increment was much higher relative to thermal expansion effect,Orowan strengthening and dislocation strengthening.Ultrafin recrystallized grain structure with a substantial of f ne precipitates appeared in the nanocomposite extruded at 270 °C.The refine grain structure was not only due to dynamic recrystallization,but also the synergistic pinning effect of nano-TiCp,precipitated MgZn2 andα-Mn particles.The tensile toughness value of nanocomposite after extrusion improved with increasing the extrusion temperature.Massive micro-cracks formed along the remnant coarse Ca2Mg6Zn3 led to the structural failure during tension.© 2020 Published by Elsevier B.V.on behalf of Chongqing University.This is an open access article under the CC BY-NC-ND license.(http://creativecommons.org/licenses/by-nc-nd/4.0/)Peer review under responsibility of Chongqing University
Keywords:Magnesium matrix nanocomposite;Microstructure;Mechanical properties;Strengthening mechanism;Extrusion.
1.Introduction
Mg alloys have attracted widespread attention on electronics,new-energy vehicles and astronautic components owing to their low density(1.738g/cm3),superior specifi stiffness and specifi strength[1-3].However,low modulus,poor strength and ductility limit their large-scale application.In order to overcome the above disadvantages,microalloying elements and ceramic particles have been added to the Mg matrix to improve the mechanical properties[4,5].The common matrix alloys of magnesium matrix composites are traditional commercial magnesium alloys such as AZ series alloys[4,5].The large number of coarse second phases formed in these as-cast commercial magnesium alloys could act as cracks initiation and reduce the mechanical properties of the corresponding magnesium matrix composites.This means that a chemical composition design for the magnesium matrix is necessary.On the other hand,the concentration of nanoparticles added is crucial to the strength improvement of magnesium matrix composites,but it is hard to realize uniform and dispersed distribution of high-content nanoparticles(usually less than 6vol.%)due to their large specifi surface area[6].In this situation,the composition optimization of matrix alloy has great potential to further improve the performance of magnesium matrix composites.
Furthermore,among various magnesium alloys,Mg-Zn-Ca system alloys have promising applications as structural and implant materials due to their inexpensive cost,excellent precipitation hardenability[7,8]and biocompatibility[9].The effects of high-alloying Zn(4-6wt%)and Ca(0.5-2wt%)content on microstructure and tensile strength of the Mg-Zn-Ca alloys have drawn much attention in the previous work[7,8,10,11].Li et al.[7]found that the volume fraction and average size of recrystallized grains in the Mg-4Zn-0.5Ca alloys increased as extrusion speed increased from 0.01 to 0.5mm/s.The Mg-4.50Zn-1.13Ca(wt%)alloy exhibited yield strength of∼370MPa and elongation to failure of∼4.5% after double extrusion at 250 °C[8].The tensile strength of the as-extruded Mg-6wt% Zn alloy could be effectively improved by Ca(0.36-0.82wt%)addition[10].The volume fraction of recrystallized grains for Mg-5.25Zn-0.6Ca(wt%)remarkably increased but the average size was almost unchanged with the increase of extrusion ratio[11].However,high alloying elements addition would inevitably push up the materials cost,and the coarse second phases formed in the as-cast alloy could act as cracks initiation and reduce the ductility[10].Besides,these alloys with relatively high alloying concentration exhibit yield strengths(YS)of less than 380MPa,which cannot meet the requirement of strength for implantation material with initial tensile yield stress exceed 400MPa[12].Accordingly,low-alloying elements added to Mg matrix is considered as an effective and inexpensive method to improve the strength.At the same time,the addition of no-toxic Mn element which normally take the form ofα-Mn particles in the Mg alloys,can not only eliminate harmful impurities[13],such as Fe and heavy metals,during the casting process,but also refin the grain structure and improve the ductility during extrusion[13,14].Thus,0.5wt%Mn was selected as an additional alloying element for microalloying Mg-Zn-Ca matrix.
For another,in our previous work[15-17],the addition of high content of micron or submicron SiC particles was confirme to effectively improve the tensile strength of AZ91 alloy.Further,the addition of SiC particles with large size can stimulate the nucleation of dynamic recrystallization[18].In contrast,as the size of the reinforcement particles decreases,trace SiC nanoparticles addition can not only improve the tensile strength of Mg matrix but also maintain or increase the tensile ductility[19].The tensile strength of AZ91 matrix composite reinforced by hybrid nanoparticles were much higher relative to that reinforced by micron and submicron sized particles[20].However,the mechanical strength of nanocomposites mainly depends on the distribution of the reinforcement particles[21,22].In this situation,ultrasonic-assisted semisolid stirring has been implemented to break up nanoparticle clusters in the Mg melts[20,23].Among various ceramic particles,no-toxic TiC nanoparticles exhibit a great potentiality to improve the strength due to its high hardness(28-35GPa),low density(4.93g/cm3),high melting point(3067 °C)and Young's modulus(300-480GPa)[24].Further,the grains in the Mg alloy has been reported to be significantl refine by adding 10wt% TiCp[25].Hence,high strength of a low-cost magnesium matrix nanocomposite is expected to be achieved by the combined addition of dilute no-toxic Zn,Ca,Mn elements and trace amount of TiC nanoparticles targeting for structural/biocompatible applications.Search results of published articles indicated that there are little studies focusing on the variation in the microstructure,tensile properties and toughness of dilute Mg-Zn-Ca-Mn matrix composite reinforced by trace TiC nanoparticles extruded at different temperatures.
Therefore,Mg-2.2Zn-1.8Ca-0.5Mn(wt%)alloy was selected as composite matrix while trace TiC nanoparticles were used as external reinforcement particles.Trace TiCpreinforced dilute Mg-Zn-Ca-Mn nanocomposites were produced by the method of ultrasonic-assisted semisolid stirring,and then subjected to hot extrusion.The effect of extrusion temperatures(350,310 and 270 °C)on the microstructure,tensile properties and toughness of the nanocomposites in both ascast and as-extruded conditions were studied.
2.Experimental procedures
2.1.The preparation of the nanocomposite
The reinforcement was a TiC nanoparticle with mass fraction of 0.5% and an average size of∼40nm,which was supplied by Hefei Kaier Nanometer Energy & Technology Co.Ltd.,China.The matrix alloy of the nanocomposite was a dilute Mg-Zn-Ca-Mn alloy with a chemical composition of Mg-2.2Zn-1.8Ca-0.5Mn(wt%).The as-cast TiCp/Mg-2.2Zn-1.8Ca-0.5Mn nanocomposite(denoted as TiCp/ZXM2205)were produced by the method of ultrasonicassisted semisolid stirring,and the schematic experimental setup are shown Fig.1.Firstly,the matrix alloys were fabricated by melting Mg(99.98%),Zn(99.99%),Mg-20wt%Ca and Mg-15wt% Mn master alloys in an electric resistance furnace(720 °C).A mixed-gas CO2-SF6was used as a shielding gas.Secondly,the alloy melt was cooled to 540 °C(semisolid state for the present Mg-2.2Zn-1.8Ca-0.5Mn),and then the preheated nano-TiC particles(150 °C)were rapidly added through mechanical stirring.After adequately stirring for 10min,the melt was then reheated to 700 °C and subjected to ultrasonic treatment for 10min.Subsequently,the reheated melt(720 °C)was quickly poured into a preheated steel mould(400 °C(and solidifie under additional pressure(450MPa).The alloy ingot was treated using the same method.
2.2.The extrusion of the nanocomposite
The cylindrical billets(φ40mm×60mm)covered with aluminum foil were homogenized at 320 °C for 8h followed by solution treated at 430 °C for 16h,and then water quenching.For each sample the outer oxide layer was removed before extrusion.The samples were pre-heated at interval temperature of 270-350 °C for 0.5h in a box-type resistance furnace based on the set extrusion temperatures,and then subjected to hot extrusion at a fi ed ram speed of 0.1mm/s with an extrusion ratio of 16:1.The samples extruded at 270 °C,310 °C and 350 °C were marked as TiCp/ZXM-350,TiCp/ZXM-310 and TiCp/ZXM-270,respectively.The alloy extruded at 270°C/0.1mm s-1with an extrusion ratio of 16:1 was marked as ZXM-270.
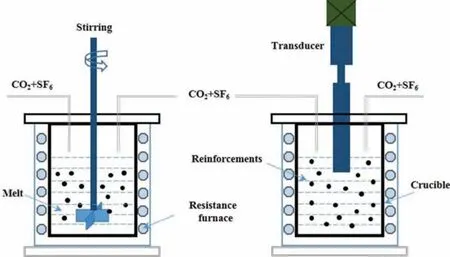
Fig.1.Schematic of experimental setup for ultrasonic-assisted semisolid stirring of magnesium melt.
2.3.Microstructural characterization of the nanocomposite
The microstructure analysis for both the as-cast billets and as-extruded bars along the extrusion direction(ED)were analyzed by optical microscopy(OM,4XC),scanning electron microscope(SEM,MIRA3 LMH SEM)and energy dispersive spectrometer(EDS).X-ray diffraction(XRD)was performed using Cu-Kαradiation with a scan rate 20/min over a range of 2θangles from 20° to 80°.Electron transparent samples were examined using a transmission electron microscope(TEM,JEM-2100(HR)).TEM specimens were prepared by mechanical polishing(to∼40μm)and ion-milled to perforation by a GATAN691 at an ion accelerating voltage of 3kV.OM and SEM specimens were obtained by grinding and polishing and chemically etching in a liquid mixture of nitric acid and alcohol(3.5ml nitric acid+100mL alcohol)and an oxalic acid solution(4g oxalic acid+100mL distilled water)with a volumetric ratio of 2:3.The recrystallized grain size,phase volume fraction,and precipitate size were calculated by Image-Pro Plus(IPP)software.
2.4.Mechanical properties testing of the nanocomposite
For the uniaxial tensile tests,gauge length of the specimens is 15mm and the cross-sectional area is 6×2mm.The tests were performed on an Instron Series 3369 test machine at room temperature at a strain rate of 0.5mm/min.The loading axis was aligned to the ED.The values of the strength were determined based on the average of at least three tensile samples.
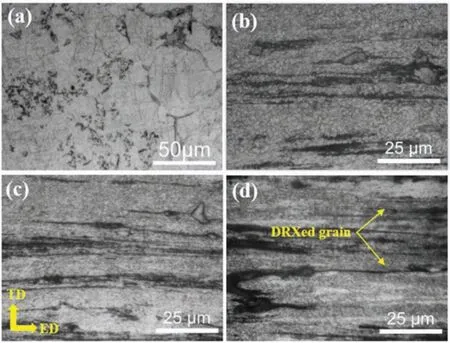
Fig.2.OM micrographs of TiCp/ZXM2205:(a)as-cast,and extruded at the temperature of(b)350 °C,(c)310 °C,(d)270 °C.
3.Results and discussion
3.1.Microstructures before and after extrusion
Fig.2(a)-(d)shows OM micrographs of the as-cast and asextruded TiCp/ZXM2205 nanocomposites.The cast nanocomposite is consisted of coarse dendrite grains(∼46.16μm,in Fig.2(a)).By adding trace TiC nanoparticles,many discontinued plate-like second phases are preferentially distributed along grain boundaries,while the lamellar phases are discretely distributed in the matrix.After extrusion,the grain structure of TiCp/ZXM2205 are obviously refine and the second phases are distributed parallel to the ED.The corresponding grain size distribution are present in Fig.3.As can be seen in Figs.2 and 3,the grain size of the nanocomposites decreases with decreasing the extrusion temperature.The dynamic recrystallized(DRXed)grain sizes in the nanocomposites extruded at 350,310 and 270 °C are∼0.75,∼0.57 and∼0.44μm,respectively.
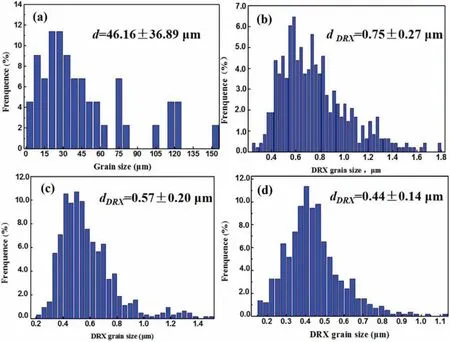
Fig.3.Grain size distribution of TiCp/ZXM2205:(a)as-cast,and extruded at the temperature of(b)350 °C,(c)310 °C,(d)270 °C.
Fig.4 shows secondary electron images of as-cast TiCp/ZXM2205.It is evident that two morphologies of second phases exist in the as-cast TiCp/ZXM2205 as shown in Fig.4(a).The dominant phases in lamellar structure are discretely distributed in the dense TiCpregion as shown in Fig.4(a).The remaining coarse phases are of plates or particles with larger size in the free TiCpregion.Both the fin lamellar and coarse plate-like phases can be confirme as Ca2Mg6Zn3according to the results of EDS in Fig.4(a).Further,there is a homogeneous distribution in the elemental maps of Mn and Ti around the grain boundaries and within the grains(Fig.4(b)-(d)),indicating a uniform distribution ofα-Mn particles and TiC nanoparticle in the present microalloying Mg-Zn-Ca-Mn matrix.
Fig.5 shows TEM micrographs of as-cast TiCp/ZXM2205.There are large block phases in the free TiCpregion along grain boundaries which can be confirme to be Ca2Mg6Zn3by selected area diffraction pattern(Fig.5(a)).The fin lamellar Ca2Mg6Zn3phases appear in the dense TiCpregion within matrix as shown in Fig.5(b).Further,there are fin particles(marked by yellow arrows,e.g.,“A”,in Fig.5(a))appear in grain boundaries which can be confirme as TiCpbased on EDS result(Fig.5(c)).Theα-Mn particles(marked by red arrows,e.g.,“B”,in Fig.5(b))can be also observed in grain boundaries by combining the EDS result(Fig.5(d)).Based on the above results,for the microalloying Mg-Zn-Ca-Mn matrix reinforced by trace TiC nanoparticles,the TiC nanoparticles were uniformly distributed in the as-cast TiCp/ZXM2205 prepared by ultrasonic assisted semisolid stirring processing(in Figs.4 and 5).The semisolid stirring can disperse TiC nanoparticle based on macroscopic control,and then the synergistic effects of acoustic cavitation and acoustic stream operated by ultrasonic treatment could further break up the agglomeration on the micro level[20].During the following solidification the higher free energy difference between applied TiC nanoparticles surface and the solute relative to that between solute and the melt[3,16],resulting in the formation of lamellar structures.
After extrusion,residual undissolved particles(in Fig.6)are dispersed along the ED.With decreasing the extrusion temperature,the average size of precipitated phases in the as-extruded nanocomposites decreased from∼150nm(TiCp/ZXM-350,in Fig.6(a))to∼101nm(TiCp/ZXM-310,in Fig.6(b))and∼50nm(TiCp/ZXM-270,in Fig.6(c)).It is evident that the TiCp/ZXM-310 and TiCp/ZXM-270 nanocomposites are comprised of a mixed structure,coarse unDRXed grains(shown by the yellow arrows,in Fig.6(b)and(c))and fin DRXed grains.
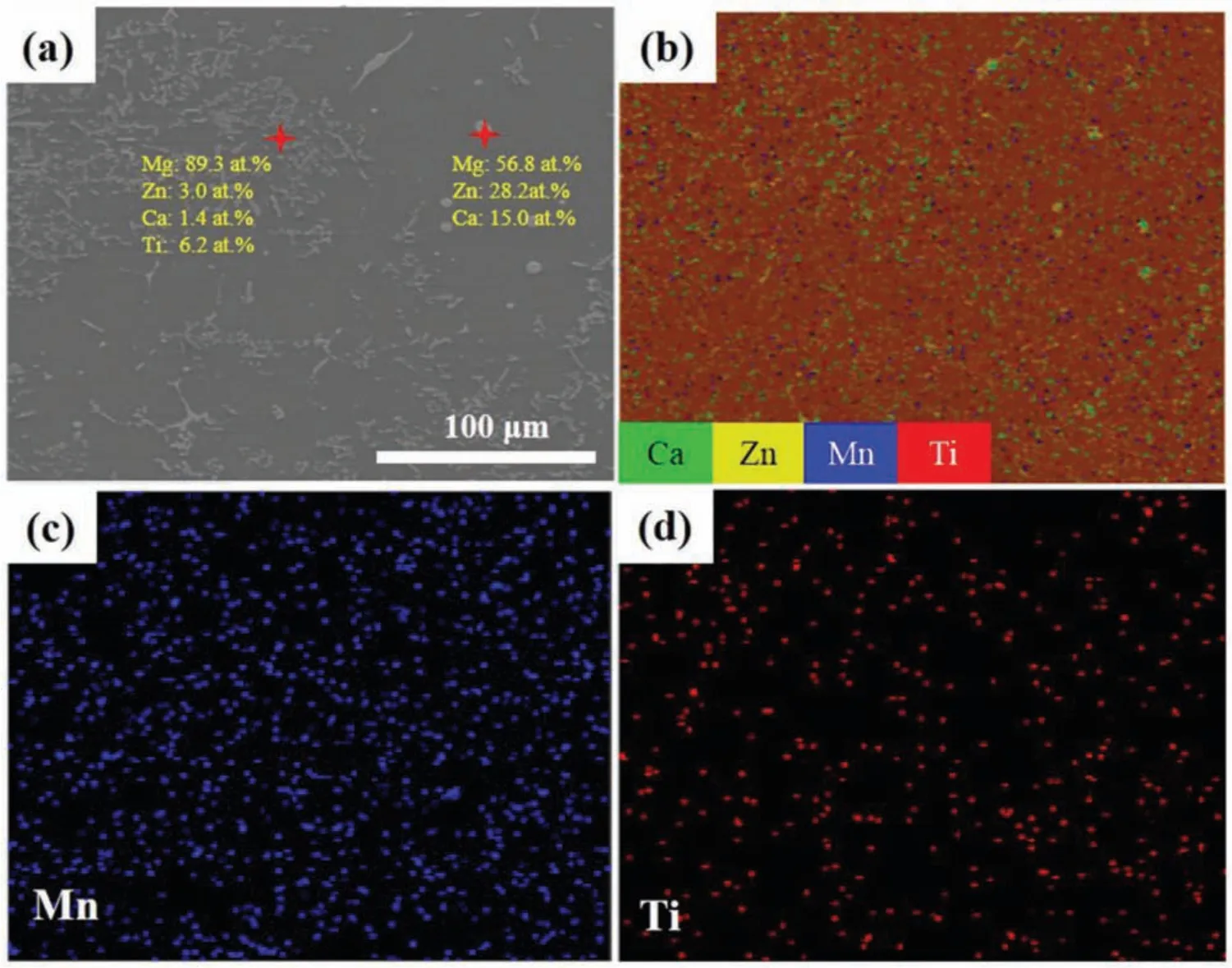
Fig.4.EDS elemental maps of as-cast TiCp/ZXM2205(a)SEM image,(b)composite map,(c)Mn map,(d)Ti map.
The variation of grain size with decreasing extrusion temperatures is fitte using the rules of Zener-Hollomon parameter(Z),which can be expressed as[3,17]:

whereAis a constant,nandQrepresent the power law exponent and the activation energy of the lattice diffusion of Mg(135kJ/mol),respectively.The value of gas constantRis 8.314J/molK andTis the absolute temperature(K)of extrusion,˙εrepresents the strain rate which can be expressed as[17]:

WhereVRandERare the extrusion speed(0.1mm/s)and extrusion ratio(the value ofERis 16 in the present work),DBandDEare the diameters of the samples before and after extrusion(the value ofDBis 40mm and the value ofDEis 10mm in the present work).The values of Z parameter(S-1)according to Eqs.(2)and(3),can be calculated as 8.706×109(TiCp/ZXM-350),5.200×1010(TiCp/ZXM-310)and 4.042×1011(TiCp/ZXM-270).The corresponding values of lnZ for the TiCp/ZXM2205 extruded at 350°C,310°C and 270 °C respectively,are 22.88,24.67 and 26.72.Fig.7 shows the numerical relationship among DRXed grains sizes(dDRX)and Z parameter for the as-extruded TiCp/ZXM2205.It is evident that the relationship betweendDRXand lnZ tends to inverse trend which exhibits a high goodness of f t(R2)∼0.965 as shown in as shown in Fig.7(a).This indicates that DRXed grain size of the nanocomposite closely relates to the parameter T of the Zener-Hollomon.The relationship betweendDRXand lnZcan be described as:

WhereZrepresents Zener-Hollomon parameter,anddDRXis the size of recrystallized grain.The DRXed grain size of the nanocomposite decreases with increasingZvalue,indicating that the fin DRXed size of nanocomposite can be obtained for the nanocomposite extruded at a lower temperature.Further,the relationship betweenσYSandZparameter for asextruded TiCp/ZXM2205 is presented in Fig.7(b).It is shown that the yield strength(σys)of as-extruded TiCp/ZXM2205 could be effectively adjusted via tailoring the Z parameter in term of temperature.The relationship between the yield strength(σy)and Z parameter for the as-extruded nanocomposite can be expressed as:

Whereσyrepresents the yield strength of the nanocomposite.The yield strength increases with increasingZvalue according to Eq.(5),and a higher goodness of f t(R2)∼0.925 is obtained as shown in Fig.7(b).This indicates that the yield strength of as-extruded TiCp/ZXM2205 could be effectively adjusted via tailoring the Z parameter in term of temperature.
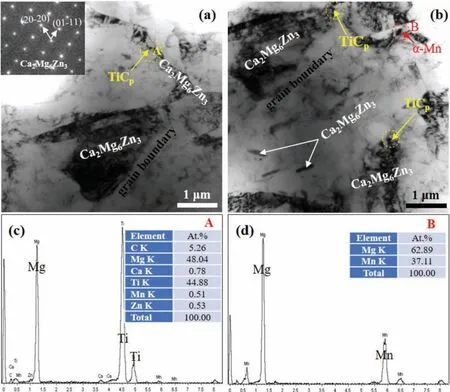
Fig.5.TEM micrographs of as-cast TiCp/ZXM2205:(a)block phase in the free TiCp region,(b)f ne phase in the dense TiCp region,(c)corresponding EDS point(“A”point,in(a)),and(d)corresponding EDS point(“B”point,in(b))(Insert in(a)shows the selected area diffraction pattern from the block phase,shown to be consistent with Ca2Mg6Zn3).
The nanocomposite extruded at 270◦C exhibits a similar microstructure to the other two nanocomposites extruded at 350 and 310◦C,which is composed of residual intermetallic compounds,dynamic precipitation of precipitates,fin DRXed grains and coarse grains.In addition,due to the fines DRXed grain size and a large volume fraction of fine precipitations,the nanocomposite extruded at 270◦C possesses a higher comprehensive strength relative to the other two nanocomposites.Thus,the nanocomposite extruded at 270◦C has been selected as the representative of as-extruded nanocomposites for additional analysis like EDS and TEM.Fig.8 shows SEM images and the corresponding energy dispersive spectrometer elemental maps of the TiCp/ZXM2205 extruded at 270 °C.As shown in Fig.8(a),two morphologies of bright white second phases exist in as-extruded nanocomposite:one is striped and the other is in large blocks.Fig.8(a)-(c)shows that some residual intermetallic compounds are broken into fin particles,which possess a striped distribution along the ED(indicated by red dotted box).Besides,the large blocks intermetallic compounds marked by yellow dotted box in Fig.8(a)-(c)contain Zn and Ca.In general,Mn takes the forms ofα-Mn particles in the Mg-Zn-Ca-Mn alloys[20].Based on the Mn K and Ti K,it can be clearly noted thatα-Mn and TiC nanoparticles are uniform,and dispersedly distributed in the matrix after extrusion.By combining the corresponding results of EDS and XRD spectra(in Fig.9),the block particles and broken fin particles can be determined as Ca2Mg6Zn3phases.After extrusion,the peaks of MgZn2appear in as-extruded TiCp/ZXM2205 nanocomposite according to the XRD results in Fig.9,indicating the occurrence of dynamic precipitation of MgZn2phase during extrusion.In addition,by comparing the XRD spectra of as-cast and as-extruded nanocomposite in Fig.9,diffraction peaks for as-extrudedα-Mg matrix shifts to high angle,which can be attributed to lattice distortions caused by the formation of MgZn2precipitates reducing Zn atom concentration in the matrix[26].

Fig.6.Secondary electron micrographs of TiCp/ZXM2205:(a)as-cast,and extruded at the temperature of(a)350 °C,(b)310 °C,(c)270 °C.
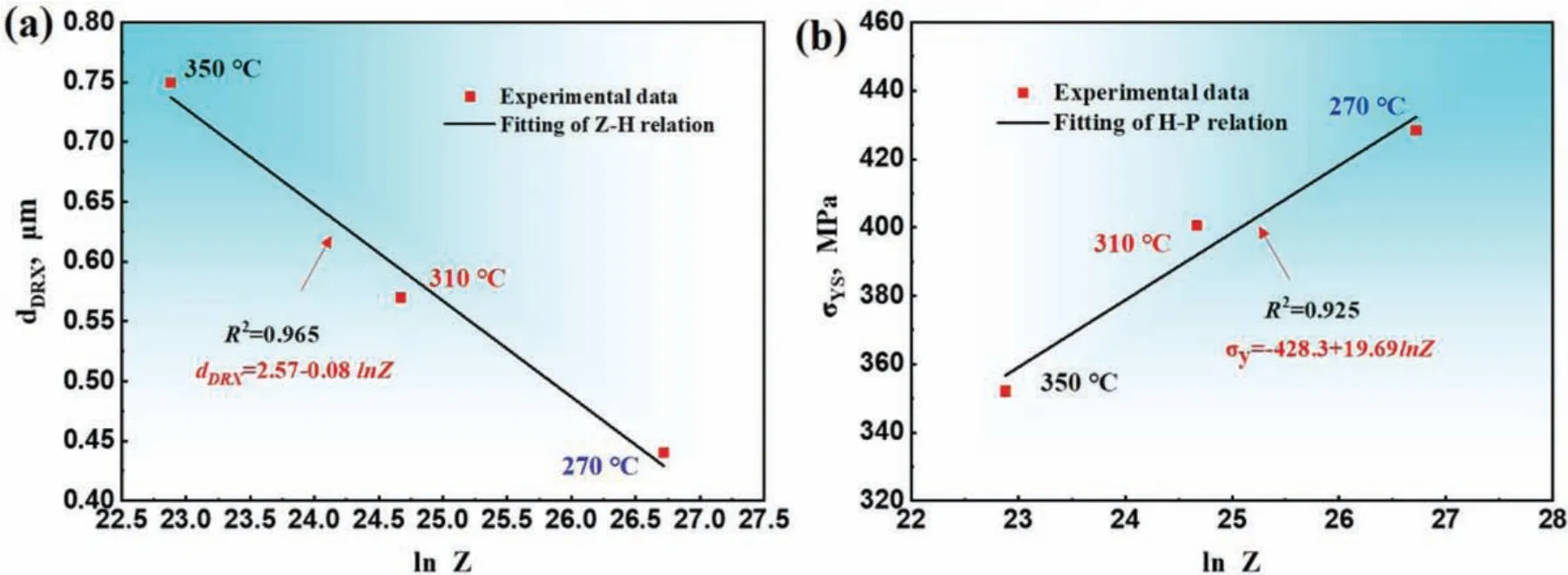
Fig.7.(a)The relationship between dDRX and lnZ of as-extruded TiCp/ZXM2205,and(b)the numerical relation betweenσYS and lnZ.
Fig.10 presents TEM micrographs of the TiCp/ZXM2205 extruded at 270 °C.It is evident that some particles(marked by star-shaped)dispersed and evenly distributed in the matrix(Fig.10(a)and(b)).These particles can be confirme as TiCpby the selected area electron diffraction(SAED)pattern(Fig.10(c)).The precipitation of fin MgZn2occurs in the vicinity of DRXed grains(Fig.10(a)and(b)),which is in good accordance with the SEM micrograph.These high content of nano-sized precipitates during extrusion could increase the total content of nanoparticles in the magnesium matrix.Further,the broken particles can be observed in TEM micrographs(Fig.10(d),which are identifie as Ca2Mg6Zn3phase by the SAED pattern in Fig.10(e).It is noted that fin DRXed grains appear around the fractured Ca2Mg6Zn3particle(Fig.10(d),wherein a high dislocation density.Moreover,the refine DRXed grains can be also observed within TiCpbands(marked by white arrows,in Fig.10(a)and(b)).In contrast,the grains(shown by yellow arrows,in Fig.10(a)and(b))away from nanoparticles band exhibit a large size.Some relatively large particles(marked by red arrows,e.g.,“A”,in Fig.10(a))are found on the DRXed grain boundaries,which could be confirme asα-Mn particles by EDS.The lattice image conducted by high resolution TEM(HRTEF)performed along[01-11]zone axis near the particle(“A”point,in Fig.10(a))is shown in Fig.11.The inverse fast Fourier transform(IFFT)obtained from the particles shows distinct diffraction spots in terms of region A of the Mg matrix(Fig.11(b)),region B of theα-Mn particles(Fig.11(c))and region C of interface between A and B region(Fig.11(d)).According to the IFFT images,the distances of crystal planes(10-12)α−Mgand(332)α−Mnare measured as 0.245nm and 0.185nm,respectively.The mismatch can be calculated by[17]:and the value is about 24.4%.This indicates that there is a large lattice misfi strain between the interface ofα-Mn particles and Mg matrix,which means an incoherent interface.Thus,theα-Mn particles can effectively impede the grain boundaries migration along with the pinning effect by nano-TiCpand precipitated MgZn2,which contributes to the formation of refine grain structure.
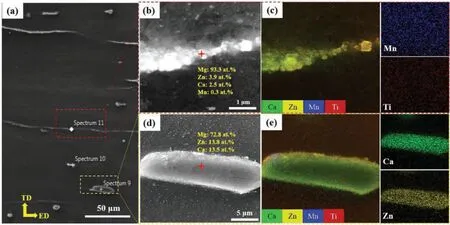
Fig.8.SEM image and EDS mapping of TiCp/ZXM-270:(a),(b),and(d)SEM image,and corresponding EDS mapping(c)and(e).
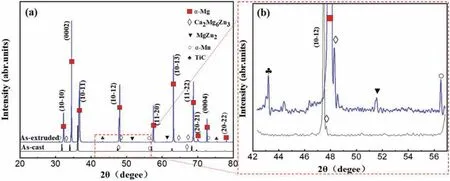
Fig.9.(a)The XRD spectra of as-cast and as-extruded TiCp/ZXM2205 at 270 °C,and(b)corresponding enlarged pattern as selected by red box(in(a)).
The grains of as-extruded TiCp/ZXM2205 are significantl refine relative to that of as-cast counterpart(in Table 1),suggesting that the occurrence of dynamic recrystallization[30].In general,the nucleation and growth of DRXed grains are significantl affected by extrusion temperature.With increasing the temperature,the nucleation driving force increases which leads to the increase of DRX.Thus,the DRX nucleation rate can be promoted as extrusion temperature increase to 350 °C,which possesses a completely recrystallized structure(Fig.2(b)).The size and distribution of the second phases also have significan influenc on DRX.On the one hand,during extrusion large amounts of stored energy can be accumulated near the particles larger than 1μm in size,which can serve as preferred nucleation sites for DRX[18].Thus,the coarse fractured Ca2Mg6Zn3particles formed during extrusion may generate stress fields which contribute to dynamic recrystallization and the formation of fin DRXed grains near fractured Ca2Mg6Zn3(Fig.10(d)).On the other hand,the growth of recrystallized grains can be also inhibited by the fin particles less than 1μm in size through Zener pinning pressure(PZ),which can be described as[3,8]:

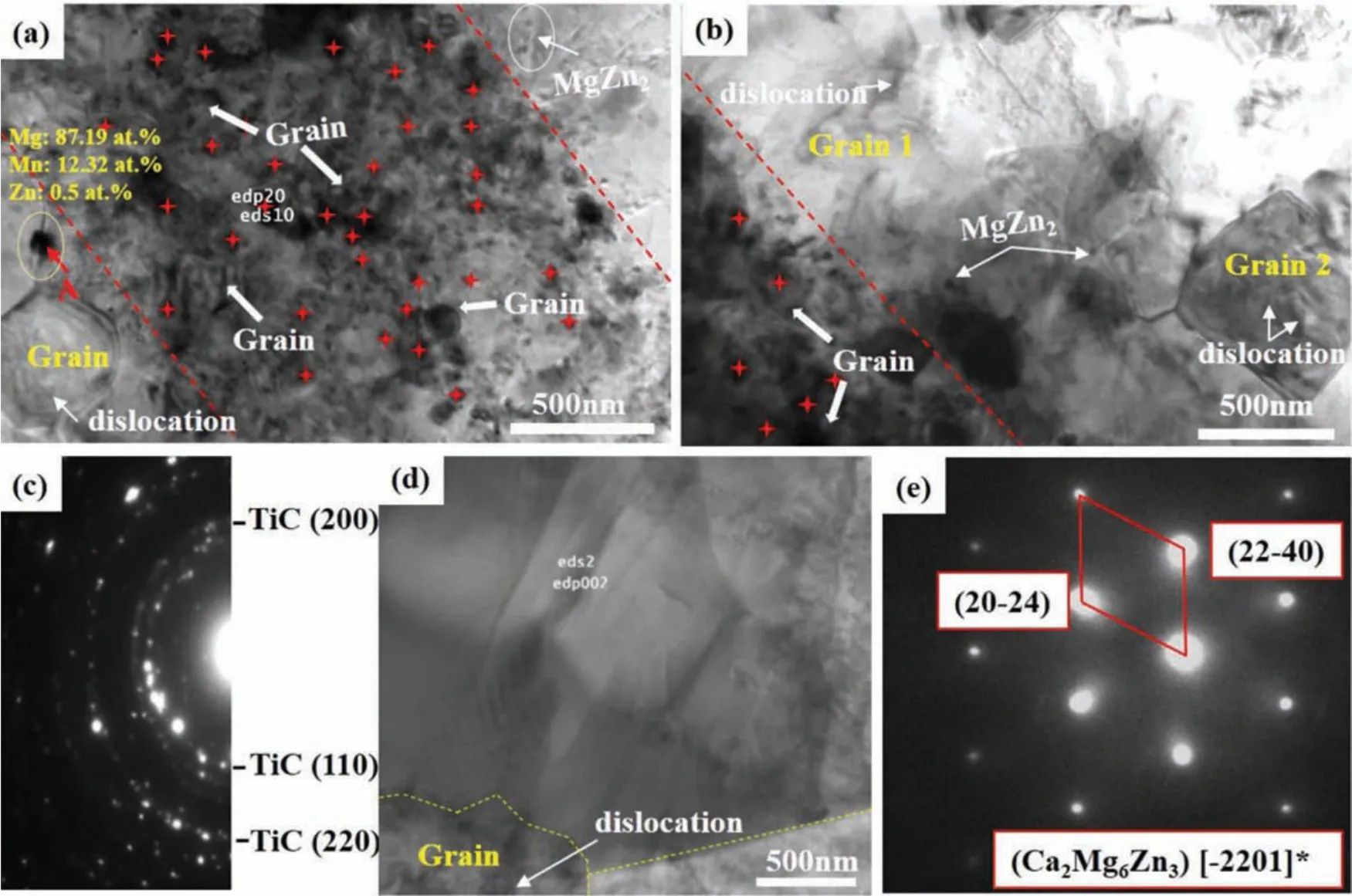
Fig.10.TEM micrographs of TiCp/ZXM2205 at 270 °C:(a)(b)DRXed grain and f ne precipitated phase,(c)diffraction pattern of particles pointed by the red star in(a),(d)Bright fiel transmission electron images,and(e)electron diffraction of coarse phase in(d).
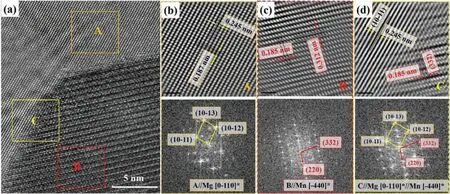
Fig.11.(a)lattice image from nearby the particle(“A”point,in Fig.10(a))in terms of A region of the Mg matrix,B region of theα-Mn particles and C region of interface between Mg matrix andα-Mn particles,(b)lattice image as selected by blue box(in(a))and corresponding FFT spectrum of SADP from A region of Mg matrix;(c)lattice image as selected by red box(in(a))and corresponding FFT spectrum of SADP from C region of interface between Mg matrix andα-Mn particles.
Whereγrepresents the boundary energy,dandFvare the size and volume fraction of particles,respectively.According to Eq.(6)the pinning effect of fin precipitates on grain boundaries migration increases with increasing the volume fraction and decreasing the precipitates size.In the present study,the volume fraction of precipitates increases while the size decreases with decreasing extrusion temperature,resulting in stronger pinning effect with a high value ofPZand refine grains size of DRXed grains.It can be found that the grain structures in dense TiC regions in Fig.10(a)and(b)are obviously fine than that in the free TiC regions,which confirm that the addition of nano-sized TiC particles could ef-fectively refin the grain structure.As mentioned above,there are a numerous amount of precipitated MgZn2,α-Mn particles and nano-TiCpin the as-extruded TiCp/ZXM2205(Fig.10).This can inhibit the movement of grain boundaries and contribute to the grain refinement Consequently,the DRXed grain structure of the microalloying matrix after extrusion at 270 °C has been dramatically refine by adding trace TiC nanoparticles.

Table 1Microstructural characteristics and tensile properties of as-cast and as-extruded TiCp/ZXM2205.
As presented in Fig.6,the grain structures are obviously refine with decreasing the extrusion temperature,which can provide a high diffusion path for solute element due to a high content of defects(such as vacancies and dislocations),and promote the formation of precipitates.The variation in precipitates size is associated with the diffusion coefficien(D)of solute atoms,which can be described as[2]:

WhereRis the gas constant,Qrepresents the diffusion activation energy andD0is the pre-exponential factor.According to Eq.(7),the value of D increases with increasing the extrusion temperature(T),suggesting that the high temperature is conducive to the diffusion solute and the growth of precipitated phase.Based on the above discussion,it can be noted that there is a smaller D value for alloying element in TiCp/ZXM-270,which limits the growth of precipitates and gives rise to a fine size(Fig.6(d)).
3.2.Tensile properties and toughness
Fig.12(a)-(d)shows the engineering stress-engineering strain curves,tensile properties and toughness values of ascast and as-extruded TiCp/ZXM2205.The ultimate tensile strength(UTS),yield strength(YS)and elongation to failure(EL)are depicted in Fig.12(b).The tensile properties of the nanocomposites after extrusion are significantl improved relative to that of the as-cast nanocomposite as shown Fig.12(b).In order to clarify the improvement in the strength,the value of k is fitte to the Hall-Petch(HP)slope according to the average size of DRXed grains(in Fig.12(c)).The tensile toughness of the as-cast and as-extruded TiCp/ZXM2205 is illustrated in Fig.12(d),which is calculated by(UTS×El.%)/100[27].The tensile toughness values of as-extruded TiCp/ZXM2205 is significantl increased relative to the ascast nanocomposite(6.44 KJ mm-3).As the extrusion temperature increases,the tensile toughness values are gradually increased,which exhibits the following sequence:TiCp/ZXM-270(8.42 KJ mm-3)<TiCp/ZXM-310(17.92 KJ mm-3)<TiCp/ZXM-350(35.32 KJ mm-3).The increment in tensile toughness can be ascribed to the increasing volume fraction of DRXed grains as the extrusion temperature increase.
As shown in Fig.12(a)and(b),the tensile strengths of as-extruded nanocomposites are significantl improved as extrusion temperature decreases from 350 to 270◦C,and the optimal strength is obtained at 270◦C.Thus,in order to compare the variation in microstructure and mechanical properties between the alloy with and without the TiC nanoparticles,the alloy and nanocomposite extruded at the same temperature of 270◦C have been illustrated.Fig.13 shows OM,SEM,TEM images and tensile strength of the alloy extruded at 270◦C.After extrusion,the alloy exhibited a mixed structure of coarse unDRXed grains and fin DRXed grains(marked by the yellow arrows,in Fig.13(a).Residual Ca2Mg6Zn3particles(shown in Fig.13(a))are dispersed along the ED.There is large amount of precipitates in the alloy with a relatively large grain size(∼0.6μm)as shown in Fig.13(b)and(c),which can be confirme as MgZn2based on EDS analysis.Further,theα-Mn particles appear on the DRXed grain boundaries as confirme by EDS.The values for the volume fraction of DRX grains(VDRX),average size of DRXed grains(dDRX),volume fraction of the precipitates(Vp)and the average size of those phase(dp)for both the alloy and nanocomposites are summarized in Table 1.Under the same extrusion condition,there is a significan refinemen of DRXed grains structure by comparing the present nanocomposite with the alloy,which can be ascribed to the addition of nano-sized TiCp.The particle-stimulated nucleation caused by nano-sized reinforcements could lead to the aggregation of dislocations and the occurrence of a large orientation gradient[22],which are in favor of the DRX nucleation.Besides,the Zener pinning effect resulted from nano-sized TiCpparticles,dynamic precipitated fin MgZn2phases andα-Mn particles can inhibit the grain growth,contributing to the grain refine ment.Fig.13(d)shows the comparison of tensile strength between the as-extruded nanocomposite and as-extruded matrix alloy processed at the same extrusion parameters.It can be found that the tensile strength of the as-extruded nanocomposite is much higher than that of the matrix alloy without nanoparticles.
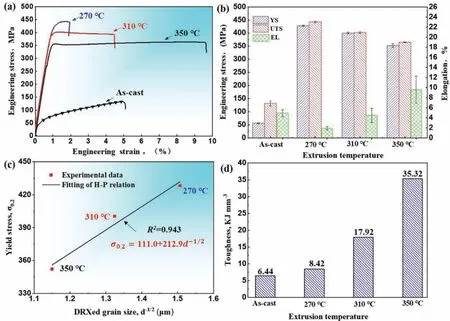
Fig.12.Room tensile properties and toughness of TiCp/ZXM2205 with different extrusion temperature:(a)Tensile stain-stress curves,(b)YS,UTS and elongation,(c)Hall-Petch plots of the tensile yield strength against D-1/2 for TiCp/ZXM2205 and(d)the tensile toughness.
Fig.14 shows the comparison of room tensile strength among the current as-extruded dilute Mg-Zn-Ca-Mn matrix composite reinforced by trace TiC nanoparticles and other Mg matrix composites reinforced by ceramic particles.The tensile strength increases with lowering the extrusion temperature,while the elongation exhibits an increasing trend.As the extrusion temperature decreases to 270 °C,the highest mechanical properties(YS of∼428.3MPa,UTS of∼443.2MPa)is achieved in the TiCp/ZXM-270.Compared with other Mg matrix composites subjected to hot extrusion,multidirectional forging or equal-channel angular pressing[5,9,16-18,28-36],the YS of the present TiCp/ZXM2205 nanocomposite is still higher relative to other magnesium matrix composites which contain different matrix alloys and various particulate reinforcement,such as AZ91,ZK60A,AZ31,Mg-3Al-1Zn,Mg-9.3Al-0.7Zn-0.23Mn and Mg-Zn series in of Mg-3Zn-0.8Zr,Mg-3Zn-0.2Ca and Mg-4Zn-0.5Ca matrix composites reinforced by micron or nano-sized particles.Further,the elongation of as-extruded TiCp/ZXM2205 remains superior than that of the above composites as shown in Fig.14(b).
The superior mechanical properties especially with YS over 400MPa are obtained in the current dilute Mg-Zn-Ca-Mn matrix composite reinforced by trace TiC nanoparticles,which is mainly related to the ultrafin DRXed grain size,α-Mn particles,MgZn2precipitates and nano-sized TiC particles.
The increment in YS contributed by fin DRXed grain boundaries can be using Hall-Petch relationship,which can be expressed by the following equation[15]:

Wherekstands for the Hall-Petch coefficien and its value can be determined to be 212.9MPaμm1/2(in Section 3.1),dDRXis the average DRXed grain sizes of the as-extruded TiCp/ZXM2205.The increment in the YS ofΔσgbfor the TiCp/ZXM2205 extruded at 350 °C,310 °C and 270 °C,respectively,are 245.8MPa,281.9MPa and 320.9MPa according to Eq.(8).
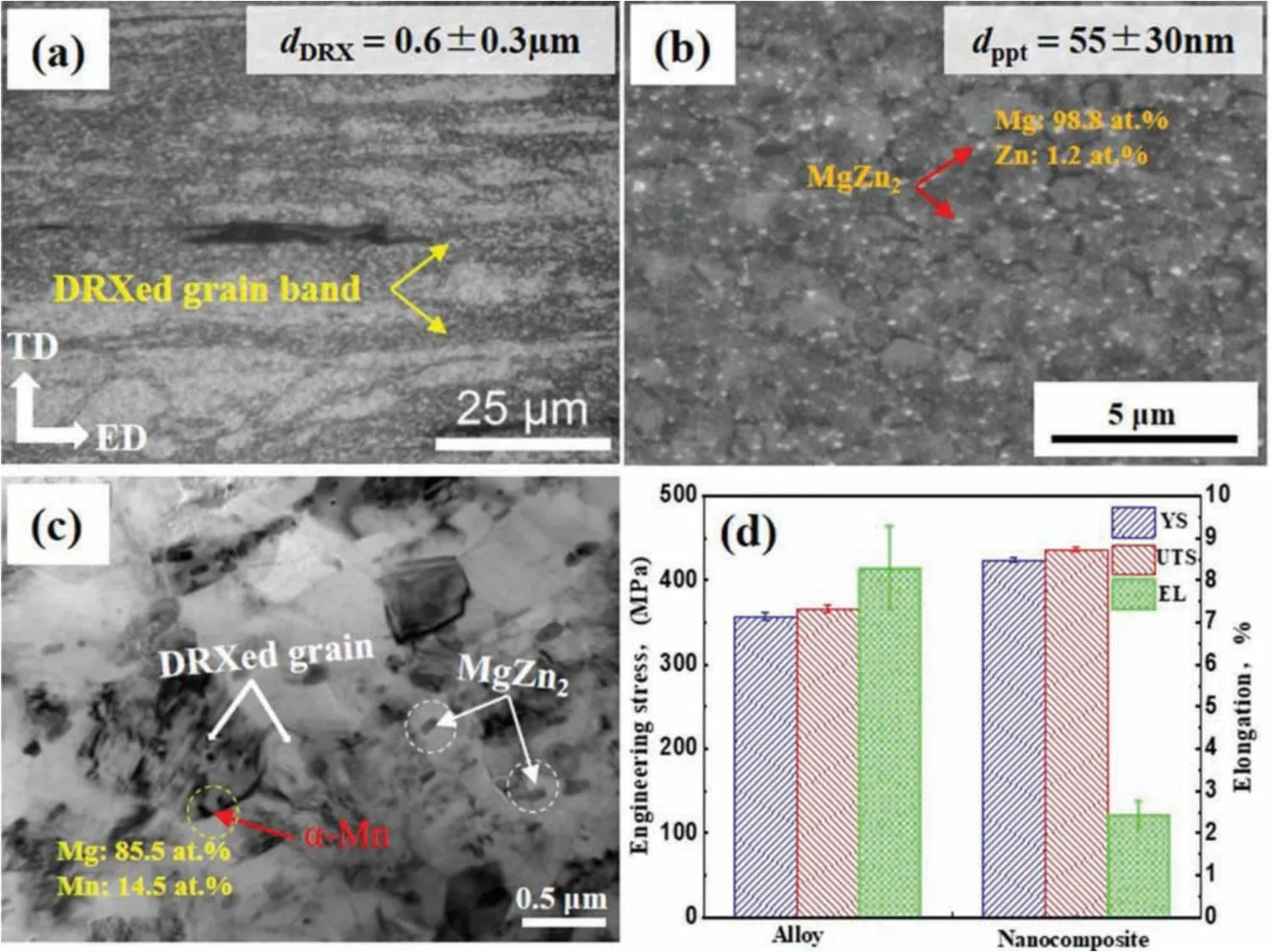
Fig.13.OM,SEM and TEM images of the ZXM2205 alloy extruded at 270◦C and the tensile properties of the alloy and nanocomposite with the same extrusion process:(a)OM,(b)SEM,(c)TEM,and(d)the tensile properties of the alloy and nanocomposite.
The substantial precipitates and TiC nanoparticles can inhibit the dislocation movement,leading to Orowan strengthening.The resultant increment in YS by means of Orowan strengthening were given as[35]:

WhereMis the Taylor factor(1.25),G,bandυrespectively,are Shear modulus(16.6GPa),Burger vector(0.32nm)and Poisson's ratio(0.35).stands for average size of the precipitates and can be calculated by:represents the volume fraction of the precipitated phase.The increment in the YS contributed byΔσOrowanwhich is related to precipitates in the TiCp/ZXM2205 extruded at 350 °C,310 °C and 270°C respectively,are 11.7MPa,18.6MPa and 33.4MPa according to Eq.(9).The volume fraction of the applied TiCpis∼0.2% and the average size is 40nm.Thus,the Orowan strengthening caused by trace TiCpwas 9.0MPa based on Eq.(9).Therefore,the total increment in YS related to Orowan strengthening by both the nano-sized TiC particles and precipitates are 20.7MPa(TiCp/ZXM-350),27.6MPa(TiCp/ZXM-310)and 42.4MPa(TiCp/ZXM-270).
The difference in thermal expansion coefficient between the matrix and applied nanoparticles can also contribute to YS increment,which can be expressed as[36]:

Whereβis strengthening coefficien(1.25),Gandbrepresent the Shear modulus(16.6GPa)and Burgers vector(0.32nm),respectively.Vpis the volume fraction of TiCpadded,ΔTis temperature difference andΔαis thermal expansion coeffi cients difference for the Mg matrix and TiCp(23.3×10−6K-1).The improved YS caused by thermal expansion effect for the present as-extruded nanocomposites are 43.3MPa(TiCp/ZXM-350),40.5MPa(TiCp/ZXM-310)and 37.6MPa(TiCp/ZXM-270)according to Eq.(10).
Further,a high density of dislocations can be formed in the Mg matrix during extrusion.There is a less dislocations in the DRXed region and a high density of dislocations in the unDRXed region[37].This dislocation strengthening(Δσd)from unDRXed region can be expressed as[38]:

WhereMis the Taylor factor,αis a constant(0.2),ρis the dislocation density(between 2×1014m−2−2×1016m−2)after large scale deformation[16],so it is reasonable to take the value of 2×1015m−2in this study.The value ofΔτdfor the nanocomposites with a bimodal structure extruded at 310◦C and 270◦C,respectively,are 11.4MPa and 23.5MPa according to Eq.(11).
The solid solution strengthening and the intrinsic strength for the present as-extruded nanocomposite are view asσ0because solid solution strengthening was limited for the improved YS of the alloy and barely changed before and after extrusion[39].The value ofσ0can be deemed as 55.7MPa based on the yield strength of the as-cast TiCp/ZXM2205 nanocomposites.The theoretical YS of TiCp/ZXM2205 nanocomposites can be estimated by the modifie Clyne(σy)model[40],which can be expressed by the following equations:
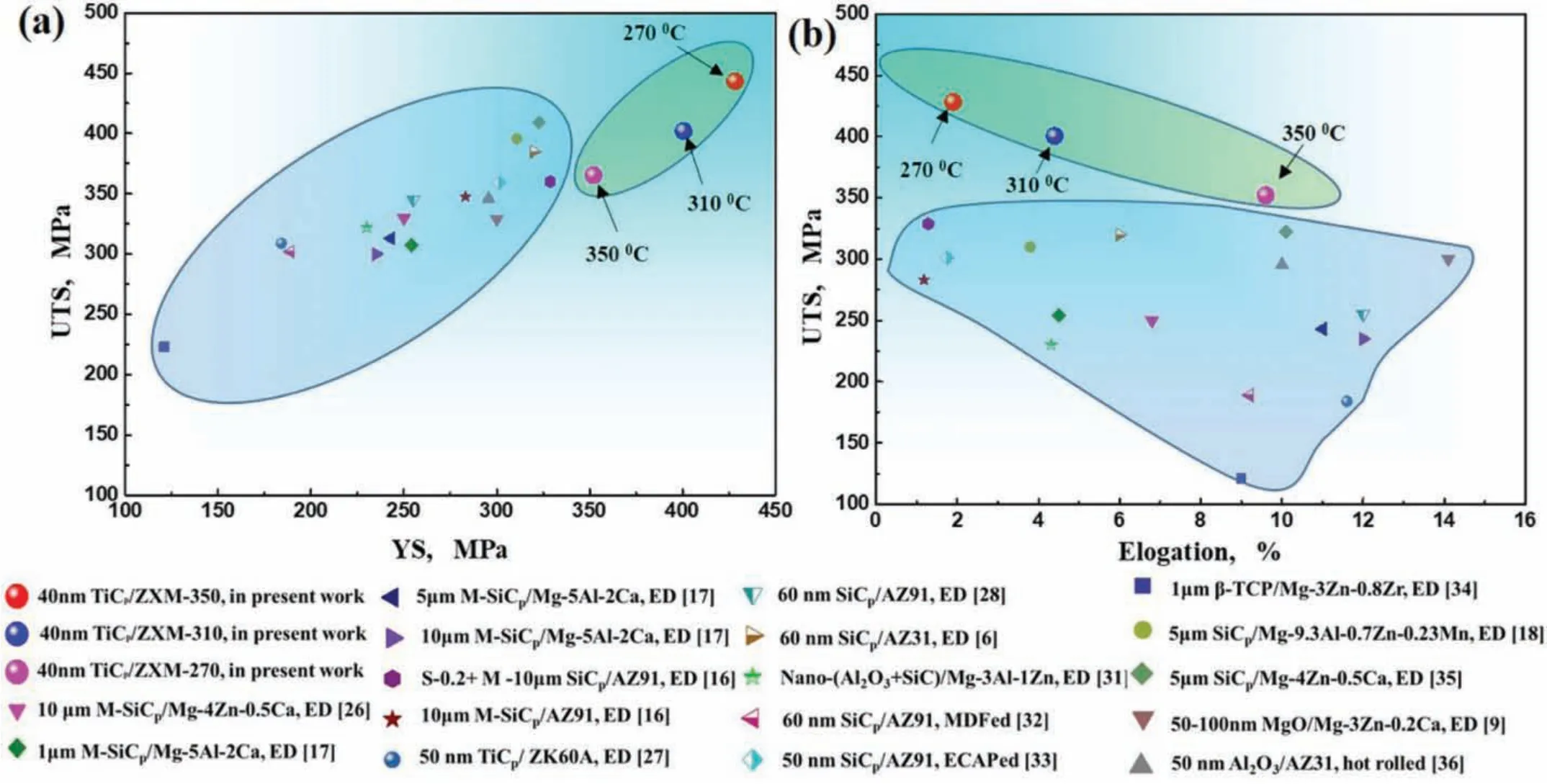
Fig.14.Comparison of the mechanical properties between present as-extruded TiCp/ZXM2205 and reported materials:(a)ultimate tensile strength vs.yield strength,(b)yield strength vs.elongation.
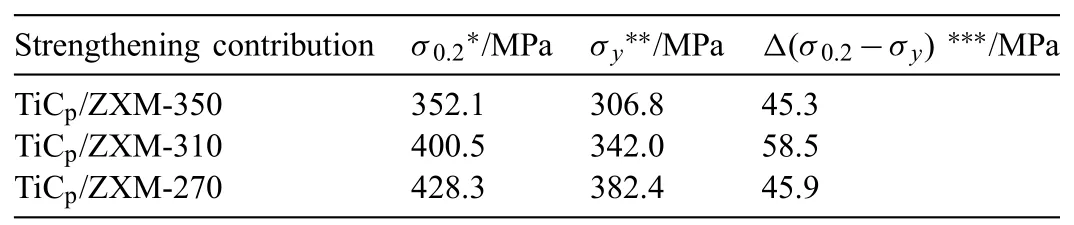
Table 2Strengthening contributions of extruded TiCp/ZXM2205 and comparison between experimental and calculated values of three nanocomposites.

Whereσy,Δσgb,ΔσOrowan,ΔσCETandΔσdare calculated tensile yield strength,grain refinemen strengthening,Orowan strengthening,thermal expansion effect and dislocation strengthening,respectively.The calculated values are compared to experimental values as shown in Table 2.It can be found that the calculated values(σy)lower than experimental results(σ0.2)for the microalloying Mg-Zn-Ca-Mn matrix composite reinforced by trace TiC nanoparticles.This may be ascribed to the neglected precipitates strengthening caused by extremely fin precipitates as described in TEM micrograph.Further,to accommodate the incompatibility between fin DRXed grains and coarse deformed grains,geometrically necessary dislocations and back stresses could generate in the coarse deformed grains,which can generate back stress strengthening[41].Based on the above calculation regarding on the four strengthening mechanisms,the grain refinemen strengthening with contribution rate of 80.1%(TiCp/ZXM-350),82.4%(TiCp/ZXM-310)and 83.9%(TiCp/ZXM-270)play a crucial role in the YS improvement,which is much higher than the thermal expansion effect,Orowan strengthening and dislocation strengthening.
The change in the ductility and tensile toughness for the TiCp/ZXM2205 nanocomposite can be ascribed to the highvolume fraction of fin DRXed grains,α-Mn particles,substantial MgZn2precipitates as well as trace TiC nanoparticles added.During extrusion,some Ca2Mg6Zn3intermetallic particles are fractured into fin particles(Fig.8),while the remnant coarse intermetallic particles were the potential source of micro-cracks leading to the fracture during loading[42].As given in Fig.15,there are large amounts of micro-cracks in the coarse particles,which can be determined as Ca2Mg6Zn3by EDS.The number of dimples decreases with decreasing the extrusion temperature,while the number of micro-cracks increases.When the tensile force is applied to the nanocomposite,micro-cracks could be formed due to stress concentration around the coarse secondary phase particles.This applied stress(SVF)can induce a formation of micro-crack which is expressed as[42]:

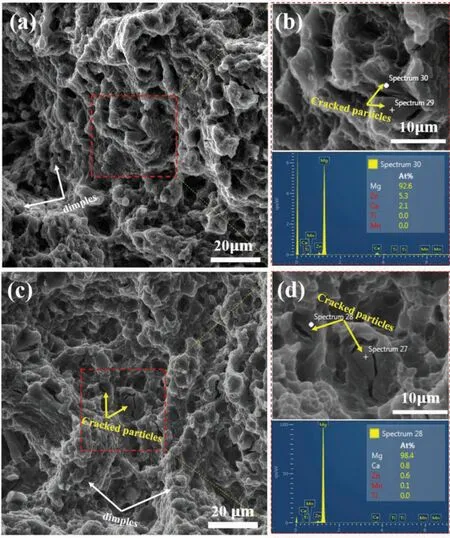
Fig.15.SEM fracture surface morphologies of as-extruded TiCp/ZXM2205:(a)(b)350 °C,(c)(d)270 °C.
Whereqstands for average stress concentration factor around the second phase particle,γs,EandYSare the surface energy,elastic modulus and yield strength of the matrix alloy,respectively.VandΔVrepresent the volume of the second phase and the volume of the plastic deformation zone of the matrix alloy around the second phase particle,respectively.For a fi ed shape of the second phase,the value ofΔV/Vis a f xed value.The applied stress(SVF)is mainly related to the size of the second phase,and the larger the secondary particles size,the easier to induce the initiation of micro-cracks.Thus,the appearance of remaining coarse Ca2Mg6Zn3particles with a largeSVFvalue in the TiCp/ZXM2205 may promote the crack initiation during tension,leading to structural failure.In all,the combination of dilute alloying elements and trace amount of TiC nanoparticles can realize high strength of a low-cost Mg-Zn-Ca-Mn matrix nanocomposite,which can meet the requirement in mechanical properties as a strong candidate for structural and biocompatible application.
4.Conclusions
In this study,the microstructure,tensile properties and toughness of a micro-alloying Mg-2.2Zn-1.8Ca-0.5Mn(wt%)matrix composite reinforced by trace TiC nanoparticles extruded at different temperatures are investigated,and the main conclusions are drawn as follows:
(1)TiC nanoparticles were uniformly dispersed in the ascast TiCp/ZXM2205 nanocomposite fabricated by ultrasonic assisted semisolid stirring.The morphology of eutectic Ca2Mg6Zn3phases changes from plate-like in the free TiC nanoparticles region to lamellar structures in the dense TiCpregion.
(2)Both the grains and precipitates were gradually refine as the extrusion temperature decreases from 350 to 270°C.The fines recrystallized grain structure with a substantial of fin precipitates is obtained in TiCp/ZXM-270,which can be attributed to the occurrence of DRX the synergistic effect of nano-TiCpand precipitated MgZn2andα-Mn particles.
(3)The high YS(350-428MPa)of TiCp/ZXM2205 with an excellent ductility was closely related to grain refine ment strengthening,thermal expansion effect,Orowan strengthening and dislocation strengthening.The contribution ratio of grain refinemen strengthening in YS is more than 80%,which is higher than other strengthening effects.
(4)The tensile toughness value for the TiCp/ZXM2205 after extrusion improves with an increase in the extrusion temperature.Massive micro-cracks with highSVFvalues appear along the remnant coarse Ca2Mg6Zn3,leading to structural failure of the nanocomposite during tension.
Declaration of Competing Interest
None.
Acknowledgment
This work was supported by the National Natural Science Foundation of China[grant numbers 51771129,51401144 and 51771128;the Program for the Outstanding Innovative Teams of Higher Learning Institutions of Shanxi;the Scientifi and Technologial Innovation Programs of Higher Education Institutions in Shanxi;the Natural Science Foundation of Shanxi Province[grant numbers 2015021067 and 201601D011034];and the Projects of International Cooperation in Shanxi[Grant no.201703D421039].
Data availability
The raw/processed data required to reproduce these find ings cannot be shared at this time due to technical or time limitations.
杂志排行

Journal of Magnesium and Alloys的其它文章
- Microstructure and tensile properties of magnesium nanocomposites fabricated using magnesium chips and carbon black
- The effect of K2SiF6 on the MgH2 hydrogen storage properties
- Influenc of graphene oxide(GO)on microstructure and biodegradation of ZK30-xGO composites prepared by selective laser melting
- The creep behavior of Mg-9Al-1Si-1SiC composite at elevated temperature
- HA coating on Mg alloys for biomedical applications:A review
- Constitutive modeling of f ow behavior and processing maps of Mg-8.1 Gd-4.5Y-0.3Zr alloy