五轴后处理器研究
2020-11-20蒙焕静
蒙焕静

摘要:随着国内五坐标数控机床的逐渐增多和数控编程软件功能的不断完善,许多厂家都采用多轴数控加工技术来加工一些复杂零件,大大提高了生产效率及加工精度。企业往往购进结构各异、不同国家生产的各类五坐标加工中心及数控机床,并使用了多种不同数控软件进行编程。但五轴数控编程存在着许多问题,其中一个非常关键的原因就是在CAM软件和数控机床之间缺少了起桥梁作用的专用后置处理器。为了发挥五轴加工的优势,必须解决多轴NC后置处理软件开发这个关键问题。为此本设计的目的是开发一个基于UG NV8.0 用VB6.0语言编写的多轴数控机床的专用后处理器。
关键词: 五轴数控机床;后置处理; UG8.0; VB6.0.
1 绪论
1.1 概述
我们知道在购买数控设备的时候,大多数机床厂家,是不配备后处理器,这需要专门的定做,或向后处理技术供应商购买,一些企业也不具备自主开发的能力;目前这种技术掌握在少数技术商手中,其售价相当的高,少则几千多则要几万,这对一些小企业来说也是一笔比较大的花费。为此我对后处理技术进行研究解决后处理开发。
2 确定五轴联动专用后置处理软件的开发方案
2.1 开发方案
NC后置处理软件的编制一般有以下2种方式:
(1)利用高级语言将刀位记录转换成数控指令代码,这种方式的优点是灵活性高,缺点是工作量大,程序编制困难。
(2)软件商提供一个交互式后处理书写器(Post Writer),用来确定一些具体参数后,就形成了针对具体机床的后处理软件。这种方式的优点是简单方便,缺点是形成的数控文件灵活性差。
我采用第一种开发方法。
2.2 软件的主要功能及研究内容
本软件根据机床的功能及编程格式针对UG NX8.0所生成的刀位文件就行计算处理生成符合机床格式的数控程序软件的主要功能有:
①数控程序的生成。
②数控程序的旋转及偏移、实现加工动态速度。
③孔的加工:CYCLE81、CYCLE82、CYCLE83、CYCLE84、CYCLE85、CYCLE86。
④多加工程序的输出。
根据本软件的功能要求本研究的主要内容有:
①BV100机床的功能就要求的研究机床的加工范围、编程格式、机床结构。
②根据UG软件生成的刀位文件格式研究如何将其转换成西门子840d数控系统格式并符合BV100机床要求。
③根据机床结构进行五轴数控程序的算法研究;UG编程方法的研究、五轴加工方法的研究
3 西门子数控系统及UG刀位文件研究
3.1 数控编程格式
本次所开发的数控机床的后处理器其所使用的数控系统为西门子840D数控系统,其数控系统编程格式有如下几个要求:
3.2 UG的刀位文件格式
上面这段程序是多轴加工的UG刀位文件。
4 五轴联动后处理算法
本次UG后置处理软件的发开主要是针对典型的叶轮加工轴后置处理器开发研究。
下图4.1看出叶轮的叶片扭曲只能采用五轴加工中心进行加工。
4.1 机床结构
五轴联动机床的结构为X、Y、Z、A、C式结构其属于双工作台回转型结构,回转中心相交重合。
4.2 五轴算法
BV100機床的A角为-110°~+110°,C角为0°~360°,在加工中为了防止A角的突变还要限定A角的范围是0°~100°,C角不进行限定既C角0°~360°。
已知:机床的类型为双转台五坐标机床A角为0°~100°,C角为0°~360°
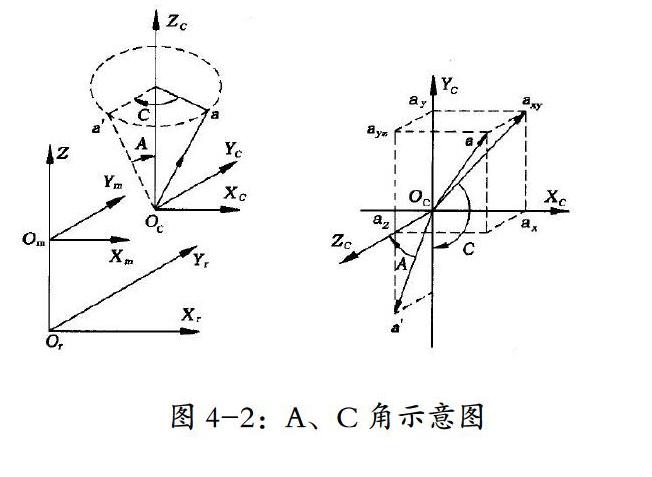
设工件坐标系为OXYZ,工件可以绕X轴摆动A(0°~100°)角,工件可以绕Z轴转动C(0°~360°)角,工作台回转轴与Z轴一致;机床运动坐标系为OXYZ,O O=d;刀心C在工件坐标系的位置为(X,Y,Z);刀轴矢量a在工件坐标系中为()。计算时首先将刀轴矢量的起点移动到工件坐标系的原点,然后将刀轴矢量绕Z轴顺时针方向转动到(-Y)(+Z)平面上,再将刀轴矢量绕X轴顺时针转动到与Z坐标方向一致。这样转动可以保证当≥0时候,刀轴矢量绕X轴顺时针转动角度在(-100°~0°) 之间,既刀具相对于工件绕X轴的转动角A在(100°~0°)之间。
将刀轴矢量的转动化为刀具相对于工件的转动或摆动,首先是刀具相对于工件绕X轴逆时针转动A角,然后使刀具相对于工件绕Z轴逆时针转动C角,如图4-2所示
5 基于VB语言的UG后处理软件程序的编写
5.1 程序编写的思路
本软件的编写思路是借鉴UG/post的后处理原理来编写的;既通过每读取文件一行数据根据数据的内容进行标记,当读到下一行是根据标记的内容进入相关事件处理程序直到处理完整个刀位文件。
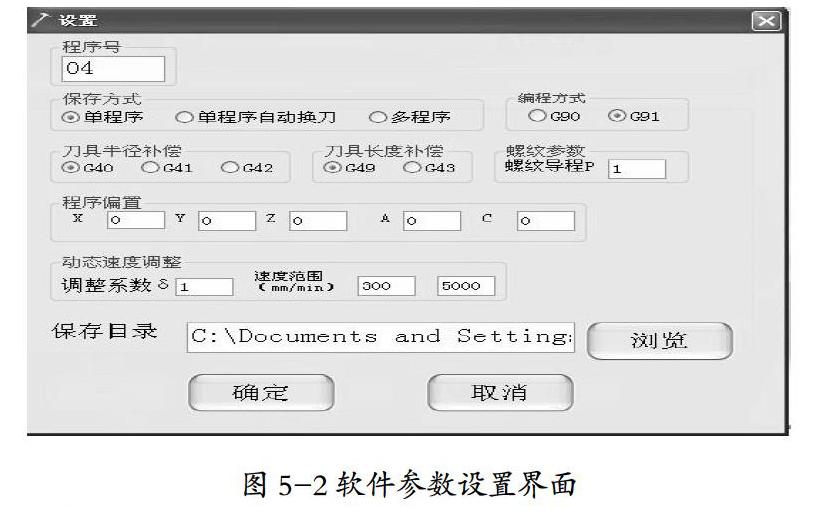
① 编程菜单下有:“参数设置”、查找两个功能
② 工具菜单下有:三轴以内的熊族G代码刀轨仿真软件
该软件主要功能有:
① 三轴数控程序的输出,五轴数控程序的输出。
② 根据保存方式可以按工序输出多道工序的数控程序,按工序集中方式即使用一台数控机床完成多道工序自动换刀方式输出一个数控程序。按刀具划分工序输出一个数控程序。
③ 按照编程方式可以分为绝对值编程和增量值编程。
④ 在加工出现误差是可以对程序进行程序的偏置和旋转。
⑤ 动态速度的调整以及限定动态速度的范围。
结论:
通过对后处理研究使掌握了后处理技术开发,关键技术不再是制约我们发展因素。
参考文献:
1.童占梅.Visual Basic 程序设计教程,电子工业出版社,2005
2.龚沛曾,杨志强,陆慰民.Visual Basic 程序设计教程(第3版),高等教育出版社
3.王睿彭,数控机床编程与操作,:机械工业出版社,2009
4.吴赣昌,线性代数,中国人民大学出版社,2006
5.陈建军,数控铣床与加工中心,机械工业出版社,2009
6.刘雄伟.数控加工理论与编程技术.北京:机械工业出版社,2003
7.邓奕, 彭浩舸, 谢骐.CAM 后置处理技术研究现状与发展趋势. 湖南工程学院学
