WC-Co类硬质合金制品烧结用涂料制作及使用研究
2020-10-27黄清松王慧枝候锡民
黄清松 王慧枝 候锡民 于 磊
(南昌硬质合金有限责任公司,江西 南昌 330013)
1 前言
随着硬质合金加工行业近几年飞速发展,硬质合金市场环境竞争越来越激烈,客户对硬质合金生产厂家产品质量提出更为严格的要求。硬质合金压坯经过烧结后,会产生一些产品弯曲、变形、脱渗碳等缺陷。往往这些合金产品缺陷和烧结涂料选择有关。
硬质合金压坯置于石墨舟板上烧结时,会发生渗碳、粘舟等问题,从而影响合金制品质量,甚至造成大量废品发生,当硬质合金成份中钴含量高时尤其如此[1,2]。为解决上述问题,可以采用在石墨舟板表面涂敷一层保护性涂层[3,4]。现有方法是:化学气相沉积(CVD);等离子喷涂(如用热喷涂方法涂上一层ZrO2一稀土氧化物);手工涂刷或机械喷涂保护性涂料;于石墨舟板和产品压坯之间放置一张Al2O3纸或石墨纸。
本文选择了手工涂刷或机械喷涂保护性涂料方法。它成本较低,所使用设备和操作简单。于是,这里研究了烧结用涂料的成份、配比以及工艺作法等,以便更有成效地用于硬质合金烧结过程。
2 实验
本实验先通过研究两种碳素粉末单独的成浆效果,选择此两种粉末合适的配比制成实验所需复合碳素粉;利用复合碳素粉对不同添加量Al2O3、ZrO2对WC-9%Co合金和WC-20%Co合金相关性能的影响进行研究。
2.1 实验原料
涂料用碳素粉末类:N330碳黑、石墨粉。
涂料用氧化物类:Al2O3、ZrO2。
其他:复合有机溶剂、纯净水、WC-9%Co合金压坯、WC-20%Co合金压坯。
2.2 实验方法
2.2.1 碳素材料制浆
分别取三种碳素粉末,对每种粉末按照表1比例进行配制,混合均匀制成浆,用毛刷将此浆刷在石墨槽板上,对其光滑度及均匀性进行判定。
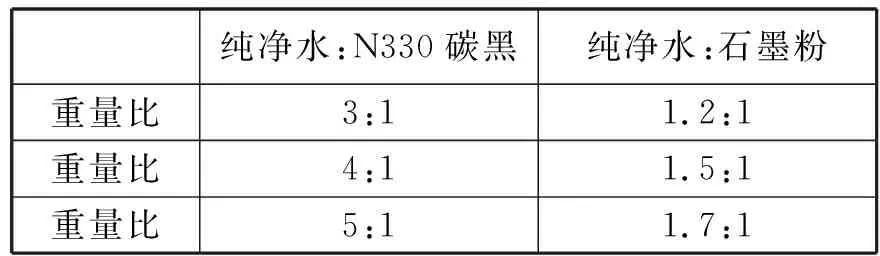
表1 两种碳素制浆配比
2.2.2 各种成分配比的涂料对WC-9%Co合金压坯烧结实验
已有的烧结实验表明:单纯的碳素粉料涂料大体上能够用于含钴量较低的硬质合金。对于含钴量更高的硬质合金,多数采用掺配的氧化物粉末来改善,曾经为烧结涂料选用的氧化物有:氧化镁、氧化铝、氧化锆、稀土氧化物等。本研究选用氧化铝和氧化锆进行实验,实验合金样品选择WC-9%Co粗晶粒合金。
依表2所列成份做成10种不同成份涂料,分别涂敷于石墨舟上。放置尺寸为5.5mm*6.25mm*20mm长条状WC-9%Co硬质合金压坯,并于1425℃烧结。对烧结后合金密度、抗弯强度、弯曲度、硬度、相对磁饱和以及涂料的防粘效果进行检测。
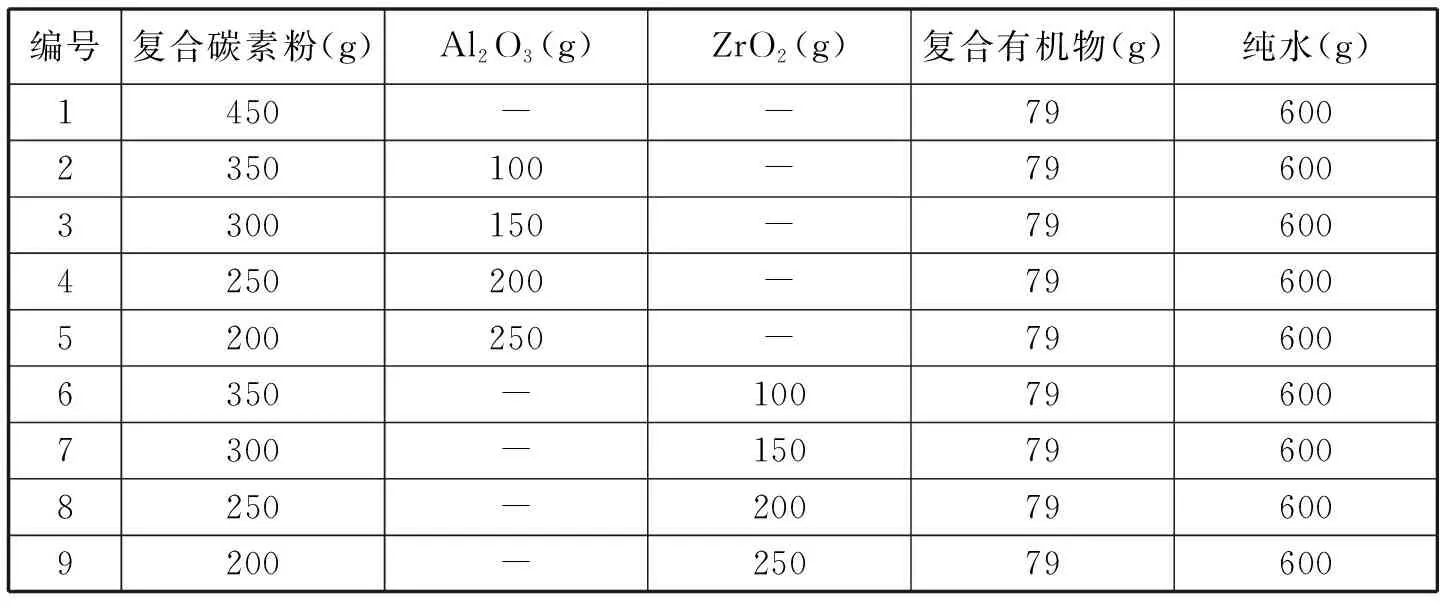
表2 含各种组分涂料中氧化物组成
2.2.3 各种成分配比的涂料对WC-20%Co合金压坯烧结实验
使用表2中编号1~9的涂料,分别涂敷于石墨舟上,放置尺寸为5.5mm*6.25mm*20mm长条状WC-20%Co硬质合金压坯,并于1425℃烧结。对烧结后磁饱和、相对磁饱和以及涂料的防粘效果进行检测。
3 结果分析与讨论
3.1 涂料中碳素材料成份
碳素材料粉末都是属于微米细粉。为了顺利制成料浆,首先应对它的成浆性能进行判定,实验结果见表3。
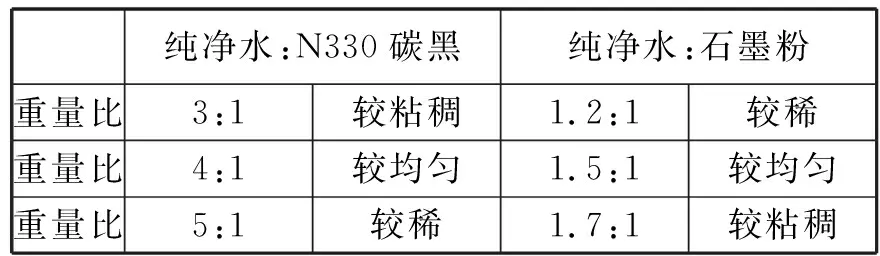
表3 各种碳素制浆效果
从表3结果中可知,纯净水与碳素材料N330碳黑、新疆碳黑、石墨粉添加量分别是4:1、1.2:1、1:1.5时制作的料浆较均匀。石墨粉最易成浆,N330碳黑成浆需要的水最多。我们用扫描电子显微镜对本研究采用的几种固体原料粉末(N330碳黑、新疆碳黑、石墨粉)进行了微观形貌观察,参见图1。从微观形貌图中,可以看出:石墨粉颗粒较粗,成浆需要用较少的水是很自然的。N330碳黑颗粒极细(≤0.1um),为了使其成浆显然需要更多的水。但是从另一个角度分析,N330碳黑颗粒很细,成浆后稳定性会好一些,不易沉淀分离。
依前所述,我们预先设定的涂料含水要求为(≤60%)。若用一种碳素粉末显然得不到预期效果,比如N330碳黑成浆需要较多的水,使得涂料含固量太低,为了达到往石墨舟板上敷层厚度需要反复涮敷多次。这不仅废工,而且刷涂效果也不太好。石墨粉成浆效果虽好,但其粉末颗粒粗大,悬浮能力欠佳。通过实际调配观察本研究中确定了两种碳素材料合适比例为:N330碳黑:石墨粉=0.5-1.0:0.5-2.0。当把这种配比的碳素材料(下文称复合碳素粉)经过适当的球磨处理好即可制作含水量≤60%浆液稳定性良好的烧结涂料。

图1 (a)N330碳黑(5000倍)(b)石墨粉(5000倍)
3.2 各种成分配比的涂料对WC-9%Co合金压坯烧结实验结果
在表4和图2及图3中。

表4 不同涂料烧结实验结果(WC-9%Co)
根据上面实验结果分析:
(1)所研究的每种成份涂料均能有效地防止WC-9%Co合金产品和石墨舟皿烧结时的粘结。
(2)调整涂料成份可以实现涂料的一次使用或者多次使用。
(3)本涂料研究中取得另一结果。烧结涂料成份中氧化铝添加量增加,会使烧结合金长条制品烧结变形增加。而烧结涂料成份中氧化锆添加量变动,对烧结合金长条制品烧结变形较小。
3.3 各种成分配比的涂料对WC-20%Co合金压坯烧结实验结果
实验结果在表5和图4中。
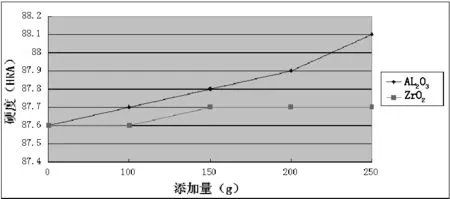
图2 氧化铝、氧化锆添加量对WC-9%Co合金硬度的影响

图3 氧化铝、氧化锆添加量对WC-9%Co合金相对磁饱和值的影响

表5 不同涂料烧结实验结果(WC-20%Co合金)

图4 不同氧化物添加量对及WC-20%Co合金相对磁饱和值的影响
根据上面实验结果分析:
(1)不添加氧化物的涂料,烧结时高钴合金与石墨舟板会发生粘结问题。
(2)当涂料氧化铝或者氧化锆含量高于20%(有机溶剂和水不计入内)时,就能保证合金制品与舟板不发生粘结现象。氧化锆与氧化铝相比较,前者对稳定合金性能更有利些。之所以有这样的结果,是由于在高温氧化铝比氧化锆更易于和合金中碳起脱碳反应,从而造成合金磁饱和值下降。
4 结论
(1)选用高纯石墨粉、碳黑、有机溶剂和水以及氧化铝氧化锆等配制而成的烧结涂料,不仅可以满足各种含钴量的硬质合金烧结时的防粘要求,而且可以连续多次使用。
(2)不含氧化物的成份的涂料可以顺利地用于钴含量≤9%的WC-Co硬质合金;而含有氧化铝或氧化锆成份的复合配方涂料同时可以有效地用于钴含量高达20%的WC-Co硬质合金。
(3)烧结涂料成份中氧化铝加量增加,会使烧结钴含量≤9%的WC-Co硬质合金长条制品烧结变形增加。含氧化铝或氧化锆的涂料在钴含量20%的WC-Co硬质合金产品烧结过程中可有效阻止粘舟。
