气化炉内衬表面裂纹检验失效分析
2020-10-27毛国均秦敬芳
毛国均* 黄 辉 秦敬芳
(宁波市特种设备检验研究院)
1 基本情况
宁波某化工企业的一台气化炉在投用9 年后的定期检验中发现,激冷室内壁及接管角焊缝周围堆焊层表面存在大量微裂纹及点蚀孔缺陷。裂纹呈Y 形或X 形, 长约为2~15 mm,点蚀孔径≤3 mm 且互相不等,对点蚀坑底进行渗透(PT)检测后发现裂纹,打磨消除后实测点蚀孔深度为5 mm,具体形貌如图1 所示,裂纹及点蚀孔出现的位置如图2 所示。为了明确其失效原因并避免事故再次发生,采用相应的理化分析、应力分析手段进行分析研究,气化炉的主要技术参数可见表1。
2 金相检验
对气化炉内表面进行金相检验,如果如图3 所示。从内表面内衬表面的金相组织可以看出:(1)内表面存在奥氏体+枝晶状铁素体及少量碳化物;(2)裂纹特性为沿晶扩展,有少量穿晶扩展,且呈树枝状,裂纹形貌具有典型的应力腐蚀裂纹特征[1]。
3 能谱分析

图1 内衬宏观及PT检测显示表面裂纹

图2 缺陷位置示意图(单位:mm)
对气化炉溶液介质元素进行分析后发现,其中存在大量氯离子,其质量浓度为200 mg/L,远高于GB150—2011《压力容器》标准中规定的25 mg/L, 氯离子容易在垢下聚集,垢下氯离子质量浓度比溶液中的氯离子高。
表1 气化炉主要技术参数

图3 内表面金相形貌(100倍)
对出现裂纹密集区域的垢层进行取样及能谱分析,结果如图4 和表2 所示。分析结果显示,断口腐蚀产物虽未发现氯元素,但垢层中含有大量硫元素。

图4 垢层能谱分析结果

表2 垢层产物能谱分析 %
资料表明硫化物对氯离子导致的应力腐蚀开裂起促进作用,根据内衬的金相检验以及断口腐蚀产物元素分析结果,可进一步认定气化炉内表面开裂为氯、硫离子引起的应力腐蚀开裂[2]。
4 失效原因分析
由内衬的宏观检验、断口分析以及金相检验可以确认,气化炉内衬开裂为氯、硫离子引起的应力腐蚀开裂。金属构件发生应力腐蚀开裂必须同时满足材料、应力、环境的特定条件。针对气化炉内衬的应力腐蚀开裂,分别对使用的材料,受力情况及服役环境等因素进行分析。
4.1 材料因素分析
对气化炉内衬进行半定量材料成分检测,将测得的材质主要成分与GB/T 3280—2007《不锈钢冷轧钢板和钢带》进行对比,结果如表3 所示。
表3 材质化学成分对比(质量分数) %
通过成分对比可以发现,内衬使用的材料符合316L 不锈钢要求。316 型奥氏体不锈钢对应力腐蚀开裂的敏感性较高,在潮湿的环境及H2S,氯离子作用下会发生应力腐蚀开裂。通过金相检验发现试样母材的组织基本上为奥氏体,且存在少量纤维状铁素体,因此对试样进行铁素体含量检测。利用铁素体测量仪测得气化炉内衬所用奥氏体不锈钢材料中铁素体质量含量为0.5%左右。316 不锈钢属于奥氏体不锈钢,奥氏体不锈钢中一般会存在少量的铁素体。接管周边硬度值约为HB180,内壁硬度值约为HB205,该材料的硬度偏高。
4.2 环境因素分析
奥氏体不锈钢应力腐蚀开裂需要在潮湿的环境中形成氯化物溶液。对气化炉溶液介质元素分析后发现其中存在大量氯离子,其质量浓度为200 mg/L,且垢层中具有大量的硫元素。相关资料表明硫化物对氯离子导致的应力腐蚀开裂起促进作用。
4.3 应力因素分析
因为基材SA387Cr11CL2 和堆焊层316L 的热膨胀系数不同,采用有限元分析法对气化炉在工作状态和常温下的应力进行计算分析。
4.3.1 气化炉工作状态
气化炉升温到230 ℃后的应力云图如图5 所示。
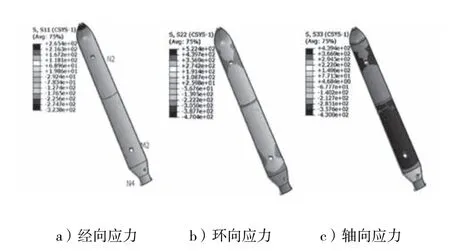
图5 230 ℃时气化炉应力云图
升温结束后,激冷室内壁产生较大环向和轴向压应力,最大环向压应力产生于锥壳处接管N4 尾端(为-470 MPa),其余两接管周围均产生较大压应力,远离接管的内壁位置环向压应力均接近-200 MPa,并于环形锻件处的堆焊层上端产生约为-280 MPa 的压应力。最大轴向压应力产生于靠近N4 尾端位置(为-470 MPa),其余两接管周围也均产生较大压应力,不含堆焊层壳体内壁的远离接管位置环向应力接近-270 MPa,含堆焊层的内壁压应力约为-290 MPa,并于堆焊层上端产生应力不连续,压应力约为-230 MPa。
4.3.2 气化炉常温状态
气化炉在常温状态时的应力云图如图6 所示。

图6 常温时气化炉应力云图
降温结束后,激冷室内壁产生了较大环向和轴向拉应力,最大环向拉应力产生于锥壳处,约263 MPa,略大于316L 材料的屈服强度,不含堆焊层内壁并未产生较大应力,堆焊层上端即环形锻件堆焊层处产生拉应力约为90 MPa,远离接管位置堆焊层应力较大,约为110 MPa,M2 尾端产生较大拉伸环向应力。最大轴向压应力产生于锥壳处近,为277 MPa,大于316L 材料的屈服强度,不含堆焊层内壁并未产生较大应力,堆焊层上端即环形锻件堆焊层处产生拉应力,约为130 MPa,堆焊层应力较大,为190 MPa,M2 尾端产生较大的拉伸轴向应力。
由有限元应力分析可知,在气化炉正常工作状态下激冷室内衬的径向应力、环向应力、轴向应力均为压应力;气化炉停机后激冷室内衬的径向应力、环向应力、轴向应力均为拉应力。根据应力腐蚀开裂必须具备的3 个条件,即拉应力、特定的腐蚀性离子和敏感材料来判断,应力腐蚀开裂发生在气化炉停车阶段。
5 结论
气化炉激冷室内衬开裂和出现腐蚀孔的原因是316L 不锈钢在氯离子和硫离子的作用下,基材和内衬热膨胀系数不同引发了应力腐蚀开裂。应力腐蚀开裂必须具备3 个条件,即拉应力、特定的腐蚀性离子和敏感材料。因此建议采取以下措施预防材料开裂。
(1)开裂的内衬材料为316L 不锈钢。建议根据设计要求选用的材料堆焊内衬,比如镍基合金等。
(2)在气化炉正常工作状态下激冷室内衬的径向应力、环向应力、轴向应力均为压应力;气化炉停机后,激冷室内衬的径向应力、环向应力、轴向应力均为拉应力,应力腐蚀开裂发生在设备停车阶段,因此在停车之前应采用大量的去离子水清洗激冷室,清除激冷室内的氯离子。
(3)奥氏体不锈钢发生应力腐蚀破坏需要有氯离子和溶解氧存在[3],因此使介质保持很低的氯离子浓度和氧含量可以改善或者避免应力腐蚀开裂。经调查,激冷室中的氯离子来自进料系统的水煤浆,因此可以在煤粉末化之前增加一道洗煤工序,以去除其中的氯离子。
(4)选择低硫煤,从而降低溶液中的硫含量。
(5)严格按照TSG 21—2019《固定式压力容器安全技术监察规程》要求对气化炉进行定期检验,特别是对于易于发生应力腐蚀开裂的危险部位应采用渗透检测等方法进行检测。若存在裂纹,应及时按照相关标准对其进行修复或更换。
