内蒙古某高硫高砷难处理铜铅锌矿石选矿工艺试验研究
2020-10-26苏建芳肖巧斌王中明方刘书杰凌石生路东明
苏建芳 肖巧斌 王中明 谭 欣 刘 方刘书杰 凌石生 路东明
(1.北京矿冶科技集团有限公司,北京102628;2.矿物加工科学与技术国家重点实验室,北京102628;3.内蒙古玉龙矿业股份有限公司,内蒙古赤峰026299)
铜、铅、锌是人类历史上使用较早、用途十分广泛的重要金属。随着易采、易选矿石的大量开发利用,铜铅锌矿石资源性质越来越复杂,各矿物之间致密共生,嵌布关系复杂,其综合回收利用技术也越来越受到重视[1-4]。
目前,铜铅锌硫化矿石的选矿回收方法主要有:铜铅锌硫依次优先浮选法、铜铅依次优先浮选—锌硫混浮—锌硫分离法、铜铅混浮—铜铅分离—锌硫混浮—锌硫分离法、铜铅混浮—铜铅分离—锌硫依次优先浮选法等[5-11]。
对于磁黄铁矿、毒砂等矿物含量较高的铜铅锌多金属硫化矿石,一般采用添加大量石灰强化抑制磁黄铁矿和毒砂的方法(即高碱法),实现铜铅锌矿物和含硫、砷矿物的分离。传统的高碱法抑硫、砷工艺,容易造成伴生金银回收率低、浮选泡沫发黏、精矿品位低、矿浆输送管道与过滤机结钙堵塞等问题,同时还容易出现铅锌精矿中硫、砷超标的问题[12-16]。因此,针对富含磁黄铁矿与毒砂的铜铅锌多金属硫化矿石,急需开发一种高效、绿色、适用性广的选矿方法,以实现铜铅锌矿物与磁黄铁矿和毒砂的有效分离,提高资源综合利用水平,增加企业效益,保护生态环境[17-20]。
内蒙古某铜铅锌多金属矿石中硫、砷含量分别为13.14%、2.49%,属高硫高砷矿石。由于矿石中铜、铅、锌、硫矿物嵌布粒度极细,且彼此共生关系紧密,影响精矿品位的提高,对铜铅混合粗精矿进行再磨再选,可实现铜铅矿物与锌硫矿物的有效分离,从而获得较高品质的铜铅混合精矿。另外,由于矿石中的硫主要以磁黄铁矿的形式存在,易浮难抑,如果采用浮选进行锌硫分离则磁黄铁矿容易上浮混入锌精矿中,使得锌精矿品质变差,因此在锌硫分离作业中采用先磁选脱除磁黄铁矿后浮选回收锌的工艺。综上,本研究采用“铜铅混合(粗精矿再磨精选)—铜铅混合尾矿磁选脱硫—锌浮选”工艺流程处理该矿石,以期实现矿石中铜、铅、锌、硫的有效回收,避免了传统高碱法带来的一系列问题,有利于提高资源综合利用水平。
1 矿石性质
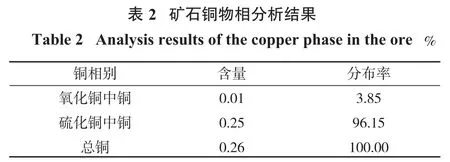
矿石主要化学成分见表1,矿石铜物相、铅物相、锌物相分析结果分别见表2~表4。
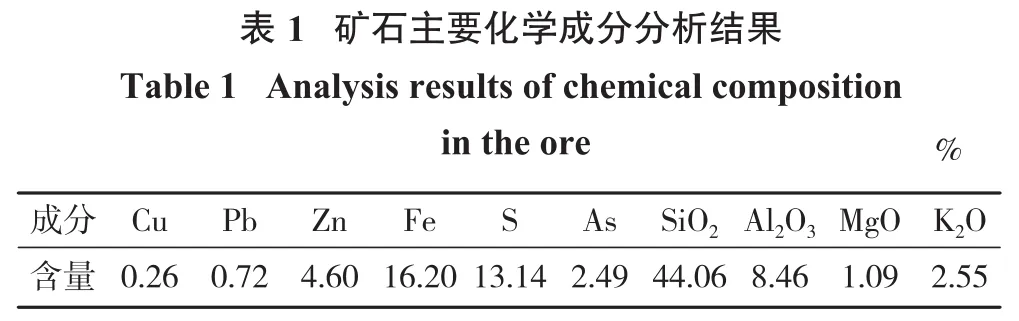
由表1~表4可看出,矿石中的主要有价元素铜、铅、锌含量分别为0.26%、0.72%、4.60%,有害杂质砷含量为2.49%;铅主要以硫化铅的形式存在,锌主要以硫化锌的形式存在,铜主要以硫化铜的形式存在。


2 试验结果与讨论
本研究采用“铜铅混合(粗精矿再磨精选)—铜铅混合尾矿磁选脱硫—锌浮选”工艺流程回收矿石中的铜、铅、锌、硫矿物。
2.1 铜铅混浮条件试验
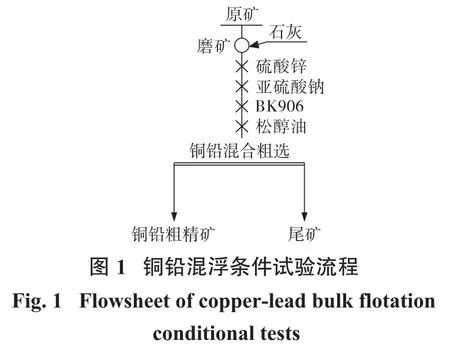
铜铅混浮条件试验流程如图1所示。
2.1.1 磨矿细度试验
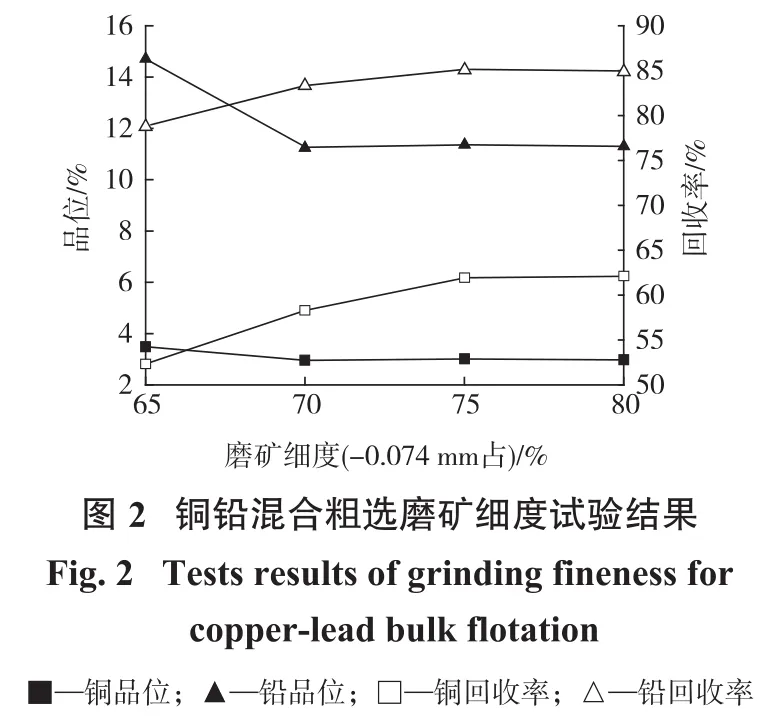
固定石灰用量1 000 g/t、硫酸锌用量1 000 g/t、亚硫酸钠用量500 g/t、BK906用量80 g/t、松醇油用量30 g/t,考察铜铅混合粗选中磨矿细度对铜铅粗精矿指标的影响,结果如图2所示。
由图2可知,随着磨矿细度的增加,铜铅粗精矿中铜、铅的回收率呈升高趋势。当磨矿细度为-0.074 mm占75%时,铜铅粗精矿中铜的品位和回收率分别为3.01%和61.93%,铅的品位和回收率分别为11.36%和85.15%,此时选别指标较好。因此,确定铜铅混合粗选最佳磨矿细度为-0.074 mm占75%。
2.1.2 石灰用量试验
固定磨矿细度为-0.074 mm占75%、硫酸锌用量1 000 g/t、亚硫酸钠用量500 g/t、BK906用量80 g/t、松醇油用量30 g/t,考察铜铅混合粗选中石灰用量对铜铅粗精矿指标的影响,结果如图3所示。

由图3可知,添加一定量的石灰有利于提高铜、铅的回收率,但石灰用量过大,对铜铅混合精矿品质有影响。当石灰用量为500 g/t时,铜铅粗精矿中铜的品位和回收率分别为3.22%和58.72%,铅的品位和回收率分别为12.72%和84.89%。经试验测得锌品位和回收率分别为4.83%和4.98%,此时选别指标较好。综合考虑铜铅粗精矿中铜铅的品位和回收率,以及锌在铜铅粗精矿中的损失,确定铜铅混合粗选最佳石灰用量为500 g/t。
2.1.3 硫酸锌+亚硫酸钠用量试验
固定磨矿细度为-0.074 mm占75%、石灰500 g/t、BK906用量80 g/t、松醇油用量30 g/t,考察铜铅混合粗选中硫酸锌+亚硫酸钠用量对铜铅粗精矿指标的影响,结果如表5所示。
由表5可知,随着硫酸锌+亚硫酸钠用量的增加,铜铅粗精矿中铜、铅品位逐渐升高,回收率逐渐降低。当硫酸锌+亚硫酸钠用量为1 000+500 g/t时,铜铅粗精矿中铜的品位和回收率分别为3.22%和58.72%,铅的品位和回收率分别为12.72%和84.89%,此时选别指标较好。综合考虑铜铅粗精矿中铜铅的品位和回收率,以及锌在铜铅粗精矿中的损失,确定铜铅混合粗选硫酸锌+亚硫酸钠最佳用量为(1 000+500)g/t。

2.1.4 BK906用量试验
固定磨矿细度为-0.074 mm占75%、石灰500 g/t、硫酸锌1 000 g/t、亚硫酸钠500 g/t、松醇油用量30 g/t,考察铜铅混合粗选中BK906用量对铜铅粗精矿指标的影响,结果如图4所示。

由图4可知,随着BK906用量的增加,铜铅粗精矿中铜、铅品位逐渐降低,回收率逐渐增加。当BK906用量为70 g/t时,铜铅粗精矿中铜的品位和回收率分别为3.23%和58.65%,铅的品位和回收率分别为12.76%和84.86%,锌品位和回收率分别为4.86%和4.97%,此时选别指标较好。综合考虑铜铅粗精矿中铜、铅的品位和回收率,确定铜铅混合粗选BK906最佳用量为70 g/t。
2.2 铜铅混合尾矿磁选试验
将原矿磨至-0.074 mm占75%,经过铜铅混合1次粗选、3次扫选后得到铜铅混合尾矿,该尾矿作为磁选条件试验的给矿。铜铅混合尾矿中铜、铅、锌的品位分别约为0.10%、0.08%和4.60%。铜铅混合尾矿磁选条件试验流程如图5所示,试验结果见图6。
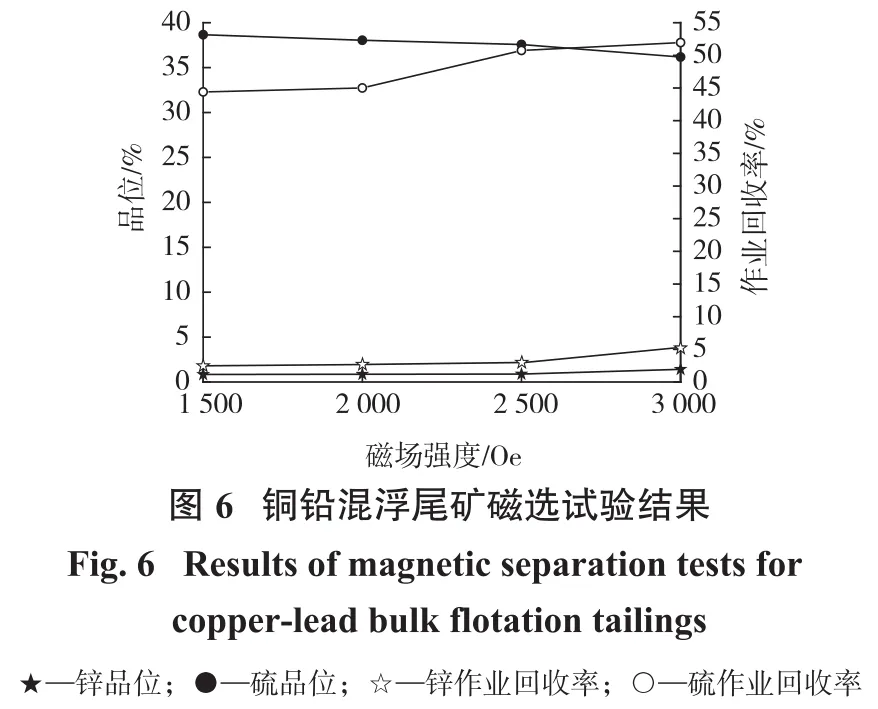
由图6可知,随着磁场强度的增加,磁性产品中锌品位和作业回收率均逐渐升高,硫品位逐渐降低,硫作业回收率逐渐升高。当磁场强度为2 500 Oe时,磁性产品中锌品位和作业回收率分别为0.89%和2.99%,硫品位和作业回收率分别为37.57%和50.75%。综合考虑磁性产品中硫的作业回收和锌的损失,确定铜铅混浮尾矿磁选磁场强度为2 500 Oe。
2.3 锌浮选条件试验
将原矿磨至-0.074 mm占75%,经过铜铅混合1次粗选、3次扫选、铜铅混合尾矿磁选后得到磁选尾矿,浓缩脱水后作为锌浮选条件试验的给矿。锌浮选条件试验流程如图7所示。

2.3.1 石灰用量试验
固定硫酸铜150 g/t、丁基黄药70 g/t、松醇油30 g/t,考察锌粗选石灰用量对锌粗精矿指标的影响,结果如图8所示。

由图8可知,随着石灰用量的增加,锌粗精矿中锌品位逐渐升高,锌作业回收率逐渐降低,砷品位及砷作业回收率均有明显下降。当石灰用量为3 000 g/t时,锌粗精矿中锌品位和作业回收率分别为34.08%和96.15%,砷品位和作业回收率分别为3.47%和17.75%,此时选别指标较好。综合考虑锌粗精矿中锌品位和作业回收率以及有害元素砷的含量,确定锌粗选石灰用量为3 000 g/t。
2.3.2 硫酸铜用量试验
固定石灰3 000 g/t、丁基黄药 70 g/t、松醇油30 g/t,考察锌粗选硫酸铜用量对锌粗精矿指标的影响,结果如图9所示。
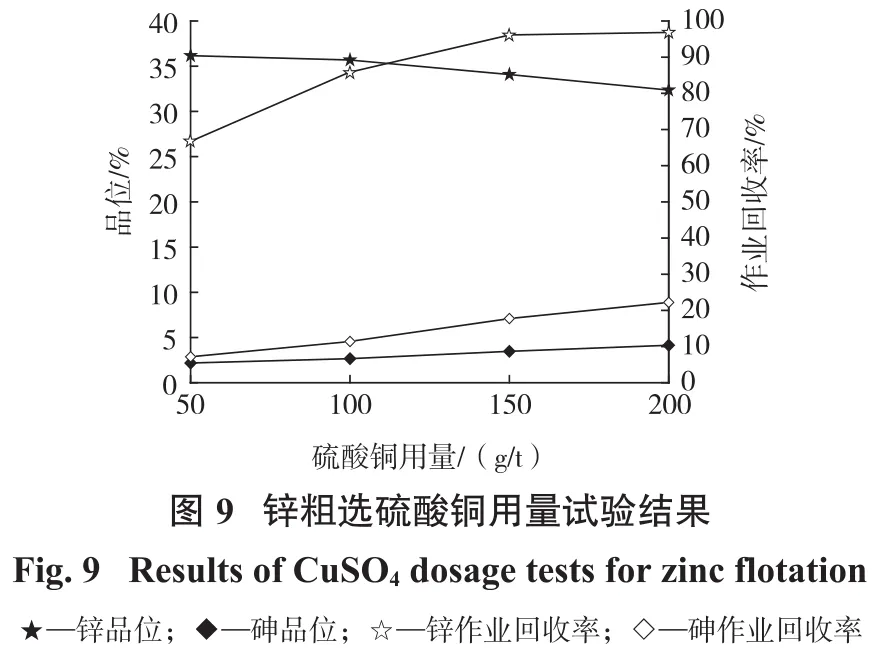
由图9可知,随着硫酸铜用量的增加,锌粗精矿中锌品位略有降低,锌作业回收率升高明显,砷品位及砷作业回收率均逐渐升高。综合考虑锌粗精矿中锌品位和作业回收率以及有害元素砷的含量,确定锌粗选硫酸铜用量为150 g/t。
2.3.3 丁基黄药用量试验
固定石灰3 000 g/t、硫酸铜 150 g/t、松醇油30 g/t,考察锌粗选丁基黄药用量对锌粗精矿指标的影响,结果如图10所示。
由图10可知,随着丁基黄药用量的增加,锌粗精矿中锌品位略有降低,锌作业回收率逐渐升高,砷品位及砷作业回收率均变化不大。综合考虑锌粗精矿
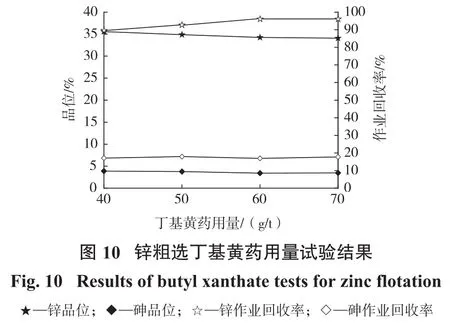
中锌品位和作业回收率以及有害元素砷的含量,确定锌粗选丁基黄药用量为60 g/t。
2.4 闭路试验
在上述条件试验的基础上进行了全流程闭路试验,具体流程及条件见图11,试验结果见表6。
由表6可知,采用“铜铅混合(粗精矿再磨精选)—铜铅混合尾矿磁选脱硫—锌浮选”工艺流程处理内蒙古某高硫高砷铜铅锌多金属矿石,选别指标良好,可获得铜、铅、银品位分别为9.27%、40.53%、4 397.76 g/t,铜、铅、银回收率分别为59.22%、88.93%、74.05%的铜铅混合精矿,及锌品位45.94%、锌回收率93.10%的锌精矿。

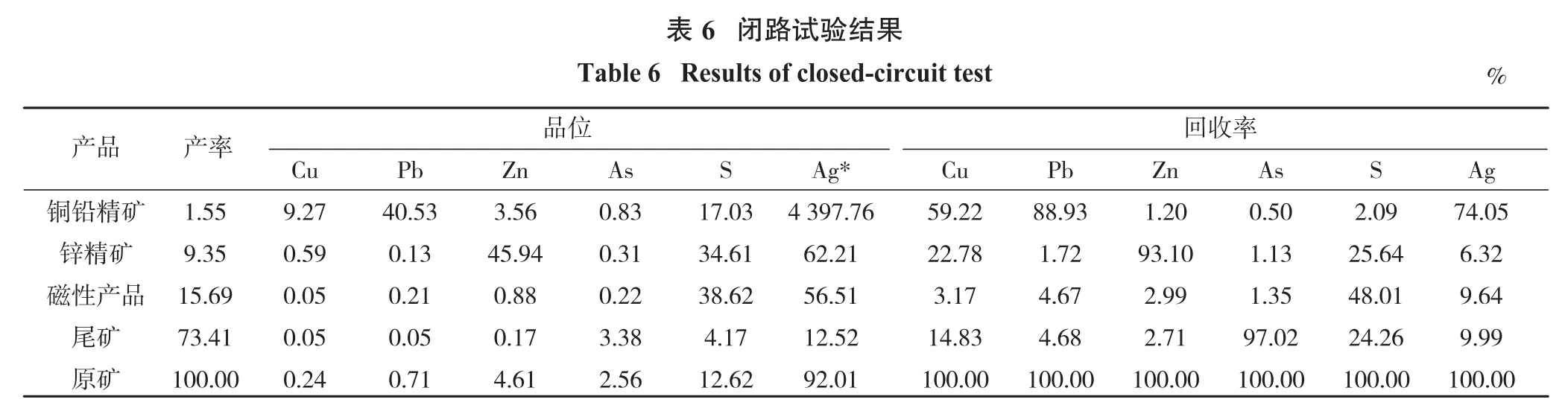
注:表中带“*”的单位为g/t。
3 结 论
(1)内蒙古某铜铅锌硫化矿石含铜0.26%、铅0.72%、锌4.60%、硫13.14%、砷2.49%。矿石中的铜矿物主要为黄铜矿,铅矿物为方铅矿,锌矿物为闪锌矿。其它金属硫化物主要为磁黄铁矿,其次为毒砂和黄铁矿。
(2)在条件试验的基础上进行了全流程试验,采用“铜铅混合(粗精矿再磨精选)—铜铅混合尾矿磁选脱硫—锌浮选”工艺流程方案,经实验室闭路试验可获得铜、铅、银品位分别为9.27%、40.53%、4 397.76 g/t,铜、铅、银回收率分别为59.22%、88.93%、74.05%的铜铅混合精矿,及锌品位45.94%、锌回收率93.10%的锌精矿。
