液氧储槽闪蒸减少自动控制系统改进
2020-10-22高东奎孙长丽
高东奎,孙长丽
(马钢比欧西气体有限责任公司 安徽马鞍山 243000)
引言
随着大型空分设备的发展,与之配套的基本上都是大型常压液氧和液氮储槽,工作压力在10 kPa左右,液氧从压力相对较高的上塔主冷到压力只有10 kPa左右的储槽,有一个压降节流过程,液体节流后产生汽化现象,虽然马钢比欧西气体有限责任公司的液氧出冷箱的设计为温控回路过冷度调节,但只是恒定过冷度控制,受液体产量及液体罐车充装的影响,经常导致大槽压力的波动,从而导致大槽压力上升放空阀开启放空或压力偏低自增压系统开启的产品损失和冷量损失的情况。为此需研究提出解决以上原因导致液氧产品放散损失和冷量损失的改进方案,提高运行效率。
1 装置及控制系统概况
马钢比欧西气体有限责任公司成立于2005年2月16日,现运行两套由德国林德工程公司设计制造的40 000 m3/h 内压缩流程制氧机机组,同时运行的有由四川空分设备有限公司设计制造的2 000 m3的液氧储槽,由于制氧机机组和液氧储槽设备的控制系统由不同设备厂家设计制造,导致控制系统衔接不是非常完善,没有采取更加优化的串级控制。
1.1 液氧储槽压力控制系统原设计介绍
储槽设置有自增压系统,如图1 所示。其内槽压力由PV7103.1和PV7103.2两只薄膜调节阀控制,PV7103.2 阀低于2 kPa 开启,高于10 kPa 关闭;PV7103.1阀高于10 kPa开启,低于5 kPa关闭。
过冷度调节,液氧出冷箱前通过液氧过冷器旁路阀TV3212 进行过冷度调节,根据温度设定值进行微调。
1.2 原有压力及过冷度控制系统存在的不足:
(1)液氧储槽压力控制范围过大,储槽压力会有低于2 kPa 或大于10 kPa 的工况出现,储槽设计最大工作压力10 kPa,最小工作压力2 kPa,严重影响了储槽的安全运行。
(2)原设计恒定的过冷度控制,恒定过冷度控制受液体产量、液体罐车充装量及汽化量的影响,经常导致储槽压力大幅波动,从而导致储槽压力上升放空阀开启放空或压力偏低自增压系统开启,造成产品损失和冷量损失。

图1 原有储槽压力及过冷度控制系统
2 改造方案及思路
制氧机组和储存系统是不可分割的整体,因此一个完善的控制方案是十分重要的,它能保证整个装置安全、可靠地运行。经过对液氧储槽实际运行数据的分析和总结,确定通过在温控系统中增加串级自动控制,实现液氧过冷度自动调节,从而降低液氧储槽压力的波幅,减少液氧储槽的闪蒸放空量和自增压汽化量。
2.1 方案描述
如图2 变更后的压力及过冷度控制系统,增加温度指示控制器1TIC3212 控制逻辑,新增1HIC3212、PIC7103,3、TIC3212.SP_BIAS 三个控制模块,具体新增控制逻辑如下:
(1)PIC7103.3 串级状态下的SP 值是PIC7103.1的0.85倍(可由PIC7103.3.SP_BIAS输入)。
(2)在PIC7103.3 的MV 值 在50% 时,不 对TIC3212进行调整。
(3)在PIC7103.3 的MV 值在50%以下时,则TIC3212在串级状态时的SP值由HIC3212的输入值加上调整值(最大为1度)。
(4)在PIC7103.3 的MV 值在50%以上时,则TIC3212在串级状态时的SP值由HIC3212的输入值减去调整值(最大为1度)。
具体公式为:TIC3212.SP=HIC3212 +(PIC7103.3_MV-50)×0.02

图2 改进后储槽压力及过冷度控制系统
3 效果验证
如3 所示,液氧储槽闪蒸减少自动控制系统改进前后一周DCS 趋势,观察发现,改进后TIC3212.SP 值能根据储槽压力及时进行自动修正;过冷器旁路阀开度根据储槽压力的变化及时进行了串级控制,当储槽压力升高时自动关小过冷器旁路阀开度,增大液氧入罐过冷度,抑制储槽压力上升趋势,减少液氧的放散量,当储槽压力降低时自动关小过冷器旁路阀开度,减小液氧入罐过冷度,抑制储槽压力下降趋势,减少自增压系统调节导致的蒸汽消耗和冷量损失。液氧储槽闪蒸减少自动控制系统改进后储槽放空阀开度明显减少,放空阀阀位开度平均值由32%降至6.3%。放空损失由1 000 m3/月降至300 m3/月左右(见图4)。另外氧槽压力波动范围由4~11 kPa,缩小到5~9 kPa。

图3 改进前后趋势对比图
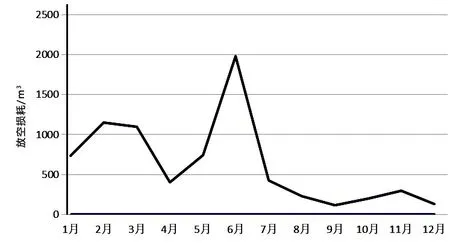
图4 月度液氧损失趋势图
4 总结
通过在集散控制系统(PCS7)中增加模块和编程,实现对液氧过冷度的自动控制,从而提高了液氧过冷度控制的精确度及时性,进而降低了由于液氧贮槽放空导致的产品损失和自增压气化导致的冷量损失,提高了设备安全运行可靠性,改造实施后,装置节能降耗效果明显。
