大跨倒三角钢管桁架侧拼施工技术研究
2020-10-22任亚莉
任亚莉
(山西一建集团有限公司,山西太原 030012)
1 工程概况
某商业项目总投资500多亿元,项目包括商场、酒店群、别墅群、主题乐园等。项目中的商场整体外形呈马鞍形,平面尺寸长428m,跨度从94m渐变到174m。建筑高度最高点约85m,最低点约35m,主体采用钢筋混凝土框架结构,屋盖为变截面倒三角钢管桁架结构,桁架最大矢高约14m,钢管规格为φ180mm×6mm~φ800mm×50mm,钢材主要材质为Q345B,商场的总用钢量为1.5万吨,商场俯视图如图1所示。

图1 商场俯视图
2 拼装方法选择及胎架设计
结合本工程钢管桁架弧度的变化特点,综合分析目前桁架拼装用的正拼和倒拼两种方法,以及创新的侧拼法(即将桁架安装就位状态进行整体旋转90°后使桁架下弦处于水平位置进行桁架的拼装)。侧拼法可以有效避免因桁架弧度的变化而产生的诸多难点。
正拼法的优点:桁架拼装完成后可以直接安装;拼接状态即为安装状态,便于安装檩托、插板等桁架的小部件。缺点:高空作业多;胎架材料消耗大;胎架随桁架弧度的变化而调整的难度大。
倒拼法的优点:胎架可以随桁架弧度的变化而调整;便于桁架脱架;节省胎架材料。缺点:桁架拼装完成后需翻两次身,才能安装。
侧拼法的优点:有利于结构稳定;节省胎架材料;髙空作业少。缺点:桁架拼装完成后需翻两次身,才能安装。
(1)胎架设计工具式拼装胎架,由T形底座、支撑杆、斜撑和牛腿4部分组成,其中,T形底座由3根H型钢组成,连接形式为螺栓连接;支撑杆与底座通过螺栓连接;斜撑一头与支撑杆连接,另一头与底座连接,均为螺栓连接,支撑杆上设有可调节高度的牛腿,根据桁架的尺寸进行调节。由于将固定焊接成一个整体的拼装胎架分解成便于安装和拆卸的散件,既能将体积庞大的拼装胎架拆散成零部件进行运输或存储,大幅提高运输效率和缩小存放面积,又能根据现场桁架的尺寸随时调整胎架的尺寸,极大提高胎架的重复使用率,减少材料的浪费,胎架正立面和侧立面示意图如图2和图3所示。
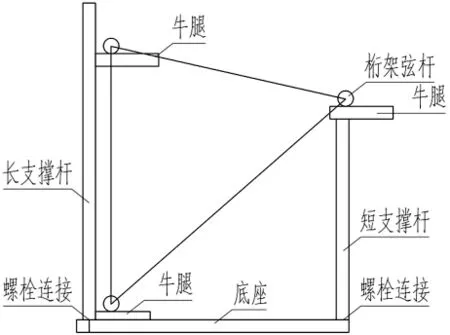
图2 胎架正立面
(2)胎架布置。为减少管桁架在空中对接时杆件错位的情况,提高管桁架拼装的尺寸精度,考虑将整榀桁架分为左右对称的两段桁架同时拼装,拼装胎架每隔5m布置1个,布置的原则为避开节点区域和腹杆位置。在桁架下方进行桁架的拼装,布置2列拼装胎架,每列160m,共布置64个拼装胎架,胎架布置如图4所示。
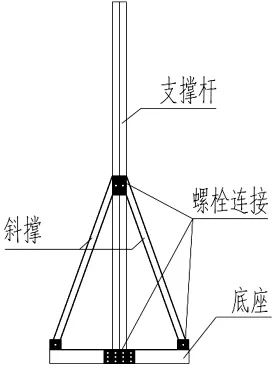
图3 胎架侧立面

图4 胎架布置
3 桁架拼装流程
桁架拼装前,先验收拼装胎架,根据桁架的胎架布置图,在地面放出桁架的投影尺寸,然后按照施工图及构件上标识找齐所需杆件。桁架构件在工厂制作时分解为若干节下弦杆、若干节上弦杆和若干腹杆,打包运至现场,桁架分为若干节从一端向另一端连续流水拼装。
桁架进行拼装时的流程:桁架放线→胎架调整→桁架弦杆安装→桁架弦杆校正并固定(安装下一节桁架弦杆→如此反复)→腹杆安装→腹杆校正并固定→腹杆焊接→节点补漆→桁架验收。
4 桁架拼装工艺
(1)按工厂内预拼装的顺序和要求进行拼装,先安装上下弦杆,用胎架定位块进行定位,必须保证定对中心线、水平度,以及端面垂直度,然后安装桁架的腹杆。
(2)组装中所有杆件应按施工图控制尺寸,各杆件的力线应汇交于节点中心,并完全处于自由状态,不允许有外力强制固定,主杆单根支撑点不应少于2个。
(3)桁架现场分段拼接成整榀桁架的施工过程为露天拼装,应注意检测时间,减少温度对测量的影响。
(4)分段开口处设置封板,防止变形。
(5)拼接在专用胎架上进行,上下弦主杆应可进行上、下、左、右调节和固定。腹杆可在调整过程中逐步就位。
5 拼装质置要求
桁架拼装的允许偏差要求如下:
跨度最外侧梁端安装孔或两端支撑面最外侧距离的允许偏差为[-10,+5]mm,检验方法是使用钢尺进行检查;接口截面错位的允许偏差为2mm,检验方法是对焊缝进行量规检查;设计要求起拱的允许偏差为±L/5000,设计未要求起拱的允许偏差为L/20000,检验方法是使用拉线和钢尺进行检查;节点处杆件轴线错位的允许偏差为4mm,检验方法是划线后使用钢尺进行检查。
6 焊接变形控制
焊接施工顺序对焊接变形及焊后残余应力有很大影响,在焊接时为尽量减小结构焊接后的变形和焊后残余应力,结构焊缝应合理,让结构受热点在整个平面内对称,均匀分布,避免结构因受热不均匀而产生扭曲和较大焊后残余应力。
焊接顺序原则:先焊主弦杆管与管之间的对接焊缝,再焊斜腹杆与主弦杆的相贯焊缝;焊完一条后再转人另一条焊接,同一管子的两条焊缝不得同时焊接;焊接时应由中间往两边对称跳焊,防止扭曲变形。相贯焊缝应对称施焊,多层多道焊。一个节点往往有多条相贯焊缝,焊缝集中。一条相贯焊缝焊接完毕冷却后,再焊相邻的相贯焊缝,以防止应力集中,减小焊接变形。焊接时,应先焊坡口大,变形大的区域,对于Y形节点,先焊A、D区,后焊C、B区,且先焊趾部再焊根部。
7 实施效果
该商业楼盖倒三角管桁架的拼装施工采用散件进场,利用工具式胎架进行连续大跨度拼装,节省施工材料,缩短拼装时间,保证施工质量与安全。同时还节省大量的拼装胎架材料和机械台班,施工工期大大缩短,为工程施工的顺利进展创造条件,创造良好的社会效益。随着建筑行业的不断发展,钢桁架结构在建筑结构中应用越来越普遍。桁架结构类型越多且复、跨度更大等特点将是发展趋势,而本技术从根本上解决了精度、效率、质量与安全的问题,其中工具式胎架的设计与改进、拼装思路及精度控制技术、焊接技术等综合施工方法,以其成功应用可证明其在类似结构施工中的优点与创新点,为其在以后的推广与应用奠定了基础。