面向船舶制造的柔性胎架调节设计
2019-11-12戴米格
戴米格
(上海船舶设备研究所,上海 200031)
0 引 言
中国是全球知名的大型造船中心之一,船舶制造业占全球市场比重呈逐年上升趋势。2010年,中国更是突破历史纪录,一跃成为全球造船吨位第一的大国。但是,造船大国并非造船强国,船舶制造中低端产能过剩,高端船舶及高端海工装备制造仍处在起步阶段,与发达国家的造船水平还有一定距离。2015年,国务院将船舶海工装备列入《中国制造2025》优先大力发展的重点领域。在新形势下,船舶行业由分段制造、区域制造并存向区域制造、集成制造模式发展,“数字化智能化推动造船现代化”成为我国造船工业追赶国际先进水平的良机。因此,加强核心技术研发,不断提高造船效率和船舶建造精度,实现机电一体化和人工智能化,进一步提升总装化造船、数字化造船和精细化管理水平势在必行。
在造船工装方面,船台脚手架、分段运载设备等都在向数字化转型,但胎架尚未实现与现有造船集成制造系统数据的自动化对接和自动调节,手动调节仍依赖于工人以往的装配经验,缺乏高效的吊运、限位、夹紧、定位校验和补偿配套工装,远不能满足现代数字化、智能化造船的生产要求。针对国内造船用胎架现状,面向船舶制造的柔性胎架系统对胎架的调节进行了改进,符合现代化、高效率、低能耗造船的生产要求。
1 面向船舶制造的柔性胎架系统
传统船舶胎架自动化程度低,船板成型精度低,常使用人工机械调节,船舶曲面板零件的吊运以及胎架的限位、夹紧与定位依赖于操作者的主观意识和以往经验。不同批次同类型船舶曲面加工和装配质量参差不齐,存在生产周期长、制造成本高、调试费用高、材料浪费多、调节精度低、循环利用率低(一组船舶生产胎架通常只针对一种船型的建造)等弊端,限制了船舶行业在产品多样化、个性化和更新升级等方面的发展。
面向船舶建造的柔性胎架系统针对船舶曲面外板个体差异大、小批量制造、通用性低等问题,在传统胎架的基础上进行改良:用电机作为驱动方式,胎架顶部安装压力传感器,以任意船型曲面外板为研究对象,输入船舶型值表,由数控处理系统换算为胎架坐标,通过电脑可以对胎架远程控制并进行初调,移动胎架位置和调节胎架高度,让胎架实现连续调控、多级调速;利用新型的传感技术,对船舶曲面分段进行检测,根据拟合曲面的曲率旋转胎架活络头,贴合船舶曲面外板,活络头上的压力传感器测量实际压力值,结合船舶曲面曲率最小处(承重最大处)分析胎架实际受力情况微调胎架高度,构造符合实际生产要求的船舶曲面,保证船舶曲面精度。
1.1 柔性胎架机械系统
如图1的船舶曲面与柔性胎架示例和图2的船舶曲面与柔性胎架实物图所示,柔性胎架在分段造船过程中的主要作用是支撑船舶曲面外板,保证外形尺寸的准确性,为装配和焊接创造良好的施工条件,减小船舶曲面外板变形量。

图1 船舶曲面与柔性胎架示例

图2 船舶曲面与柔性胎架实物图
柔性胎架采用蜗轮蜗杆传动,具有自锁功能。蜗轮、蜗杆、丝杠为核心部件,蜗杆带动蜗轮,推动丝杠进行上下直线运动,实现无级调节。每个柔性胎架额定工作承载能力为30 kN,所能承受的侧向力为1.02 kN,丝杠所能承受的极限拉压力为596.4 kN,机械结构如图3的胎架结构图所示。
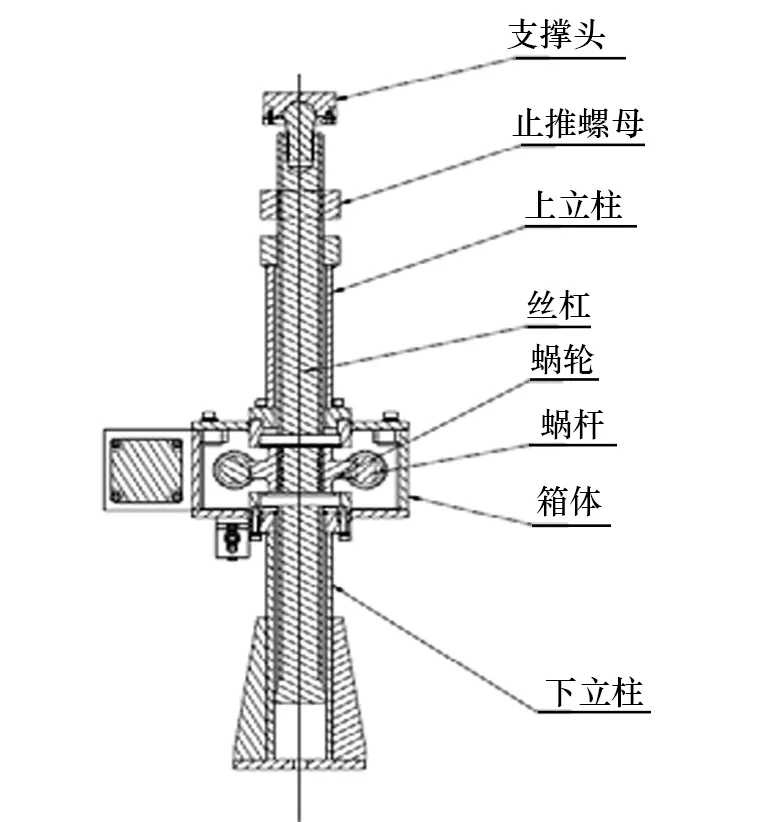
图3 胎架结构图
柔性胎架机械系统不仅能纵向(通过丝杠)调节,而且通过增添胎架底盘轨道可实现横向(通过滑块)调节。胎架根据控制点要求在轨道上到达指定位置,整个胎架系统都可按一定轨道移动至交叉固定位置卡死(见图4 的柔性胎架系统轨道),控制柔性胎架在胎架作业场地坐标系中的准确定位,形成点阵分区,满足实际作业需求,将船舶生产流水化,为船舶建造提供高效的工装设备与生产方法。但是,其采用滑轮结构,结构刚度和强度将受到一定限制,目前在理论计算和仿真阶段,有待投入实践。
1.2 柔性胎架控制系统

图4 柔性胎架系统轨道
柔性胎架控制系统主要由3部分组成:人机交互控制界面、胎架升降运动控制系统[1-2](包括步进电机、PLC控制器和驱动器)、PLC驱动与数据采集系统(包括CPU、数字模拟输入输出模块、无线模块以及压力传感器等),三者以PLC运动控制系统为核心实现胎架系统的运动控制与数据交互,由若干个PLC副机控制组把数据传输给PLC主机,监测系统进行识别和计算,反馈到各个副机中执行命令[3]。监测系统利用MATLAB丰富的数学函数库和强大的计算功能进行控制点插值计算以及支撑点载荷计算,用非均匀B样条工具重构复杂船体曲面外板,求出船舶曲面的承载特征点和承载范围并统计汇总到数据库中,造船时调用曲面数据,实现胎架智能化调控。监测软件各个功能模块如图5所示。

图5 数据处理与控制功能模块流程图
2 基于非均匀B样条的船舶曲面外板重构
2.1 非均匀B样条曲线概述
B样条是形状数学描述的主流方法之一,具有表示和设计自由型曲线和曲面的强大功能[4],常用于工程中的曲面造型问题。B样条是贝兹曲线的一般化形式,具备贝兹曲线几何不变性、仿射不变形等优点,同时又克服了贝兹曲线由于整体表示而不具有局部性质的缺点[4](移动一个控制点会影响整个曲线),其可进一步推广为非均匀B样条。
非均匀B样条曲线的生成有正算和反算等两种方式:正算过程即给定控制顶点定义 B 样条曲线及导矢[4];曲线反算是先给出定位于曲线上的点再设计曲线,亦称作B 样条曲线的逆过程或逆问题。在设计船舶型线过程中,非均匀B样条曲线有两个作用对应上述的正算与反算:一种是根据型值点自动生成基于非均匀B样条曲线的型线,另一种是根据勾勒出的非均匀B样条曲线反求出型值点。由于通过给定曲线上的点反算曲线控制顶点要比直接给出不位于曲线上的控制顶点更适合设计者的意愿,因此实际工程中,曲线设计一般采用反算曲线的方式[4]。
2.2 船舶曲面外板的重构
用非均匀B样条工具对复杂船体曲面外板进行重构,曲面片间的拼接连续性问题得到了妥善解决,且重构出的曲面型线光顺。MATLAB 仿真证明该插补算法的正确性和精准度能够满足数控系统插补实时性要求[5-6],反算出控制点,换算为空间坐标数据,比对控制点坐标与轨道交叉固定点坐标,坐标相近则保留该控制点,反之忽略,在轨道上移动胎架至保留控制点位置,再根据z轴坐标初调胎架高度。MATLAB仿真步骤如图6所示,船舶曲面外板重构图如图7所示。
2

图6 MATLAB仿真步骤

图7 船舶曲面外板重构图
3 船舶曲面外板曲率估算
船舶曲面外板是MATLAB软件根据船舶型值表,基于非均匀B样条重构的空间离散曲面,离散曲面的曲率估算既对调节活络头角度有影响,也是后期受力分析选取曲率最小处(承重最大处)的依据。由于只知道船舶型值表的离散点数据,故选取广泛应用于离散数据插值的移动最小二乘法进行船舶曲面外板曲率估算并拟合局部曲面。从受力状态分析,胎架承受的船舶曲面自重由活络头传递给胎架,MATLAB仿真基于B样条重构船舶曲面外板,估算船舶曲面外板曲率调节胎架上的活络头,让活络头贴合船舶分段曲面,增加接触面积,均匀载荷分布。
4 过载力保护与调节
4.1 柔性胎架受力分析
在柔性胎架自动调节过程中,每个胎架上的压力传感器是升降定量的重要标准,船舶曲面不同位置会出现不同弯曲,曲率变化较大,而船舶曲面的弯曲程度越大,此处胎架垂直方向上的压力就越大[7]。柔性胎架受力分析图如图8所示。

图8 柔性胎架受力分析图
假设支撑船舶曲面需要n支胎架,每支胎架的受力为Fi(i=1,2,3,…,n)。以曲面弯曲程度最小处(承重最大处)胎架x为例,胎架x处垂直方向的压力为F,胎架x和胎架i的实时高度为H和Hi[7](两者均可由曲面重构的控制顶点坐标得到)。胎架x与胎架i之间的水平间距为Li,经受力分析可得
F+∑Fi=G船板
(1)
根据数学归纳法得到
Fi≈F·cosαi≈F·cosαi′
(2)
F水平≈F·sinαi≈F·sinαi′
(3)

(4)
从而可以得到

(5)

(6)

(7)
4.2 柔性胎架调节
4.2.1 根据垂直方向压力调节胎架高度
胎架i处的理论压力值为Fi(曲率最小处理论压力值对应为F),柔性胎架系统以理论压力值为初始化压力控制基础,自动调节胎架至理论高度。首先,判断胎架上压力传感器监测到的实时压力是否在安全压力范围(0,Fi+emax)内。如果一次性吊装位置不到位,有个别胎架与船舶曲面没有接触,实际受力胎架比计划数目少,每个胎架支柱分担到的船舶曲面重力增加,此时需要向上调节胎架支柱,确保参与受力的胎架数量;如果胎架支柱承重超过Fi+emax,同样需要进行上升调节,一方面调整胎架上的活络头可以增大船舶曲面与胎架形成的角度,控制胎架支柱实际承重在安全压力范围内,另一方面可以调整船舶分段曲面的重心,均衡其他胎架的压力;如果胎架实时压力小于Fi+emax,则需要进行下降调节。其次,船舶分段曲面的吊装属于动态接触,吊装时的动载荷与胎架支柱的结构静载荷相差较大(详情参见动载荷因数),瞬间动载荷具有不确定因素且对结构的破坏也远大于静载荷,胎架上下立柱、底座、丝杠、螺纹的强度和稳定性需充分考虑到动载荷的影响,加大胎架安全压力的范围。
4.2.2 根据水平侧向力调节胎架高度
第4.2.1节提到如果胎架实时压力小于Fi+emax时需进行下降调节。胎架垂直方向上的压力在垂直压力安全范围(0,Fi+emax)内其实并不需要调节胎架支柱高度,但考虑到胎架支柱所受的水平侧向力,若其大于额定安全值,为了防止胎架结构的破坏,则需要保证垂直压力在垂直安全压力范围内并进行下降微调。
胎架高度自动调节考虑因素优先级为垂直压力、水平侧向力、接触面积,当遇到垂直压力和水平侧向力都超标的极端情况时,则需要在危险胎架周围增加临时胎架,保证船舶曲面结构施工阶段的安全。
5 结 语
面向船舶建造的柔性胎架系统具有机电一体化和人工智能化的特点,提出了一种适用于各种船型的数控调形胎架。基于非均匀B样条重构船舶曲面外板,建立数学模型反算控制点,运用移动最小二乘法进行离散数据插值和船舶曲面分段外板曲率估算,将初始化曲面拟合的船舶外板数据导入数控胎架控制系统中进行受力分析并驱动电机和机械传动系统调节胎架,既减少了造船周期和成本,又提高了生产质量、效率,符合当代“绿色造船、数字造船”的船舶业生产要求。本项目下一步准备进行仿真试验添加胎架底盘轨道,扩大胎架的移动范围,完善点位布置的优化。
