C600 小盒透明纸位移式拉线检测装置设计
2020-09-25陈天丽汪魁林云飞桂圆
陈天丽,汪魁,林云飞,桂圆
湖北中烟工业有限责任公司武汉卷烟厂,武汉市东西湖区金银湖办事处环湖路51号 430040
在当前卷烟行业的包装机生产中,C600 型机组是将烟包包裹上透明纸的主流设备,广泛用于国内外各卷烟企业。产品质量的稳定性至关重要,在生产过程中,拉线与盒外透明纸合成切成定长后,送至包装工位的工序中[1-2],由于换料以及设备长期运行出现老化、失效、功能不全等问题,容易产生拉线偏移、断头和缺失等现象[3-5]。目前小透明包装机原机自带拉线检测不稳定易失效,即使将检测器调整到最灵敏位置,也无法满足生产检验需求,出现漏检现象。烟包拉线是烟包透明顺利撕开的保障,拉线偏移、缺失等缺陷将直接导致烟包透明难以撕开,从而导致消费者满意度下降,体验感不足。
为此设计一种高度自动化、检测精度高的C600型机组拉线检测装置尤为重要。其中TA30 透射检测法对这些新型透明拉线的灵敏度明显不足,甚至无法检测,导致误检、漏检的情况出现,严重影响产品的质量[6]。潘安岳[7]采用激光传感器作为检测原件,通过激光发射器发出的激光在透明纸、小盒拉线上反射的激光强弱不同识别有无拉线。李风波等[8]提出一种基于机器视觉技术的拉线检测系统,采用图像采集组件通过工业相机采集待检拉线的图像,通过图像处理技术对采集的图像数据进行处理并判断拉线是否存在缺失、偏移等缺陷。此外周雪军等[9]采用CCD 技术,提高扫描仪扫描的速度及精确度,提高小包拉线检测装置的检测速度与稳定性,除罗海权等[10]采用高精度位移传感器设计条盒拉线检测装置外,其余对于在线位移式数字化拉线缺陷检测则鲜见报道。为提高拉线检测精度,根据现有技术的不足,通过分析小包拉线与小包透明纸合成工序,设计了一种基于位移式传感器为技术方案的C600 小透明包装机位移式拉线检测装置。
1 系统组成
1.1 硬件单元
小盒透明纸位移式拉线检测装置安装在小包机C600 入口转塔小盒透明纸输送位置,主要由检测平台、校准底板、位移检测探头、陶瓷背板和控制器组成,见图1。其中前后检测台之间有一定距离,用于输送小盒透明纸和拉线等材料运行。使用过程中,通过第一调节螺丝调节高精度位移检测探头的位置,通过第二调节螺丝调节陶瓷背板的位置,从而使透明纸一侧抵靠在陶瓷背板上,另一侧与高精度位移检测探头接触,使高精度位移检测探头精确检测到透明纸的厚度,由于带有拉带的透明纸比不带有拉带的透明纸厚,因此可以根据高精度位移检测探头检测到的电压数据判断透明纸上是否有拉带缺失。
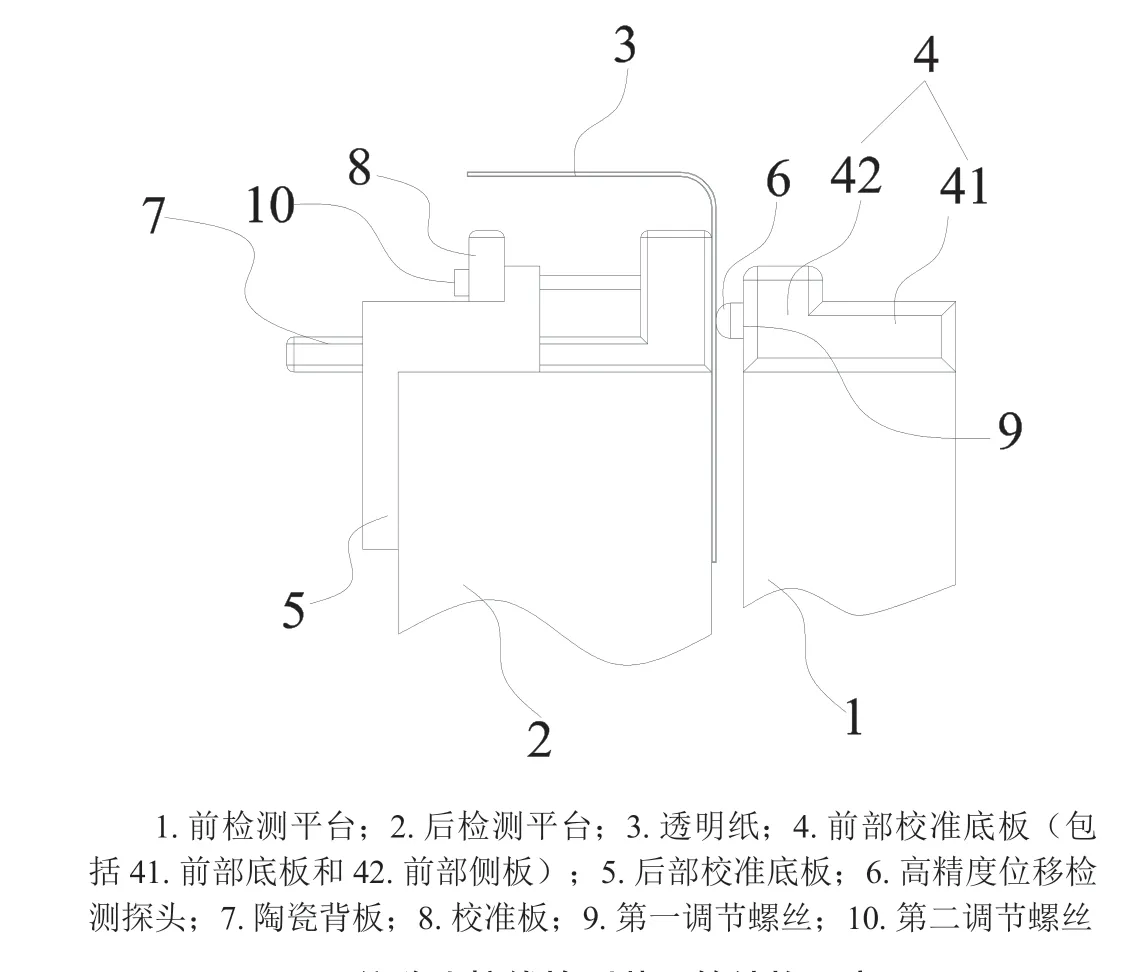
图1 位移式拉线检测装置的结构示意图Fig. 1 Schematic diagram of displacement type tear-tape detection device
陶瓷背板(即测量挡板)为L 形见图2,包括陶瓷底板和陶瓷侧板。陶瓷背板的安装位置和引纸辊绝对垂直,可通过调节螺钉微调后固定。考虑到其耐磨性,由于检测装置灵敏度是微米级,背板轻微的磨损对其灵敏度都有很大的影响,为此采用了洛氏硬度高达80-90HRA 的陶瓷材料制成底板,解决了测量挡板磨损影响测量灵敏度问题。
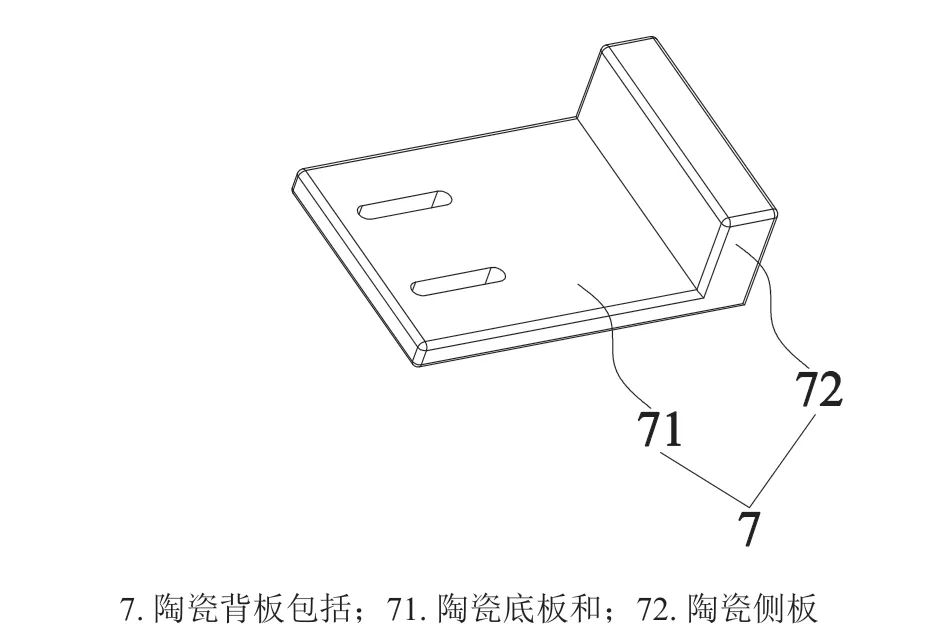
图2 陶瓷背板的结构示意图Fig. 2 Schematic diagram of ceramic back plate
1.2 控制单元
控制单元包括人机界面、上位机软件、电源系统和通讯模块等部分。控制器为SOLARTRON METROLOGY 小型工控机SI3100,高精度位移检测探头为SOLARTRON METROLOGY 高精度位移传感器AX/0.5/S。此传感器采用电磁感应原理见图3,其内置线圈分为初级激励线圈和2 个次级线圈,其移动芯处于不同的位置,可以检测其输出电压见图4。图4 的检测可以看到,其变化位移和输出电压成线性关系。此LVDT 传感器的分辨率可以高达0.1μm,传感器的测量重复性<0.15 μm,传感器的精度为读数的0.5%。

图3 位移传感器电磁感应原理图Fig. 3 Schematic diagram of electromagnetic induction of displacement sensor

图4 位移传感器原理图Fig. 4 Schematic diagram of displacement sensor
SOLORTRON METROLOGY 小型工控机SI3100有双通讯口,通讯口1 与SOLARTRON METROLOGY高精度位移传感器连接通讯,控制组件通过位移式传感器检测技术对采集的信号进行处理转化成数字,数字与设定上下限阀值对比并判断拉线是否存在缺失、偏移、折叠等缺陷,根据判断结果通过通讯口2 向包装机组原机预留拉线检测控制系统发送相应电平信号。包装机组控制系统在接收到检测器发送的剔除信号后,在剔除口把缺陷拉线对应的产品剔除,并实现连续拉线缺陷的报警停机功能。
1.3 人机界面的参数设置
人机界面的功能是下发设置参数和控制相应单元运动,同时接收检测数据,并显示在人机界面上见图5。在设置检测装置检测参数前,首先进行零位校准,即在没有透明纸和拉线的前提下,合上压纸棍并锁紧,使得测量的位移数字显示“+0.000 mm”。完成零位校准后设置剔除上下限,一般以正常透明纸合成拉线厚度的中心值为基准,如一张透明纸的厚度测量值一般在0.022 mm 左右,一张拉线的厚度测量值一般在0.033 mm 左右,则一张透明纸合成拉线的厚度测量中心值为0.055 mm 左右。下限值设定为:中心值-0.020 mm,上限值设定为:中心值+0.015 mm,因此剔除上下限设置为(0.035~0.070)mm。下限值决定了拉线缺失、偏移的检测灵敏度,上值决定了透明纸接头检测的灵敏度,由于透明纸比拉线薄,因此上下限设置不是对称区间。

图5 人机界面设置的结构示意图Fig. 5 Schematic diagram of HMI parameter settings
2 应用效果
2.1 试验设计
试验材料:卷烟小包透明纸:117*21 高亮度收缩BOPP 膜,拉线:2.0*5000 普通拉线,拉线宽度为2 mm。(由卷烟厂提供)。
测试环境:在车速满速运行380 包/分钟稳定运行30 分钟情况下,再进行试验,机电维修工调试设备使得盒拉线汇合透明纸位置在产品设计范围内,固定拉线和透明纸引纸辊和引拉线支架不动。
(1)试验1
试验设备:C600 型机组安装成像式拉线检测装置(上海烟草机械有限责任公司)。
测试方法:人为每隔2 分钟制造透明纸拉线断残(拉线断开距离为1 cm~2 cm)4 次,人为每隔2分钟制造小包透明纸拉线偏移(用直尺量拉线分别向左、右偏离固定位置2 mm、4 mm 各4 次)共16次,人为每隔2 分钟制造小包透明纸拉线折叠(长度1 cm~2 cm、厚度0.033 mm 的1 根拉线粘在另一正在运行的拉线上面)共4 次,设备正常运行后,检查CH 出口接烟盒缺陷烟包数量。
(2)试验2
试验设备:C600 型机组安装位移式拉线检测装置(上海烟草机械有限责任公司)。
测试方法与试验1 方法相同。
2.2 数据分析
根据试验1、2 测试方法对卷烟小包拉线缺陷测试并进行对比得到表1。由表1 可知,原成像式拉线检测装置能够对小包拉线断残、偏移缺陷进行部分检测识别。在CH 剔除口缺陷收集盒中,有4 包透明纸拉线断残(拉线断开距离为1 cm~2 cm)烟包,11 包透明纸拉线偏移烟包,0 包透明纸拉线折叠烟包,拉线偏移(2 mm)缺陷检测准确率为37.5%,拉线折叠缺陷检测准确率为0%。

表1 两种检测装置小包拉线缺陷识别结果对比Tab. 1 Comparison of the recognition results of the small package tear-tape defects of the two detection devices
该位移式检测装置能够准确地对所有小包拉线断残、偏移和折叠缺陷进行检测识别。在CH 剔除口缺陷收集盒中,有4 包透明纸拉线断残(拉线断开距离为1 cm~2 cm)烟包,16 包透明纸拉线偏移烟包,4包透明纸拉线折叠烟包,检测准确率达到100%。
综上所述:原成像式拉线检测装置仅对小包拉线缺陷进行局部辨识,且检测精度无法用数据精细化,存在调校凭手感和经验。使用该位移式拉线检测装置后,检测准确率均达到100%,整体检测准确度上升,缺陷识别率提高。
3 结论
(1)本文采用位移式传感器设计了一种C600 型机组位移式拉线检测装置。通过位移式传感器识别卷烟小包拉线和透明纸汇合后的厚度变化检测烟包生产过程中的常见拉线偏移、缺失、接头等多种缺陷,可有效实现拉线缺陷检测技术由手感化到具体数值化的转变,提高产品包装质量。
(2)检测器采用数字处理技术,使整个系统可以在一个较宽的范围内进行调整。根据位移变化判定拉线检测结果,拉线颜色的变化对检测效果无影响,故可用于多种颜色拉线的检测。
(3)以卷烟厂模拟拉线缺陷进行测试,结果表明位移式拉线检测装置检测精度在透明纸拉线偏移(左右偏移2 mm)及透明纸拉线折叠明显高于成像式拉线检测,可达到100%。该装置有效提高了包装设备的数字化生产水平,可在所有C600 型机组设备上推广应用。
