GDX2包装机储烟库的改进与应用
2015-12-03白俊奎
白俊奎
(河南中烟工业有限责任公司许昌卷烟厂,河南许昌 461000)
GDX2包装机储烟库的改进与应用
白俊奎
(河南中烟工业有限责任公司许昌卷烟厂,河南许昌461000)
为消除卷烟包装透明纸磨损,避免缺陷产品流入市场,损害消费者利益。根据设备工作原理和现状,对包装机储烟库装置进行了改进设计,有效避免了储烟库底层烟包的磨损,使因摩擦产生的不合格烟包由平均每天45盒左右减少为0,避免了烟包磨损产品质量问题的发生,并且节省了操作工的劳动强度,有效提升了质量保障能力。
卷烟包装机储烟库烟包磨损
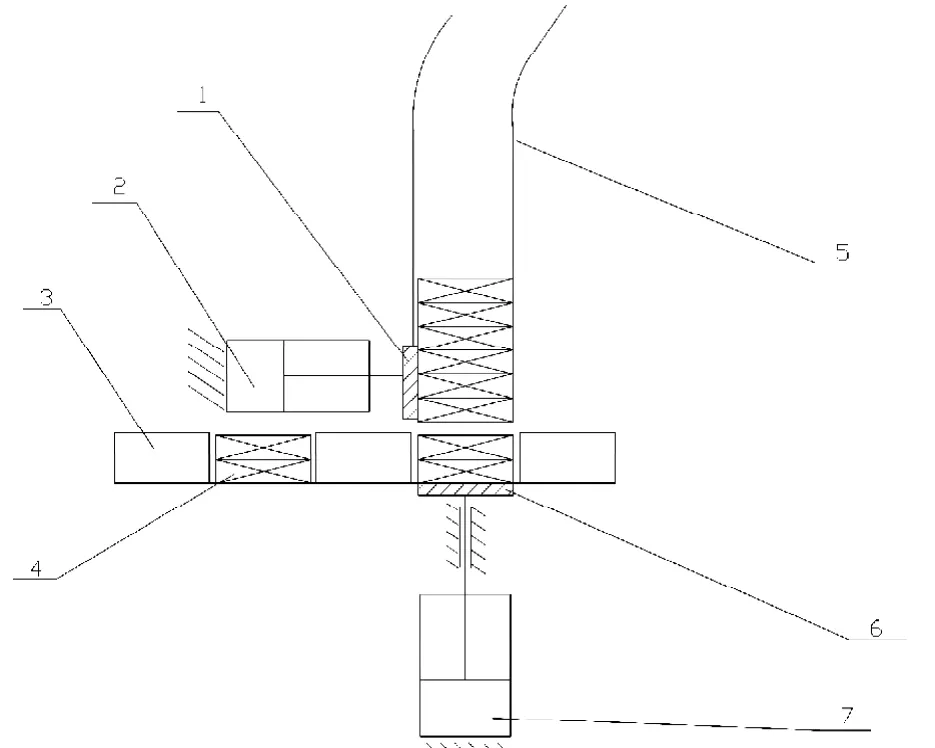
图1 烟包补充装置改进后示意图

图2 烟包补充装置改进优化示意图

图3 改进后烟包补充气动原理图
由于高速流水线作业,在卷烟包装过程中不可避免的会出现质量缺陷品,为维护消费者利益,在设计时就在包装机安装有各种检测装置,在包装成型前将有缺陷的烟包自动剔除。同时又在条盒包装工序前设置了一个补烟装置—储烟库,当发生烟盒剔除时,由控制装置发出信号,在进入条盒包装机前的转塔处进行自动补烟,避免出现缺盒等问题。但是在产品抽检时经常发现小盒透明纸有许多磨擦痕迹,甚至有磨烂现象,严重影响产品外观质量。据统计,该问题占全年烟包缺陷总数量的24.3%,不容忽视。经过问题排查,该问题主要发生在储烟库补烟之后,且各个机台问题发生的规律相同。为此对该装置结构和工作方式进行了分析,并针对性进行了改进,使问题得到彻底解决。
1 存在问题分析
储烟库安装在烟包通道上,可竖放三十多包烟,其工作原理是当转塔上缺少烟包后,利用烟包的自重作用,由最下层烟包依次落下填充到缺烟的转塔烟槽中。但是从原理上分析,当生产中长时间没有烟包剔除,即长时间不需要补充烟包时,储烟库里面最底层一盒烟包会与转塔内烟包不断接触摩擦,根据当前包装机运行速度计算,每分钟大概摩擦200多次,极易使小盒烟包透明纸磨损甚至破损。为验证该推论,人为按不同时间间隔设置缺陷进行烟包剔除,同时查看烟包的磨损情况,烟包剔除间隔时间从9分钟至44分钟分别进行,通过试验收集的数据可以看出,储烟库烟包表面磨损与时间成正相关关系,剔除时间小于20分钟,烟包没有发生磨损。超过20分钟没有烟包剔除,即不需要补烟,储烟库烟包表面开始出现轻微磨损,且时间越久,烟包磨损的越严重。超过40分钟没有补烟,储烟库烟包已经出现严重磨损现象。由跟踪统计可知,平均每天每个机台由此磨损的烟包数量在45盒左右,为造成烟包磨损的主要因素。目前对于此类问题的解决办法主要进人工或自动定期剔除,但时间不好把握,控制精度不高,容易出现漏剔或误剔。还需要从原理上进行分析和改进,使问题彻底解决。
2 改进方法
根据原理分析可知,要想避免补偿烟库底部的储备烟包与合格烟包之间产生摩擦,最好的办法就是将补偿烟库底部的储备烟包与输出转盘中的合格烟包之间留出一定的间隙。因此,在储烟库底部通过弹簧和气缸设计一夹烟器,采用气夹紧并提升烟包的方法,使储烟库里待补烟包和烟道上流动烟包分离,不会发生磨擦,这样储烟库烟包表面也就不会磨损。如图1所示。
其工作原理是如下:设备在运行中当烟包被剔除后,当空模盒运转到补充工位时电器控制器发出信号,使气缸(2)工作,气缸的活塞带动夹紧板(1)运动松开夹紧的烟包,烟包靠自身重量补充到空模盒内,达到补偿烟包的目的。当烟包补偿到模盒中后,电气控制使气缸(7)工作,气缸的活塞向上移动,带动提升板(6)向上运动,将烟包提升超出转盘底平面约8mm后,电器控制使气缸(2)再次工作,重新夹紧烟包。等烟包夹紧动作结束后,电器控制使气缸(7)再次工作,气缸活塞带动提升板向下移动复位,达到需补充的烟包与运行中的烟包和模合分离的目的。改进后应用效果明显,但是该控制思路设计的独立动作过多,在保证每个动作的同步协调上较难达到预期效果,需要重新设计电路信号,并对电控M icro II系统进行编程等技术。
为此,对改进方案又进行了优化。即使用4个微型气缸,其中2个
············对烟包进行夹持,另外2个对烟包进行提升,见图2。当机器正常运转时,气缸1,4夹紧烟包,气缸2,3向上提起。当有不合格烟包被剔除需要补充烟包时,气缸2,3向下顶出,气缸1,4松开烟包,烟包依靠自身重力落入模盒内。此后,气缸l,4再次夹紧烟包,同时气缸2,3向上提升。因此烟库底层的烟包与模盒内烟包之间始终保持一定的间隙,避免了磨损。
由于实现了机械构件的巧妙设计,所有零部件不存在与流水线的运动体空间相互交错的内容,所以在能保证烟包及时释放补充的前提下,基本无其它相关控制要求,,可以脱离GD的编程控制模式以外围设计电路来实现检测及控制功能烟包补充过程快速且能满足设备高速生产运行的技术要求。控制夹紧、提升气缸的气动原理见图3。由一只二位五通电磁阀Y 1控制2只夹紧气缸,另一只二位五通电磁阀Y 2控制2只提升气缸,其中的单向节流阀用来调节气缸的进退快慢。当检测器检测到空模盒时,电磁阀Y1得电,左右夹紧气缸松开烟包,烟包下落到空模盒中;延时0.5ms后,电磁阀Y2得电,左右提升气缸向下运动。当补包完成后,电磁阀Y l失电,左右夹紧气缸夹紧烟包;延时0.5ms后,电磁阀Y 2失电,左右提升气缸将烟包向上提升,完成整个补包过程。
3 效果验证
硬盒包装机组补偿烟库改进后,有效避免了补偿烟库底层烟包的磨损,且结构简单,装拆方便,性能可靠稳定。在实际使用过程中,因摩擦产生的不合格烟包由平均每天45盒左右减少为0,较好地解决了补偿烟库烟包磨损问题,避免了烟包磨损产品质量问题的发生,并且节省了操作工的劳动强度。
4 结语
通过项目的实施,较好地解决了补偿烟库烟包磨损问题,同时也存在不足,该改进适用于硬盒包装,对软盒烟由于其可承受支撑力不够大,不能采用此种改进方法。还需要进一步寻找适合软包设备的改善方法。
