MAG活性气体保护焊在09MnNiDR低温压力容器中的应用
2020-09-24高申华
高申华
(中石化南京化工机械有限公司, 江苏 南京 210048)
随着社会经济和科技的发展,国内外石油、化工技术和设备得到了长足的进步,压力容器向着大型化、高参数和高寿命的方向发展,一些大型、低温、深冷压力容器在石油炼化行业应用越来越多,低温材料的优质高效焊接加工技术成为焊接研究的重要课题。
我公司承接了某煤炭深加工示范项目中的四台低温塔器制造任务,该塔器见图1,主体材质为09MnNiDR低温钢,筒体壁厚95mm,塔器直径4000mm,设备总长86374mm,最低操作温度-62.4℃,最高操作压力5.46MPa,设计温度60℃/-70℃,设计压力为6.7MPa,介质主要是甲醇、净化气、变换气等,毒性危害程度中度,爆炸危险程度易爆。该低温塔器塔盘支撑圈每台有70多层,还有大量的内件、外部预焊件及吊柱部件等,因此焊接工作量巨大。由于制造工期紧、任务重,采用传统的焊条电弧焊焊接,生产效率低,无法满足进度要求。而MAG焊较焊条焊能提高3-4倍效率,因此采用MAG活性气体保护焊进行了09MnNiDR低温钢焊接工艺试验及工艺评定,并且应用于塔盘支撑圈、内件、外部预焊件及吊柱部件的焊接。

图1 塔器外形图
1 试验材料及方法
1.1 试验材料
依据NB/T 47014-2011《承压设备焊接工艺评定》的有关规定及塔器技术条件要求进行焊接试验,评定试验用母材材质为09MnNiDR低温钢,09MnNiDR低温钢的化学成分和力学性能见表1和表2;评定试板厚度:36mm;试板坡口形式为X形,坡口形式具体见图2。根据铁素体型低镍低温钢保证足够的低温冲击韧性的选材原则,选用的焊丝型号为ER55-Ni3,焊材的化学成分和力学性能见表3和表4。由于初次采用MAG焊焊接低温钢类材料,所以选择了两个国内知名厂家(A厂家和B厂家)的焊材分别进行焊接试验,对比分析两个厂家焊材性能方面的差异,以优先选择性能好的焊材用于实际生产。

表1 09MnNiDR低温钢的化学成分 (质量分数%)
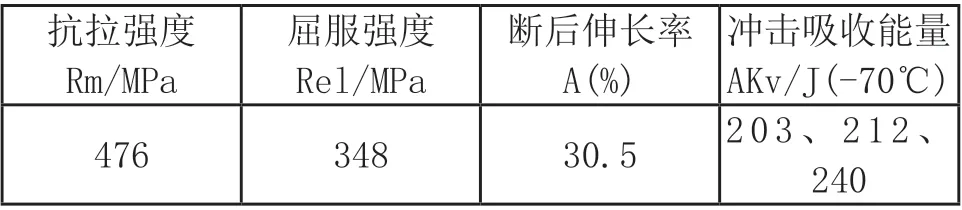
表2 09MnNiDR低温钢的力学性能
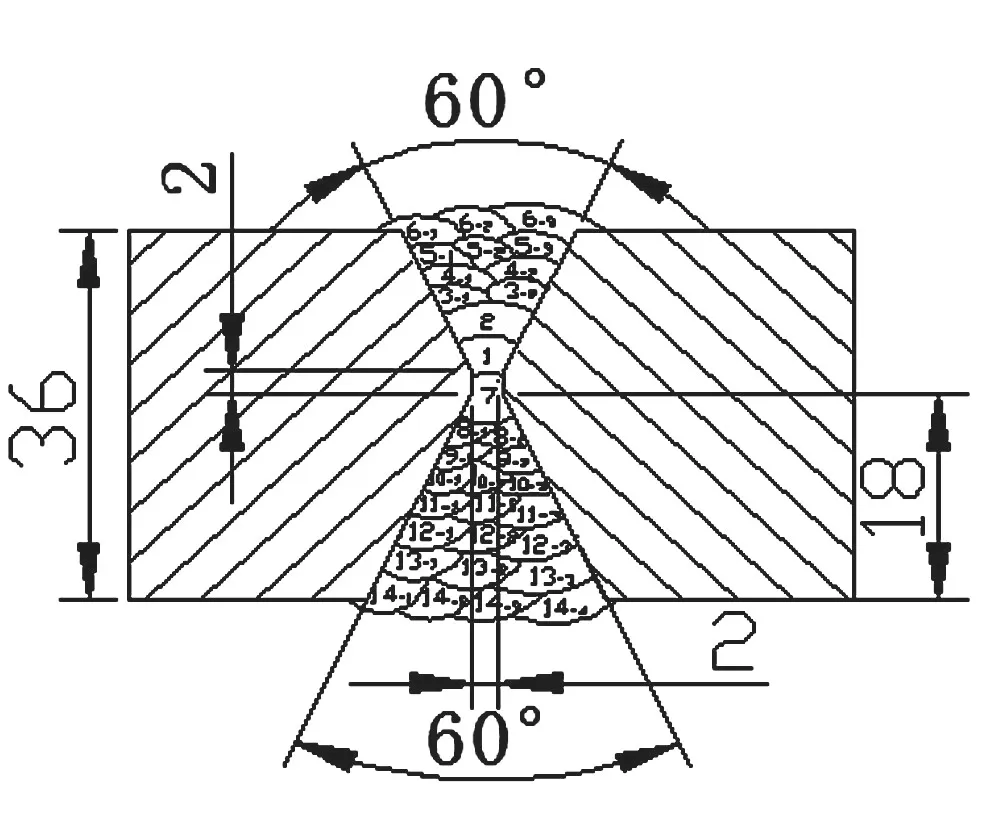
图2 试件的坡口形式图

表3 试验用焊丝ER55-Ni3的化学成分 (质量分数%)

表4 试验用焊丝ER55-Ni3的力学性能
1.2 试验方法
MAG熔化极活性气体保护焊是在惰性气体中加入一定量的氧化性气体(又称活性气体)作为保护气体进行熔化极气体保护焊,焊接时氧化性混合气体的种类及比例影响着熔滴过渡和电弧燃烧的稳定性、焊缝形状及外观、焊缝的冶金质量、焊接缺陷以及焊接接头的综合机械性能等方面。基于以上因素,保护气体配比种类及比例尝试以下两种:95%Ar+5%CO2和80%Ar+20%CO2,试验时95%Ar+5%CO2保护气体焊接的A、B两个焊材厂家试板编号分别为A1、B1,采用80%Ar+20%CO2保护气体焊接的A、B两个焊材厂家试板编号分别为A2、B2。4件试板的焊接工艺参数见表5。

表5 焊接工艺参数
2 试验结果及分析
2.1 试验结果
采用A、B两个厂家焊材及两种混合保护气体分别进行了工艺评定试板的焊接,焊接的4组试板外观检查合格,无裂纹等缺陷,并按NB/T 47013《承压设备无损检测》进行100%射线检测和磁粉检测,A1、B1、A2三件试板射线检测焊缝等级为Ⅰ级,B2试板射线检测焊缝等级为Ⅱ级。磁粉检测4件试板全部为Ⅰ级。4件试板在620±20℃/12h热处理后,按NB/T 47014-2011《承压设备焊接工艺评定》和产品技术条件进行了力学性能检验,拉伸和弯曲试验结果见表6,低温冲击试验和硬度试验结果见表7,力学性能试验结果均合格。

表6 拉伸和弯曲试验结果

表7 冲击和硬度试验结果
2.2 试验分析
2.2.1 从试验数据可以看到,四件评定试板抗拉强度均高于母材的标准规定最小抗拉强度值,弯曲试样均无缺陷,-70℃低温冲击试验值大于47J,焊接接头具有足够的韧性,焊缝金属化学成分、焊接接头性能均满足NB/T 47014-2011的有关规定及塔器技术条件要求。
2.2.2 四件评定试板焊接采用的设备、工艺参数、热处理等条件均相同,且由同一名焊工所焊接,但是不同厂家相同型号的焊材在力学性能试验上有所差异,从试验的数据可以看出,B厂家评定试板抗拉强度值高于A厂家,-70℃低温冲击试验值B厂家低于A厂家,综合机械性能对比A厂家的要优于B厂家。
2.2.3 在优选匹配的焊接材料基础上,为了避免焊缝金属和热影响区形成粗晶组织而降低低温韧性,应该尽量采用快速多道焊,并严格控制焊接热输入量和道间温度,这也是提高低温材料焊缝韧性的关键因素。
2.2.4 评定试板采用了两种配比比例的保护气体,95%Ar+5%CO2保护气体焊接时,电弧有点漂荡,熔池中的铁水的流动性差一些,易在坡口边缘和层间产生熔合不良现象;采用80%Ar+20%CO2焊接时,电弧比较稳定且焊缝成形优良,分析认为是由于CO2比例大时,可以改善Ar气比例大时呈蘑菇状的焊缝截面形状,这样焊缝呈扁平形且熔深大,能够加大熔滴和熔池的表面张力,防止产生道间和层间未熔合缺陷,降低焊工操作难度。
2.2.5 焊接试板的焊缝表面成形和颜色方面,A厂家的焊缝纹路要细密一些,而且表面呈光亮的白色,B厂家的焊缝颜色有点灰暗,焊缝纹路粗大,所以A厂家的焊材工艺性能好于B厂家。
2.2.6 两个厂家焊材的综合机械性能和工艺性都能满足塔器技术条件要求,均可用于实际产品的焊接。在对相关试验数据及焊缝成形等综合分析的基础上,本着性能优先的原则,选用了A厂家的焊材进行产品的焊接。从减少未熔合等缺陷、提高焊接接头综合机械性能方面考虑,决定采用80%Ar+20%CO2混合保护气。同时,由于CO2气体价格比Ar气体格低,大规模应用于实际产品焊接时成本更经济。
3 结论
通过对09MnNiDR钢的焊接工艺性能试验和焊接工艺评定,各项技术指标满足设计和技术条件的要求,证明所选用的焊接方法、焊接材料及焊接工艺正确合理,符合产品设计的各项技术指标,因此MAG活性气体保护焊完全可以应用于低温压力容器的焊接。
四台低温塔器的塔盘支撑圈、内件、外部预焊件及吊柱等部件采用MAG焊方法进行焊接,焊缝表面100%检查无裂纹、咬边和气孔等缺陷,焊接接头的硬度值HBW≤200(单个值),焊缝按NB/T 47013《承压设备无损检测》进行100%磁粉检测,Ⅰ级合格,焊缝的质量达到了设计及工艺图纸要求。
采用MAG焊接变形小于焊条电弧焊,有利于塔盘支撑圈、内件、外部预焊件及吊柱等部件组对焊接尺寸的控制,四台低温塔盘支撑圈等部件焊后测量尺寸在图纸允许的公差范围内。
MAG活性气体保护焊替代焊条电弧焊的优越性是焊丝不需要烘烤,节省了焊材烘烤时间和电能;且MAG焊焊丝连续送给,省去了焊条焊更换焊条及清理焊渣等辅助时间,焊接效率比焊条焊提升了近4倍,大大降低了人工成本,提高了设备制造进度,取得了理想的经济效益和社会效益。
◆参考文献
[1] 曾乐主编. 现代焊接技术手册[M].上海:上海科学技术出版社,1993.
[2] 陈祝年主编. 焊接工程师手册[M].北京:机械工业出版社,2009.