玻璃立体式分片系统的设计与研究
2020-09-23许海艇尉少坤
许海艇,尉少坤,程 明
(中国建材国际工程集团有限公司,蚌埠 233010)
当前在高端的玻璃生产加工领域,随着生产效率不断提高,玻璃厚度越趋向2 mm以下发展,产品的规格越趋多样性,通常需要输送每组三片及其以上的玻璃板规格,且每组玻璃规格也不一定相同,为满足生产最小规格玻璃取片要求,需将成品玻璃分送至几个支线上或者延长冷端生产线长度[1],增加取片工位的方法保证取片周期。目前国内外普遍主要采用的解决方式包括,采用传统的90°转向输送装置的方式,虽然结构简单、使用方便,但是转向周期较长,只有两组玻璃时间间隔在5~10 s,才能将玻璃顺利转入支线输送辊道,对于两组玻璃最短间隔3 s左右,此方式已经远远无法满足使用要求;采用双层辊道的方式,利用一段很长的输送辊道倾斜一定的角度,逐渐过渡到下层的转向输送装置上,此种方式对于空间要求有局限性,且结构复杂稳定性相对较差。
该文鉴于目前技术存在的不足之处,研究分析了玻璃立体式分片系统的主要结构组成和工作原理[2],提供了一种能够满足速度快周期短玻璃分片输送的解决方案。
1 总体机构与工作原理
1.1 总体结构
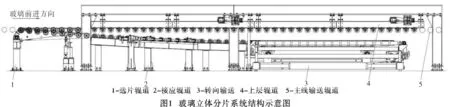
该系统包括选片辊道、接应辊道、上层辊道、转向输送辊道、控制系统等组成。选片辊道能实现与主线输送辊道辊面标高一致或向下摆动呈一定倾斜夹角的功能;接应辊道能够完成倾斜一定角度与选片辊道摆动的夹角保持一致;上层辊道为吊挂式结构,辊面标高与主线输送辊道一致,下层部分能够保证接应辊道和转向输送装置输送玻璃畅通无阻;转向输送装置作为接应辊道与支线输送辊道的中继站,前端衔接接应辊道,后端连接支线输送辊道。选片辊道、接应辊道和转向输送三者沿着玻璃前进方向依次布置,其中选片辊道处于主线输送辊道中间,而接应辊道和转向输送装置置于上层辊道的正下方,控制系统部分根据实际需要现场布置。玻璃立体式分片系统结构如图1所示。
1.2 工作原理
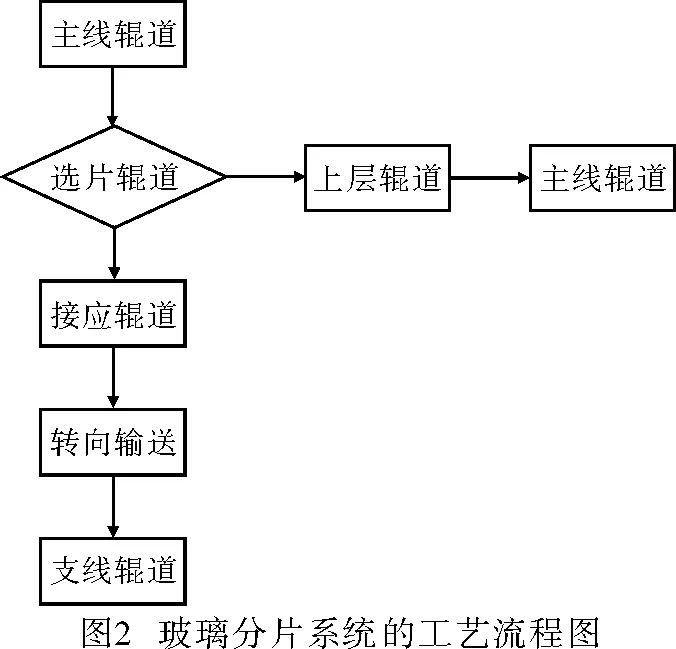
当玻璃板到达选片辊道前,由控制系统告知选片系统此组玻璃板输送目的地:主线输送辊道或者支线输送辊道。若选择主线输送辊道方向,选片辊道保持水平状态与上层辊道标高保持一致,驱动玻璃板经由上层辊道向后段主线辊道继续输送;若选择支线辊道方向输送,玻璃板将输送至选片辊道设定位置,由选片辊道的起落机构下落摆动一定角度,驱动的玻璃板也随之倾斜相对应的角度,与此同时接应辊道和转向输送装置的升降皮带输送辊道均以和选片辊道相同的线速度运转,处于待片状态。当玻璃板经过接应辊道输送后,到达转向输送装置的升降皮带输送辊道设定位置,升降皮带辊道停止运转,然后下降至固定输送辊道的辊面以下,玻璃板由固定输送辊道托住,随后固定输送辊道启动运转,玻璃板沿垂直于进入转向输送辊道的方向输送出去,玻璃板后沿离开固定输送辊道后,升降皮带辊道升起并再次运转,等待下一组玻璃板进入。简单的工艺流程如图2所示。
2 主要结构设计和研究
2.1 选片辊道
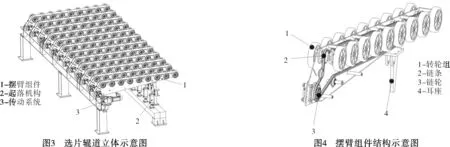
选片辊道[3],包括若干平行间隔布置且方向垂直于玻璃运行方向的摆臂组件;起落机构置于摆臂组件正下方,起到带动摆臂组件上下摆动的作用;传动系统通过链条传动驱动摆臂组件的转轮组运转进而带动玻璃前进。选片辊道立体结构如图3所示。
摆臂组件包括一个主动链轮、若干张紧链轮、若干从动链轮和转轮组,通过链条连接组成链条传动;起落机构,由气缸和置于摆臂组件下方的耳座连接,从而组成一个独立的选片辊道单元,耳座位于两个导向滑块之间,从而保证摆臂组件上下自由移动,克服其左右方向上的位移,有利于摆臂组件摆动的稳定性;伺服驱动系统,由伺服电机驱动传动轴串联摆臂组件的主动链轮所构成的链条传动系统,从而带动与从动轮同轴的转轮组运转,能够准确对玻璃板跟踪定位。摆臂组件结构如图4所示。
选片辊道可根据玻璃板规格、位置、等级等信息,控制系统通过一体化的集成阀岛,集中控制起落机构的不同动作组合,自动控制的玻璃板相对应的摆臂组件 (根据玻璃板的规格确定摆臂的数量及组合)同时落下或者升起,每组包括若干个摆臂组且各摆臂动作同步一致,从而完成选择不同规格玻璃,为玻璃板选择目的地。
选片辊道摆动角度较小,垂直起落机构运行稳定,玻璃可以被平稳摆下,不会造成玻璃表面擦伤或引起破碎;选片辊道长度短,升降行程小,玻璃通过需要的时间短,满足了周期小的玻璃安全通过的要求。
2.2 接应辊道
接应辊道[4],包括若干平行间隔布置的输送辊;动力系统由伺服电机、锥齿轮传动机构、传动轴等组成,伺服电机通过联轴器将动力传至传动轴,锥齿轮传动机构的主动轮固定在传动轴上、从动轮固定在输送辊端部,主动轮与从动轮啮合,从而驱动输送辊转动以达到输送玻璃的目的;机架起到支撑输送辊和动力系统的作用,沿玻璃运行方向向下呈一定倾斜夹角。接应辊道的立体结构如图5所示。

接应辊道位于上层辊道的正下方,分成三段的结构形式布置,倾斜角度依次减小,每段接应辊道之间设置成特定角度,既可以平稳高效的承接选片辊道输送的玻璃,又可以将玻璃稳定快速的输送给转向输送辊道。此外接应辊道由多段组成,每段辊道独立配置伺服传动系统,此种处理方式可以满足两组以上的玻璃在此区间内完成玻璃成组,第一片需要成组的玻璃到达后,停止在第二和第三段辊道上待片,当第二片需要成组玻璃到达时,二者同时加速输送至后续辊道。
接应辊道采取减小相邻辊间距的措施,使得玻璃运行更加平稳;每段辊道的倾斜角度呈微小递减变化,既不会对玻璃输送产生不良影响,又实现了第三段接应辊道与升降输送皮带的夹角较小,玻璃进入升降输送皮带时沿垂直方向的能量分解较小,有效地避免了玻璃对皮带表面造成的划伤,大大的延长输送皮带的使用寿命。
2.3 上层辊道
上层辊道包括立柱、横梁、吊挂梁、输送辊等。立柱直接固定在地面上,横梁安装固定在立柱上,吊挂梁固定在横梁两侧,沿玻璃输送方向延伸,输送辊通过两端的轴承座安装于两侧的吊挂梁。为了保证辊道运行平稳,主体结构采用H型钢,两侧的吊挂梁可上下调节。第1根输送辊采用全硫化橡胶辊,相比其它输送辊可选择较小的外径,可由电机等直接驱动,第1根和第2根输送辊之间可采用同步带方式传动,其余输送辊可采用非硫化橡胶辊。传动方式采用锥齿轮传动结构,与接应辊道处理的方式相同。
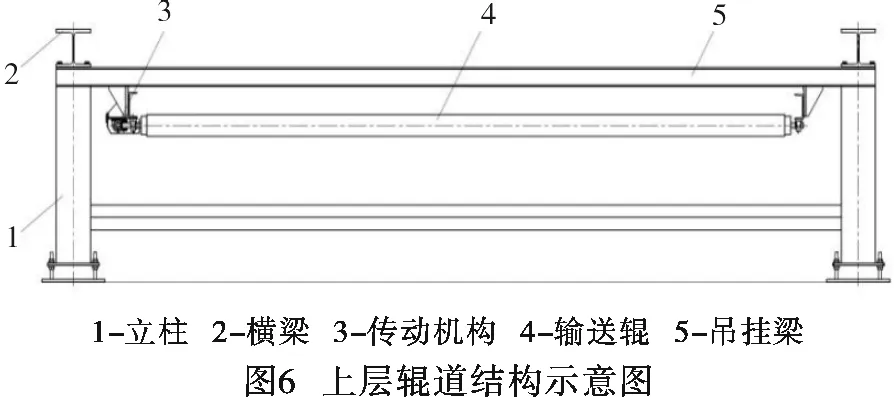
吊挂辊道第一根输送辊采用全硫化橡胶辊,此种材质可以做到辊芯与其它辊子相同的同时,辊外径较小,为接应辊道端部让出上方空间,保证玻璃向接应辊道输送时不会与吊挂辊道干涉。
2.4 转向输送辊道
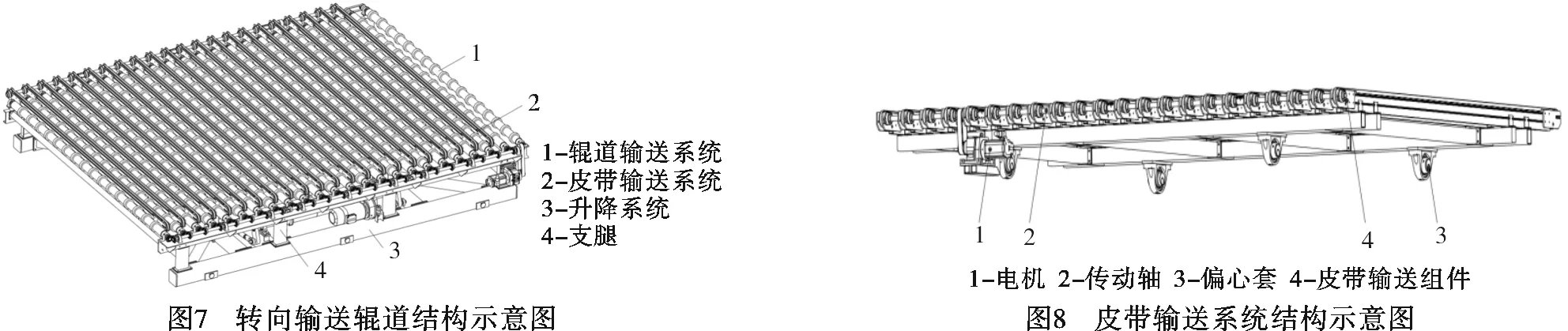
转向输送辊道由辊道输送系统、皮带输送系统、升降系统组成。辊道输送系统,包括若干垂直于接应辊道中心线平行间隔布置的输送辊;皮带输送系统包括平行间隔布置的多个皮带输送组件,输送辊和皮带输送组件在水平方向交错间隔设置;升降系统包括升降机构和驱动电机,其中皮带输送系统安装在升降机构上,随升降机构做上下移动。转向输送辊道结构如图7所示。
伺服电机通过同步带将动力传至传动轴,锥齿轮传动机构的主动轮固定在传动轴上、从动轮固定在输送辊端部,主动轮与从动轮啮合,从而驱动输送辊。输送辊和动力系统固定在横梁上,横梁通过支腿固定在升降系统的机架上。皮带输送系统[5]包括平行间隔布置的多个皮带输送组件,输送辊和皮带输送组件在水平方向交错间隔设置,伺服电机通过同步带驱动传动轴所串联若干皮带输送组件主动轮,带动所有皮带输送组件同时运转,实现玻璃在皮带上输送。皮带输送系统如图8所示。
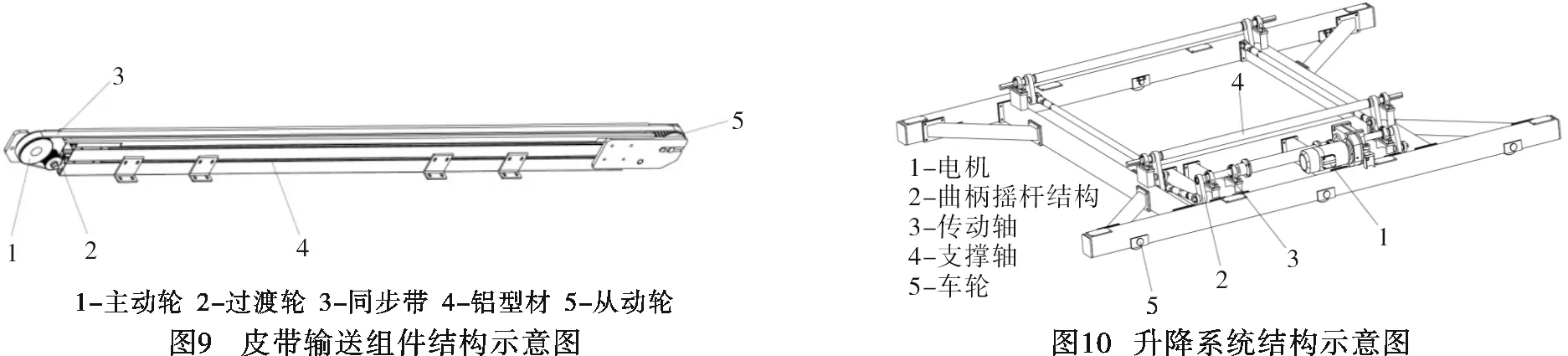
皮带输送组件包括主动轮、从动轮、同步带、铝型材、从动轮等。主动轮和从动轮之间为输送段,主动轮和过渡轮通过支撑板固定在铝型材,一端位于输送端上方靠近接应辊道一侧,另一个过渡轮和从动轮通过支撑板固定在铝型材另一端位于输送端下方。整体的框架采用铝型材的形式,大大降低了升降系统的负载。皮带输送组件结构如图9所示。
升降系统[6]采用四连杆机构运行形式实现升降动作,包括两组曲柄摇杆机构、两个支撑轴、传动轴和升降电机,电机位于两组曲柄摇杆机构之间,通过传动轴连接两端的曲柄,四个摇杆分别布置于两个支撑轴两端,通过拉杆连接曲柄与摇杆、摇杆与摇杆。皮带输送装置底部安装有内嵌偏心套的轴承座[7],四个轴承座固定在升降系统支撑轴两端。升降电机通过传动轴驱动曲柄转动,曲柄通过拉杆带动摇杆,随之摇杆带动与之同轴的偏心套转动,从而实现皮带输送系统上下位置移动,开始位置低于输送辊面,结束位置高于输送辊面,略低于接应辊道末段辊面最低点。此外,升降系统机架下方设置有车轮组,当需要检修维护时,便于整体拉出。升降系统结构如图10所示。
升降机构简单可靠,行程控制准确,升降周期精确。升起后的输送皮带上表面比第三段接应辊道的辊面最低点略低,此种方式的处理使玻璃前沿与皮带的实际接触点后移,借助玻璃本身和皮带本身的弹性,消减玻璃前沿接触皮带时产生的冲击力,有效地预防了玻璃啃皮带现象的发生,延长了皮带的使用寿命。
2.5 控制系统
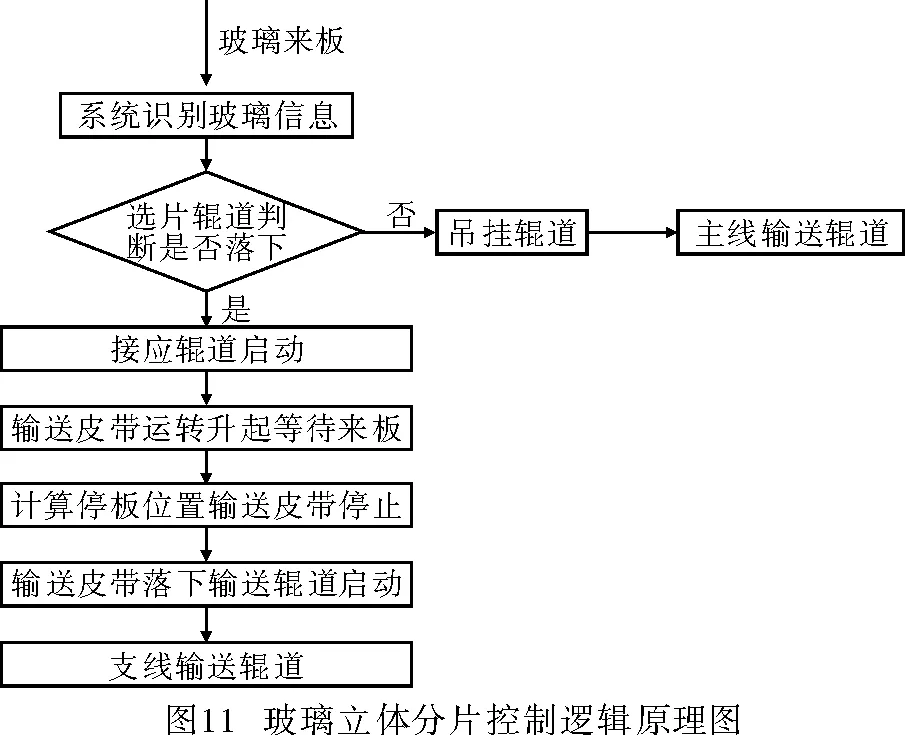
为了满足系统需要,开发了一套智能的玻璃立体分片控制技术,其控制逻辑原理如图11所示。辊道输送和皮带输送均采用伺服驱动系统,采用光电开关精确检测玻璃片前端位置。采用位置跟踪技术,能够实现对停片精度的控制,分片的位置控制也采用板位识别与跟踪的控制方法。
3 结 论
玻璃立体分片系统同时沿着相互垂直的两个方向交叉输送玻璃,满足生产线玻璃高速生产时分片需要,优化冷端布置总体布局。目前在汽车玻璃生产线得以广泛的应用,可以在主线输送辊道上设置若干套这种立体分片辊道,根据玻璃信息按预定目的地发至主线输送辊道或者多条不同的支线输送辊道,实现速度快、规格小、周期短玻璃的输送。
