基于絮团弦长测定的全尾砂絮凝沉降行为
2020-09-21阮竹恩吴爱祥王建栋尹升华
阮竹恩,吴爱祥,王建栋,尹升华,王 勇
1) 北京科技大学土木与资源工程学院,北京 100083 2) 北京科技大学金属矿山高效开采与安全教育部重点实验室,北京 100083
膏体充填已经成为治理采空区和尾矿库灾害、实现矿山绿色开采的重要手段之一[1−2]. 膏体充填的其中一项核心技术是全尾砂深锥浓密,即通过向来自选厂的低浓度全尾砂料浆中添加高分子絮凝剂实现快速沉降、再通过深锥浓密机实现全尾砂料浆的深度浓密,从而获得高浓度底流,为制备合格的膏体奠定基础[3−5]. 全尾砂进入深锥浓密机经过絮凝后,以絮团的形式存在. 针对浓密过程中的絮凝沉降,国内外学者进行了大量的实验来研究沉降,分析了絮凝剂种类与单耗[6−8]、全尾砂料浆中的固相质量分数(下文简称固相质量分数)[9−10]、尾砂化学组成[11−12]、料浆酸碱度[13−14]以及水力条件[15−16]等因素对全尾砂料浆沉降速率的影响规律. 同时,也应用数值模拟方法研究了深锥浓密机内的全尾砂絮凝沉降行为[17−19]. 但是,对于全尾砂的絮凝本身或者絮团的性质研究相对较少.絮团的尺寸是絮团的最直观的性质,也是最重要的性质. 絮团尺寸的测量方法多样,如最古老的沉降速率法、激光粒度仪、扫描电子显微镜(SEM)及光学显微镜,但是这些方法因为不能直接测量或者对絮团结构进行了破坏,导致测量结果误差较大[20]. 近年来,聚焦式激光反射测量系统(Focused beam reflectance measurement, FBRM)因其可以实时原位测试絮团尺寸,不用取样破坏絮团结构,而被越来越多的应用于絮团尺寸的测量[21−22].
为此,本文应用FBRM测量不同絮凝条件下的全尾砂絮团尺寸,分析絮凝剂种类、固相质量分数(SF)、絮凝剂单耗(FD)、絮凝剂溶液中絮凝剂质量分数(下文简称絮凝剂质量分数,FF)和流场剪切速率(G)对全尾砂絮团的尺寸的影响进行研究,再应用絮凝后全尾砂料浆的静态沉降来分析絮凝条件对沉降行为的影响.
1 实验
1.1 实验材料
本文所用的全尾砂取自于国内某镍矿,应用比重法测得真实密度为 2785 kg·m−3. 采用欧美克TopSizer激光粒度分析仪分析全尾砂粒径分布,所得结果如图1所示,粒径−20 μm的颗粒占比(体积分数)为54.74%,−74 μm占比为91.31%,−100 μm 占比为95.38%,索特平均直径d32和体积平均直径d43分别为 5.22 μm 和 30.67 μm.
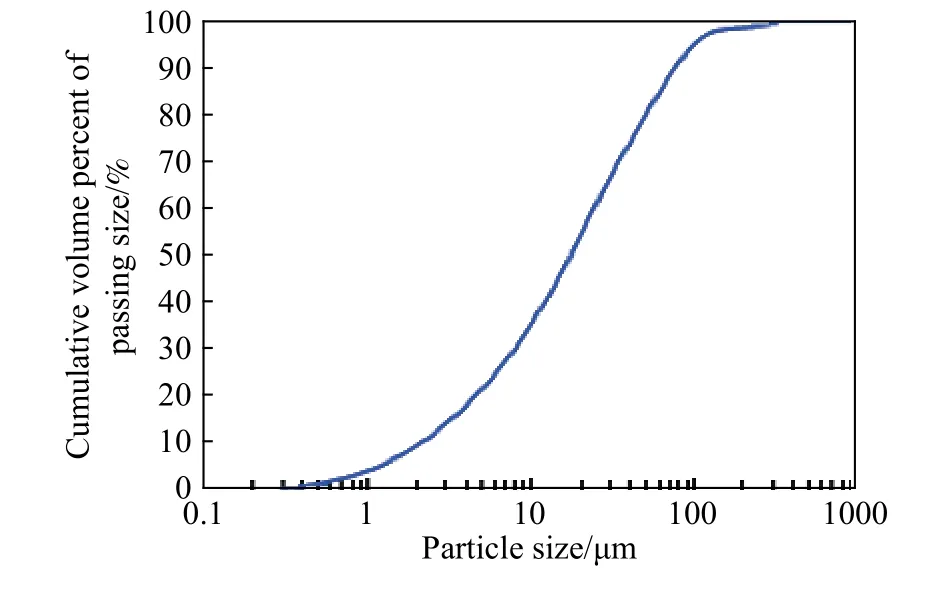
图1 全尾砂粒径分布Fig.1 Grain size distribution of unclassified tailings
絮 凝 剂 为 Rheomax 1010、 Rheomax 1020、Rheomax 1050、 Magnafloc 336、 Magnafloc 5250 和APAM-10,共6种阴离子型聚丙烯酰胺絮凝剂,均为高分子絮凝剂,相对分子量分别为2520万、2160万、2000万、2880万、1800万和1200万.
1.2 实验方案
实验采用MY 3000-6M彩屏混凝试验搅拌机,研究絮凝剂种类不同、固相质量分数不同(SF=5%、10%、15%、20%和25%)、絮凝剂单耗不同(FD=5、10、15 和25 g·t−1)、絮凝剂质量分数不同(FF=0.005%、0.025%、0.05%、0.10%和0.15%)和流体剪切速率不同(G=51.6、94.8、146.0、204.0、268.2、338.0和412.9 s−1)时的全尾砂絮凝情况,将 FBRM 的探头浸没入尾砂料浆中检测不同絮凝条件下的全尾砂絮团尺寸,应用FBRM软件的Marco弦长和平方加权方法对测量数据进行处理[23]. 采用单因素实验,共计22组,尾砂料浆用干尾砂和实验室自来水进行配制,每组实验中全尾砂料浆体积和絮凝溶液的总体积为 1000 mL,pH 为 7.41. 絮凝反应 4 min后,将絮凝全尾砂料浆移入1000 mL量筒中进行静态沉降实验,记录固液界面随着时间的下降高度.
实验关键设备如图2所示. MY 3000-6M彩屏混凝试验搅拌机可产生10~1000 s−1范围内任意剪切速率. FBRM 为瑞典 METTLER TOLEDO 的G600,是一种基于弦长(Chord length)的测量技术,核心结构为探头,其内部结构和测试原理如图3所示. 在FBRM探头内部有平行分布的激光源光纤和监测光纤,激光光束从探头尾部发射出来,经过高速旋转的棱镜聚焦于很小的一个点上,棱镜旋转速度为 2 m·s−1. 若探头所处环境中没有颗粒,监测光纤无任何反射信号;一旦有颗粒经过窗口表面,聚焦光束碰到颗粒后将会反射回来,此时监测光纤将会探测到增强光信号. 颗粒持续反射激光源光束,直到到达颗粒的另一边. 这段反射激光源光束的时间乘以扫描速度即得到了距离,称之为颗粒的“弦长”.

图2 絮凝实验设备Fig.2 Flocculation experiment equipment
本文中应用FBRM检测所得的弦长表征絮团的尺寸,用固液界面初始沉降速率来分析絮凝全尾砂料浆的沉降行为.
2 结果与讨论
2.1 絮凝剂种类对全尾砂絮凝沉降行为的影响
2.1.1 絮凝剂种类对全尾砂絮凝行为的影响
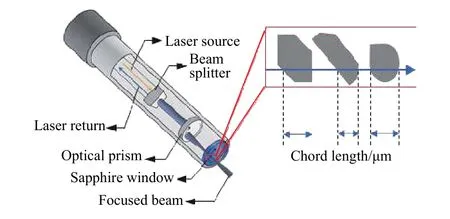
图3 FBRM 探头结构示意和弦长测试原理Fig.3 Schematic of FBRM probe structure and chord length measuring principle
在固相质量分数 10%、絮凝剂单耗为 10 g·t−1、絮凝剂质量分数为0.025%、剪切速率为94.8 s−1的条件下,六种不同絮凝剂作用下的全尾砂絮团平均弦长变化规律如图4所示.
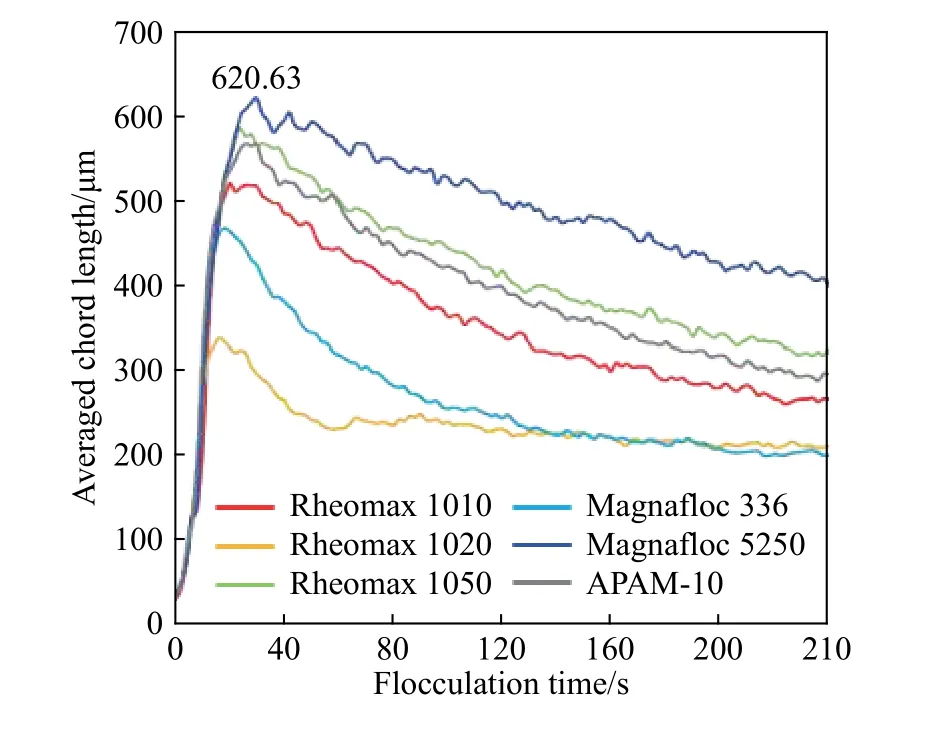
图4 不同絮凝剂种类条件下全尾砂絮凝行为Fig.4 Flocculation behavior under different flocculants
在不同絮凝剂种类条件下,全尾砂均快速絮凝形成絮团,并且絮团的平均弦长增长达到峰值后随着絮凝反应时间逐渐下降至一个稳定状态.因为在流场剪切作用下发生的桥接絮凝中,全尾砂絮凝成絮团(聚并)、絮团的剪切破碎(破碎)以及破碎絮团的重构(重构)等过程往往同时并且一直存在,在剪切初始阶段,以聚并过程为主,絮团的平均弦长表现为增长;达到峰值后,随着剪切作用的继续进行,以破碎和重构现象为主,大而疏松絮团会被剪切破碎成为较小的絮团,小絮团也可能会继续重构成为更加致密的中等尺寸的絮团[24−25];当絮团的重构与破碎达到平衡时,絮团的平均弦长达到一个稳定状态.
虽然不同絮凝剂条件下,絮团的平均弦长变化趋势相似,但是获得的平均弦长峰值(CLmax)以及絮凝反应结束后的絮团平均弦长(CL4min)却不尽相同. 由图 4 可知,Magnafloc 5250 絮凝剂作用下可获得的CLmax和CL4min均比其它絮凝剂的大,分别达到了 620.63 μm 和 399.57 μm,且达到 CLmax的絮凝时间也最长,为30 s. 这是因为,不同类型的絮凝剂的结构、分子量、离子性等不同,导致其絮凝效果不同[26−27]. 同时,因为除了不同絮凝剂条件下形成絮团的尺寸不同外,絮团的结构、密度与抗剪强度也不尽相同,导致在平均弦长下降阶段不同絮凝剂条件下的絮团平均弦长下降速率也不尽相同.
以Magnafloc 5250絮凝剂作用下的絮团弦长的分布(如图5所示)为例,进一步分析这一絮凝行为. 由图5可知,在絮凝时间t=0~30 s内絮团弦长微分分布的峰值和累积分布曲线不断右移,絮团不断生长,大尺寸絮团不断增多,从而导致图4中的絮团平均弦长不断增长. 30 s以后,由于剪切作用,大尺寸絮团被破碎,絮团弦长微分分布的峰值和累积分布曲线左移,从而导致图4中的絮团平均弦长逐渐下降.

图5 Magnafloc 5250 作用下全尾砂絮团弦长分布(CD 为累积分布,DD为微分分布)Fig.5 Chord length distribution of unclassified tailings floc using Magnafloc 5250 (CD and DD are abbreviations for cumulative distribution and differential distribution, respectively)
2.1.2 絮凝剂种类对絮凝全尾砂料浆沉降行为的影响
不同絮凝剂种类条件下絮凝全尾砂料浆沉降曲线如图6所示. 取沉降曲线初始线性阶段来分析固液界面的初始沉降速率. 对线性阶段进行拟合,所得斜率的绝对值即为初始沉降速率,可知通过Magnafloc 5250絮凝剂作用形成的絮凝全尾砂料浆的固液界面初始沉降速率最大,达到4.61 mm·s−1.这与 Magnafloc 5250 获得的 CL4min最大一致. 因此,针对本文中所研究的全尾砂,六种絮凝剂中Magnafloc 5250 絮凝效果最好.
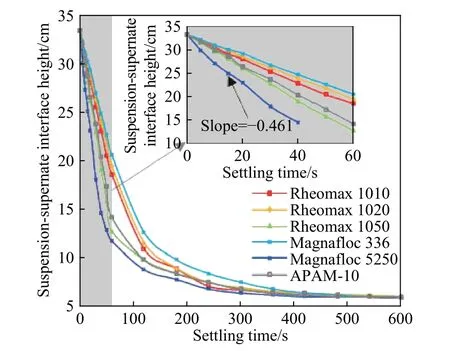
图6 不同絮凝剂种类条件下絮凝全尾砂料浆沉降曲线Fig.6 Settling curve of flocculated tailings slurry under different flocculants
2.2 固相质量分数对全尾砂絮凝沉降行为的影响
2.2.1 固相质量分数对全尾砂絮凝行为的影响
在絮凝剂为Magnafloc 5250、絮凝剂单耗为10 g·t−1、絮凝剂质量分数为 0.025%、剪切速率为94.8 s−1的条件下,不同固相质量分数(5%、10%、15%、20%和25%)的全尾砂料浆絮凝行为如图7所示.
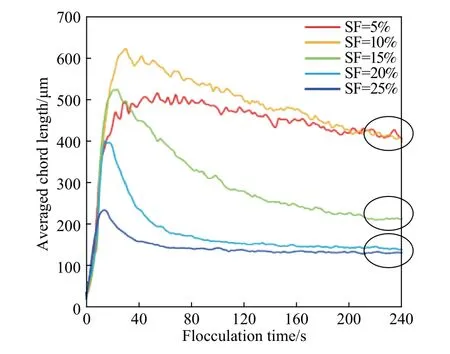
图7 不同固相质量分数条件下全尾砂絮凝行为Fig.7 Flocculation behavior under different solid mass fractions
由图7可知,CLmax和CL4min随着固相质量分数的增加而先增大后减小,其中CLmax在固相质量分数为10%时取得最大值. 这是因为,在絮凝初始阶段,根据Smoluchowski理论,在其它絮凝条件相同的情况下,絮凝剂的扩散速率随着固相质量分数增加而降低,导致絮凝剂与尾砂颗粒接触的机会降低,从而降低了絮凝效果. 但是当固相质量分数过低时(SF=5%),絮凝剂过于分散而料浆中尾砂颗粒有限,同样导致絮凝效果不是很理想,所以需要相对较长的时间才能获得CLmax. 同时,随着剪切作用的持续进行,不同固相质量分数下的CL4min近似分为三组:402 μm左右(SF=5%、10%);213 μm(SF=15%);135 μm 左右(SF=20%、25%).
2.2.2 固相质量分数对絮凝全尾砂料浆沉降行为的影响
不同固相质量分数条件下絮凝全尾砂料浆沉降曲线如图8所示. 和CL4min类似,不同固相质量分数下的固液界面的初始沉降速率也近似分为三组:4.71 mm·s−1左右(SF=5%、10%);2.34 mm·s−1(SF=15%);0.74 mm·s−1左右(SF=20%、25%). 其中,固相质量分数为5%时,初始沉降速率最大,达到 4.81 mm·s−1. 但是,在固相质量分数不同时,不能仅以固液界面初始沉降速率来评判沉降效果,而应该用固体通量,即单位时间通过单位面积的质量来评价沉降效果. 根据固相质量分数(密度)和初始沉降速率即可得出不同固相质量分数下的固体通量,当固相质量分数为10%时,固体通量最大,达到 0.493 kg·s−1·m−2,因此针对本文的絮凝条件,最佳固相质量分数为10%.

图8 不同固相质量分数条件下絮凝全尾砂料浆沉降曲线Fig.8 Settling curves of flocculated tailings slurry under different solid mass fractions
2.3 絮凝剂单耗与絮凝剂质量分数对全尾砂絮凝沉降行为的影响
2.3.1 絮凝剂单耗与絮凝剂质量分数对全尾砂絮凝行为的影响
在絮凝剂为 Magnafloc 5250、剪切速率为94.8 s−1、絮凝剂质量分数为 0.025% 时,不同絮凝剂单耗(5、10、15 和 25 g·t−1)的全尾砂料浆絮凝行为如图 9(a)所示. 由图 9(a)可知,CLmax和CL4min随着絮凝剂单耗的增加而先增大后减小,均在 15 g·t−1时最大. 同时,不同絮凝剂单耗条件下的CL4min近似分为三组:466 μm(FD=15 g·t−1);399 μm左右(FD=10、20 和 25 g·t−1);212 μm(FD=5 g·t−1).这是因为,高分子絮凝剂和全尾砂的絮凝作用属于桥接絮凝,在絮凝剂单耗较低时(5 g·t−1、10 g·t−1),因絮凝剂的不足而导致絮凝效果不佳;而在絮凝剂单耗过高时(20 g·t−1、25 g·t−1),因絮凝剂的过量导致全尾砂颗粒表面全被絮凝剂覆盖而不能和其它颗粒桥接形成絮团,絮凝效果也不佳.
在絮凝剂为Magnafloc 5250、剪切速率为 94.8 s−1、絮凝剂单耗为 10 g·t−1时,不同絮凝剂质量分数(0.005%、0.025%、0.05%、0.10%和 0.15%)的全尾砂料浆絮凝行为分别如图 9(b)所示. 由图 9(b)可知,CLmax和CL4min随着絮凝剂质量分数的变化不明显,分别在 550 μm 和 380 μm 左右. 虽然本文中絮凝剂质量分数不同,但是絮凝剂溶液加入到全尾砂料浆后,整个反应体系的总体积都是1000 mL,由于流场剪切作用,絮凝剂溶液和全尾砂料浆快速混合,整个反应体系的絮凝剂质量分数均相同,因此,絮凝剂质量分数对絮凝效果的影响并不大.但是,由于不同絮凝剂溶液制备时间相同,可能导致絮凝剂质量分数高的絮凝剂溶液(0.15%)中的絮凝剂高分子溶解效果比絮凝剂质量分数低的絮凝剂溶液低,从而导致0.15%条件下的CLmax和CL4min相对较小.
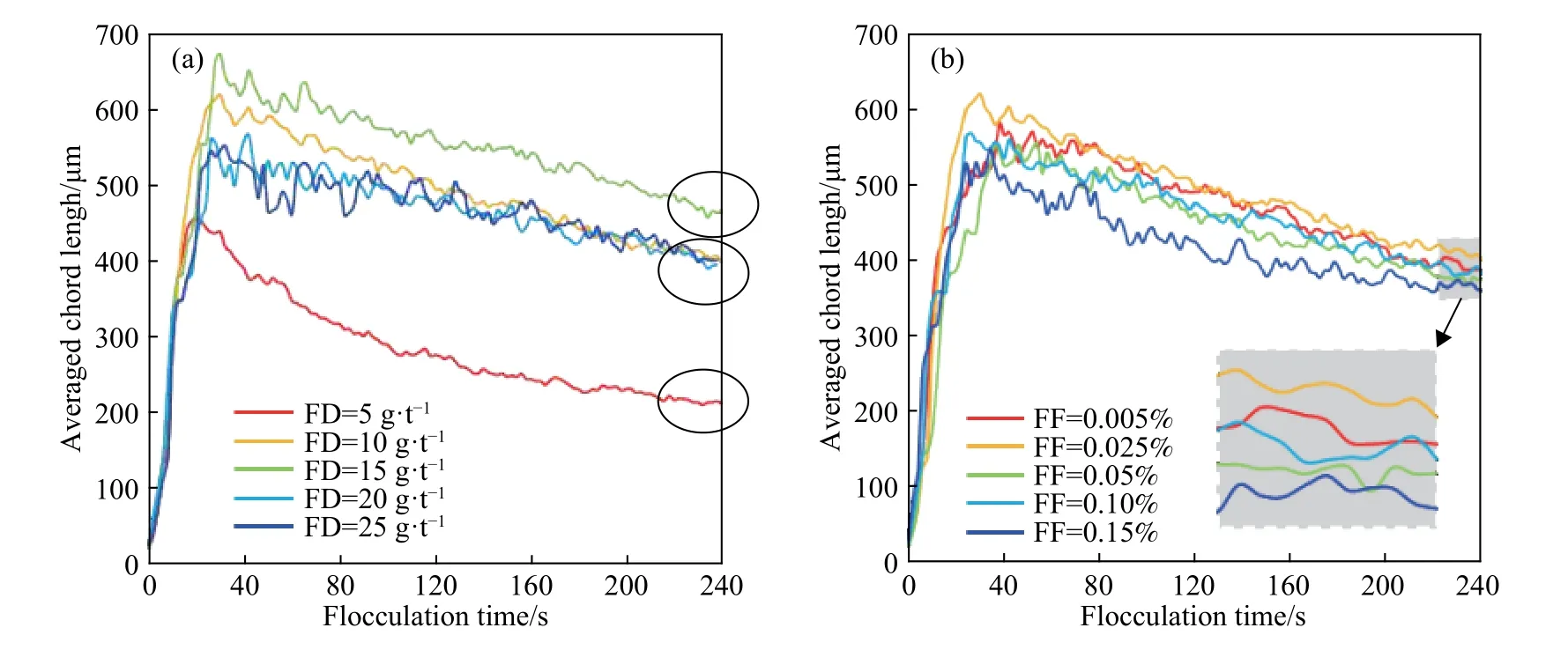
图9 不同絮凝剂单耗(a)与絮凝剂质量分数(b)条件下全尾砂絮凝行为Fig.9 Flocculation behavior under different flocculant dosages (a) and flocculant mass fractions (b)
2.3.2 絮凝剂单耗与絮凝剂质量分数对絮凝全尾砂料浆沉降行为的影响
不同絮凝剂单耗与絮凝剂质量分数条件下絮凝全尾砂料浆沉降曲线分别如图10(a)、图10(b)所示. 不同絮凝剂单耗条件下的固液界面初始沉降速率只近似分为两组:4.58 mm·s−1左右(FD=10、15、20 和 25 g·t−1)和 2.32 mm·s−1(FD=5 g·t−1). 虽然15 g·t−1条件下的初始沉降速率最大,但是和其它相近絮凝剂单耗条件下的区分并不明显,因为该条件下的絮团尺寸过大(CL4min=466.5 μm),导致其结构疏松而影响初始沉降速率. 而不同絮凝剂质量分数条件下的固液界面初始沉降速率除了0.15% 条件下的较小(3.86 mm·s−1)外,其它的都在4.56 mm·s−1左右.
因此,综合考虑经济成本与初始沉降速率,可确定本文的最优絮凝剂单耗为 10 g·t−1,而絮凝剂质量分数只要不超过0.10%、在0.05%左右则可保证较好的絮凝效果,本文最优絮凝剂质量分数为0.025%.
2.4 剪切速率对全尾砂絮凝沉降行为的影响
2.4.1 剪切速率对全尾砂絮凝行为的影响
在絮凝剂为Magnafloc 5250、固相质量分数为10%、絮凝剂单耗为 10 g·t−1、絮凝剂质量分数为0.025%的条件下,不同剪切速率51.6、94.8、146.0、204.0、268.2、338.0 和 412.9 s−1对全尾砂料浆絮凝行为的影响如图11所示.
由图11可知,CLmax和CL4min随着剪切速率的增加而先增大后减小,均在 94.8 s−1时最大. 在流场的剪切速率较低时(<94.8 s−1),适当增加剪切速率有助于絮凝剂分子与全尾砂颗粒的碰撞、吸附、桥接、絮凝,从而增加絮凝效果;而当剪切速率较高时(>94.8 s−1),继续增加剪切速率,已形成的絮团会被剪切破碎,不利于絮凝作用. 但是,随着剪切速率的增加,絮凝剂分子和全尾砂颗粒的混合效果不断增加,因此达到CLmax所需的时间不断缩短.
2.4.2 剪切速率对絮凝全尾砂料浆沉降行为的影响
不同剪切速率条件下絮凝全尾砂料浆沉降曲线如图12所示. 固液界面的初始沉降速率随剪切速率的变化规律和CLmax与CL4min随着剪切速率的变化规律一致,在94.8 s−1时取得最大值 4.61 mm·s−1.因此,针对本文的絮凝条件,剪切速率最优值为94.8 s−1.
2.5 基于絮团平均弦长的固液界面初始沉降速率模型
絮团的沉降速率与絮团的尺寸、结构、料浆的黏度、固相质量分数、尾砂的性质与粒度分布等有关[28−29],但本文只检测了絮团的弦长,不能应用经验公式根据固液界面初始沉降速率计算出絮团的沉降速率. 所以本文只初步分析固液界面初始沉降速率与絮团平均弦长的关系. 根据图13中不同絮凝条件下CL4min与固液界面初始沉降速率,可初步建立适用于本文全尾砂的基于絮团平均弦长的固液界面初始沉降速率模型,如式(1):

式中:y为固液界面初始沉降速率,mm·s−1;x为絮团平均弦长,μm;R2为可决系数.

图10 不同絮凝剂单耗(a)与絮凝剂质量分数(b)条件下絮凝全尾砂料浆沉降曲线Fig.10 Settling curves of flocculated tailings slurry under different flocculant dosages (a) and flocculant mass fractions (b)

图11 不同剪切速率条件下全尾砂絮凝行为Fig.11 Flocculation behavior under different shear rates
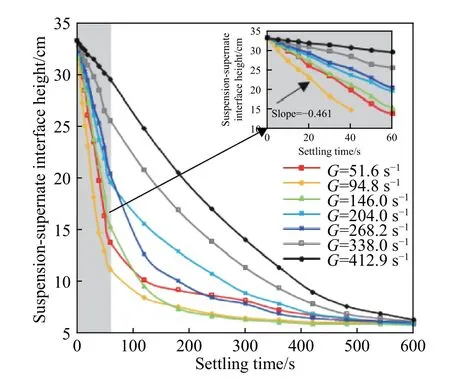
图12 不同剪切速率条件下絮凝全尾砂料浆沉降曲线Fig.12 Settling curves of flocculated tailings slurry under different shear rates
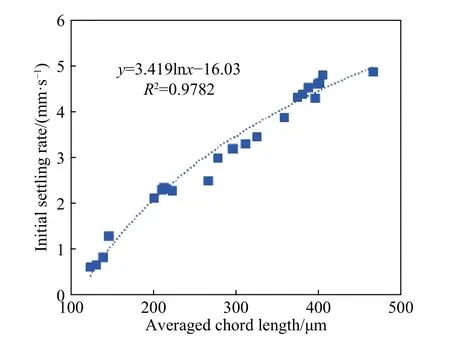
图13 固液界面初始沉降速率与絮团弦长的关系Fig.13 Relationship between suspension-supernate interface initial settling rate and floc chord length
由式(1)可知,固液界面初始沉降速率随着絮团平均弦长的增加而增加,由前面的不同絮凝条件下全尾砂絮团平均弦长随着絮凝反应时间变化规律可知,在较短的时间内全尾砂絮团平均弦长即可达到峰值,此时的固液界面初始沉降速率应该最大. 因此,在实际生产中,应该通过控制全尾砂絮凝沉降参数以及设备结构,以确保全尾砂能形成尺寸最大的絮团并不被剪切破碎而快速沉降,从而提高全尾砂料浆的絮凝沉降效率.
3 结论
本文基于全尾砂絮凝过程中絮团弦长的测定,分别以絮团平均弦长和固液界面初始沉降速率为指标,分析了不同絮凝条件下全尾砂絮凝和沉降行为,主要结论为:
(1)不同絮凝条件下,全尾砂均快速絮凝形成絮团,絮团的平均弦长快速增长然后随着剪切时间逐渐下降,直至达到稳定状态.
(2)全尾砂絮团的平均弦长与絮凝全尾砂料浆固液界面的初始沉降速率随着不同的絮凝条件而不断改变,本文中的最优絮凝条件为:Magnafloc 5250絮凝剂、固相质量分数10%、絮凝剂单耗10 g·t−1、絮凝剂质量分数 0.025%、剪切速率 94.8 s−1.所对应的絮凝过程中絮团平均弦长峰值为620.63 μm,絮凝结束是絮团平均弦长为399.57 μm,絮凝全尾砂料浆固液界面初始沉降速率为 4.61 mm·s−1.
(3)固液界面初始沉降速率随着絮团平均弦长的增加而增加,初步建立了适用于本文全尾砂的基于絮团平均弦长的固液界面初始沉降速率模型.
