单、双道焊缝熔合区的一次补焊对Q345E钢的焊接接头性能的影响
2020-09-10李昌范郝永魁古典宫兆超张永强
李昌范 郝永魁 古典 宫兆超 张永强





摘要:研究Q345E钢的4 mm单道及6 mm双道焊在焊缝熔合区一次补焊对接头性能的影响,通过拉伸、硬度、弯曲等力学性能试验分析了补焊对接头力学性能的影响。分析补焊前后焊缝区的室温金相组织;分析了原焊缝区与补焊后热影响重叠区域的金相组织;分别对比了经一、二次热循环的热影响区补焊前后的室温金相组织,为进一步评价接头性能提供了理论依据。
关键词:熔合区补焊;Q345E;单道及双道焊;力学性能;金相组织
中图分类号:TG457.11 文献标志码:A 文章编号:1001-2303(2020)10-0050-07
DOI:10.7512/j.issn.1001-2303.2020.10.10
0 前言
低合金高强钢Q345E的焊接性能良好,广泛应用于轨道车辆以及船舶、石油化工、桥梁结构等领域[1-2]。中国标准动车组列车的车下悬挂结构如充电机、蓄电池等主体框架均使用Q345E钢焊接而成,其焊接接头一般为单道焊和双道焊,在新造或五级修阶段,常需要通过返修焊来消除焊接缺欠,但有些标准及书籍中也明确说明了返修焊可能会降低焊接接头性能[3],并且轨道车辆执行的EN 15085焊接体系对返修焊的工艺评定没有相关规定,故对返修焊接头进行验证是必要的。国内许多学者如刘秋菊[4]等研究了焊缝返修次数对S355J2W+N钢焊接接头疲劳性能的影响,常力、宫平[5-7]等研究了S355J2W+N钢焊接接头的多次返修焊对接头的力学性能、金相组织和中值疲劳寿命的影响。目前针对此类低合金高强钢的返修焊的研究主要还是集中在焊缝区返修次数对焊接接头的影响,而生产实际中焊接缺陷如咬边、裂纹等常出现在薄弱的焊缝熔合区,与焊缝区补焊相比,熔合区补焊会使焊接接头宽度增大,原熔合区变为新的焊缝区,一侧形成新的热影响区,与未补焊接头的热影响区相同,一侧为原焊缝区变为热影响区,故熔合区补焊得到的焊接接头因受热位置与焊缝区补焊不同,其接头性能仍需验证。鉴于此,文中分别针对Q345E钢的单道焊和双道焊焊缝熔合区的一次补焊对接头性能的影响进行试验分析,为生产制造提供必要的依据。
1 试验材料及方法
1.1 试验材料
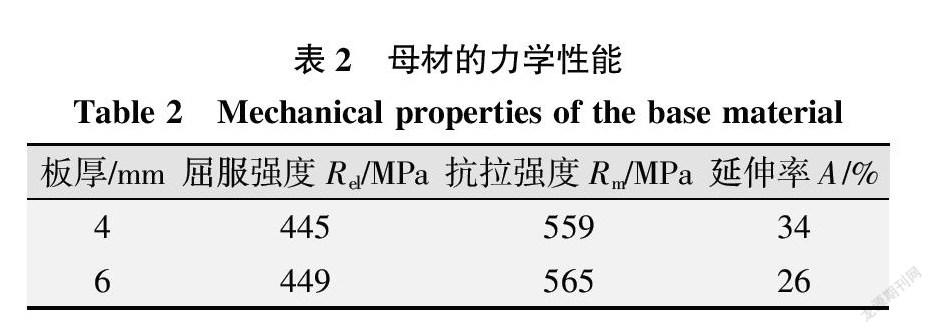
试验材料为符合GB/T1591-2008标准要求的Q345E板材,规格350 mm×150 mm×4 mm和350 mm×150 mm×6 mm,化学成分如表1所示,力学性能如表2所示。焊材采用ER70S-6的G3Si1,直径φ1 mm,屈服强度470 MPa,抗拉强度560 MPa。
1.2 试验方法
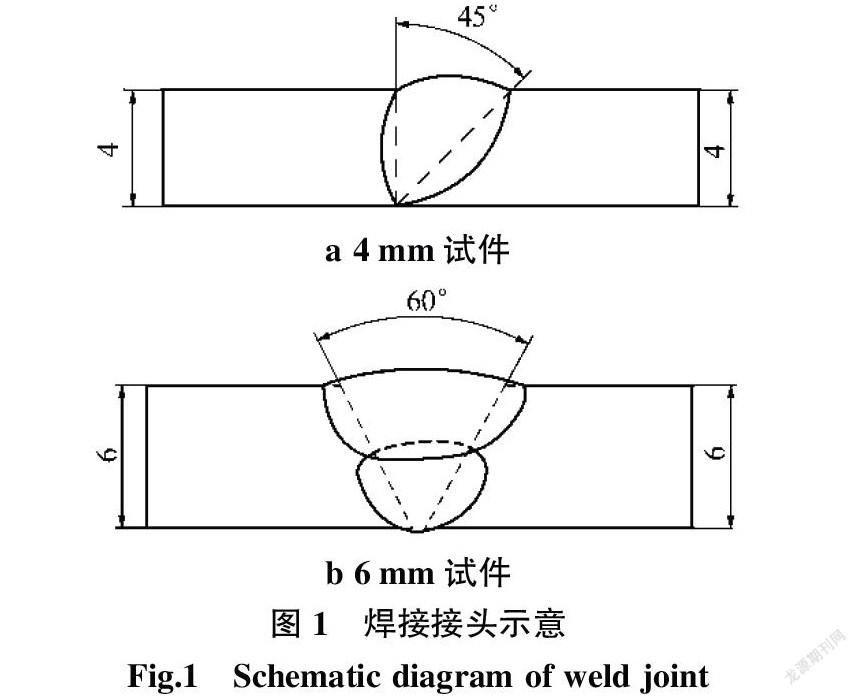
试件的焊接及补焊均使用MAG焊,保护气体为φ(Ar)84%+φ(CO2)16%混合气体,气体流量12 L/min。焊机选用福尼斯TPS3200,DCEP/+,4 mm板材焊接采用45°单边V型坡口,6 mm板材采用60° V型坡口,坡口间隙及钝边均为0.5~1 mm,其接头示意如图1所示。
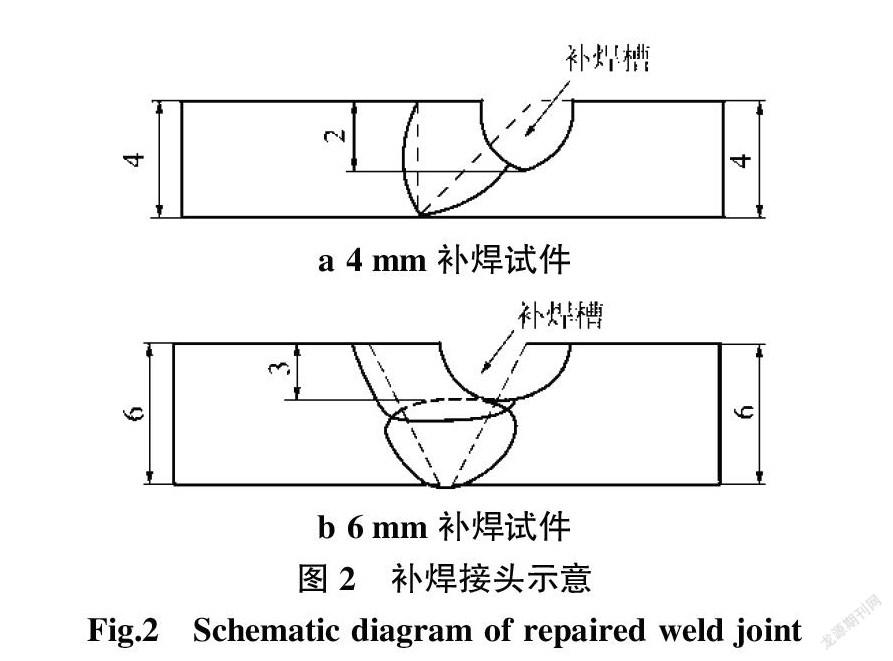
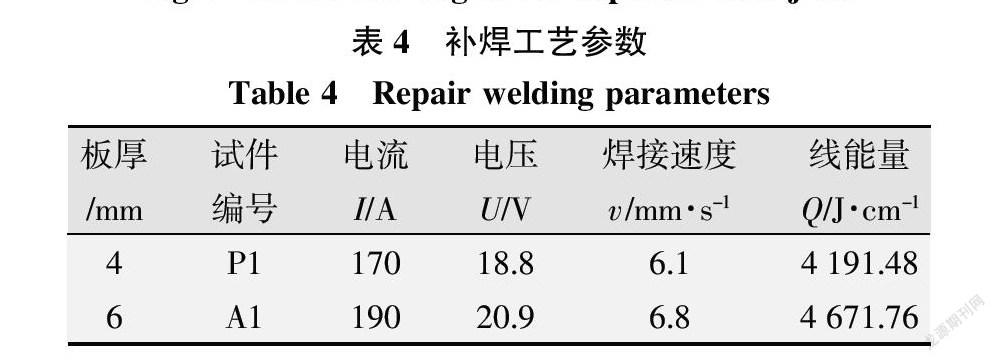
焊接两种厚度的合格试件各2块,4 mm板采用单层单道,6 mm板采用双层双道,焊接工艺参数如表3所示,待试件焊后充分冷却,在两种板厚的焊接试件中各取1块,用角磨机在焊缝熔合区凿补焊槽,4 mm板材开槽深度2 mm、宽3 mm,6 mm板材开槽深度3 mm、宽5 mm,形状均为拇指状,如图2所示。对其进行补焊,补焊参数及试件编号如表4所示,不补焊的4 mm试件编号为P0,6 mm试件编号为A0。
1.3 试验项点
焊接接头力学性能试验项点按照ISO 15614-1金属材料焊接工艺规程及评定中的要求进行。
(1)根据ISO 4136《金属材料焊缝的破坏性试验-横向拉伸试验》对焊接接头进行全厚度的室温拉伸试验,每个试件中取两个拉伸试样。
(2)焊接接头的弯曲试验按照ISO 5173:2009《金属材料焊缝的破坏性试验—弯曲试验》进行,每个试件分别取两个面弯和两个背弯试样。
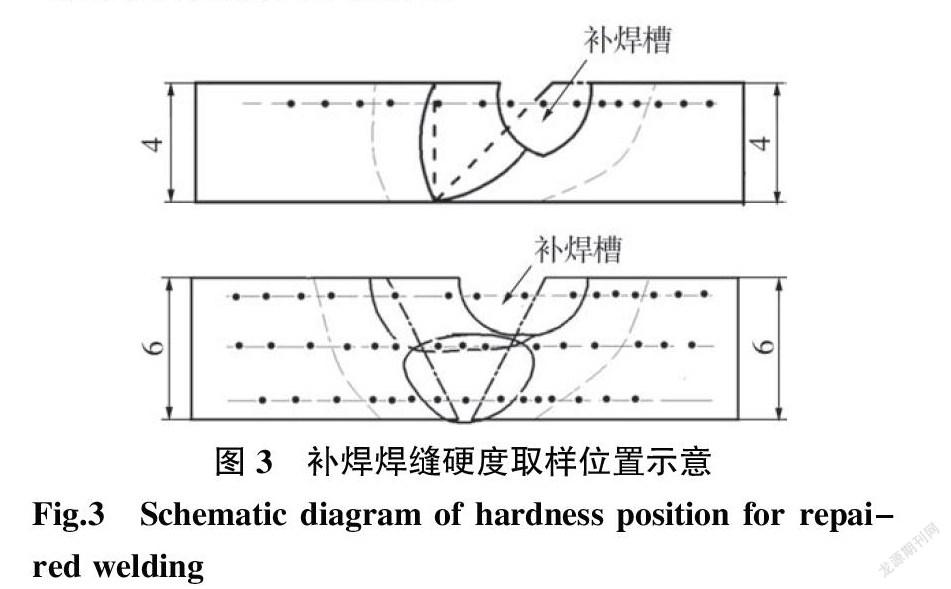
(3)焊接接头的硬度试验按照ISO 9015-1:2001《金属材料焊接的破坏性试验—硬度试验》进行,每个试件各取一个试样,4 mm试样在距焊缝上表面2 mm以内打一排15个点,6 mm试样分别在距焊缝上下表面2 mm以内及两道焊缝之间打一排15个点进行硬度试验,每排15点的分布从左到右分别为母材1(3点)—热影响区1(3点)—焊缝區(3点)—热影响区2(3点)—母材2(3点),其中补焊试样硬度取样点如图3所示。
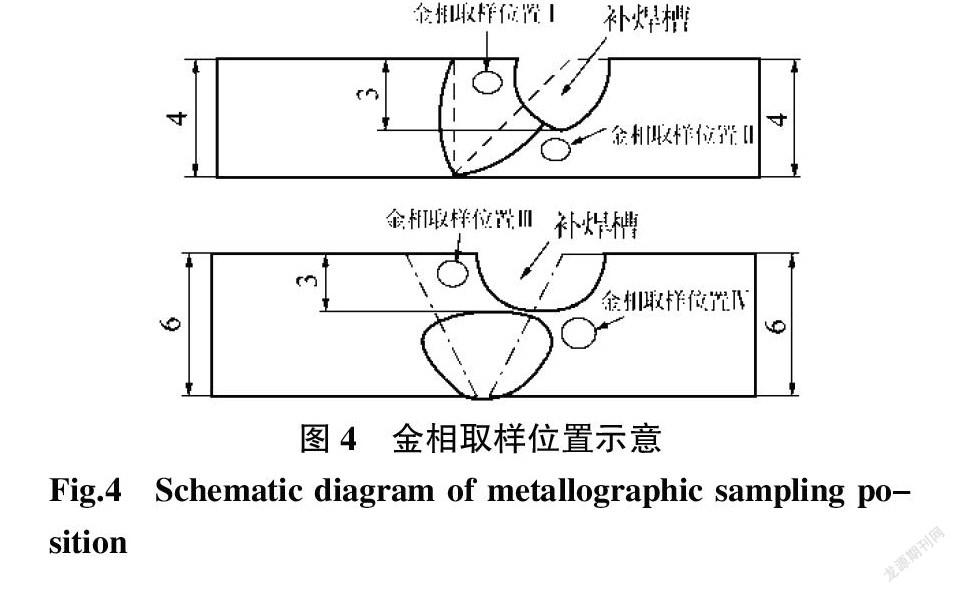
为对比补焊前后接头组织变化情况,根据GB/T 13298-2015《金属显微组织检验方法》分别对P0、P1、A0、A1四个试件的焊缝中心区,按照图4标记的位置取样进行金相试验,其位置Ⅰ、Ⅲ分别表示原焊缝区与补焊后接头的热影响区的重叠位置,位置Ⅱ、Ⅳ分别表示经一、二次热循环热影响区及补焊再次受热的热影响区。
2 试验结果与分析
2.1 拉伸试验
拉伸试验结果表明,无论是4 mm单层单道还是6 mm双层双道接头在熔合区补焊后的抗拉强度均高于标准要求的470 MPa,且断裂位置位于母材,满足使用要求。4 mm板补焊前后接头的平均抗拉强度变化不大,略有增加;6 mm板补焊后接头的平均抗拉强度下降了22.5 MPa。由此可见,在熔合区补焊对双层双道焊焊接头的抗拉强度可能会产生一定的影响,拉伸试验结果如表5所示。
2.2 弯曲试验
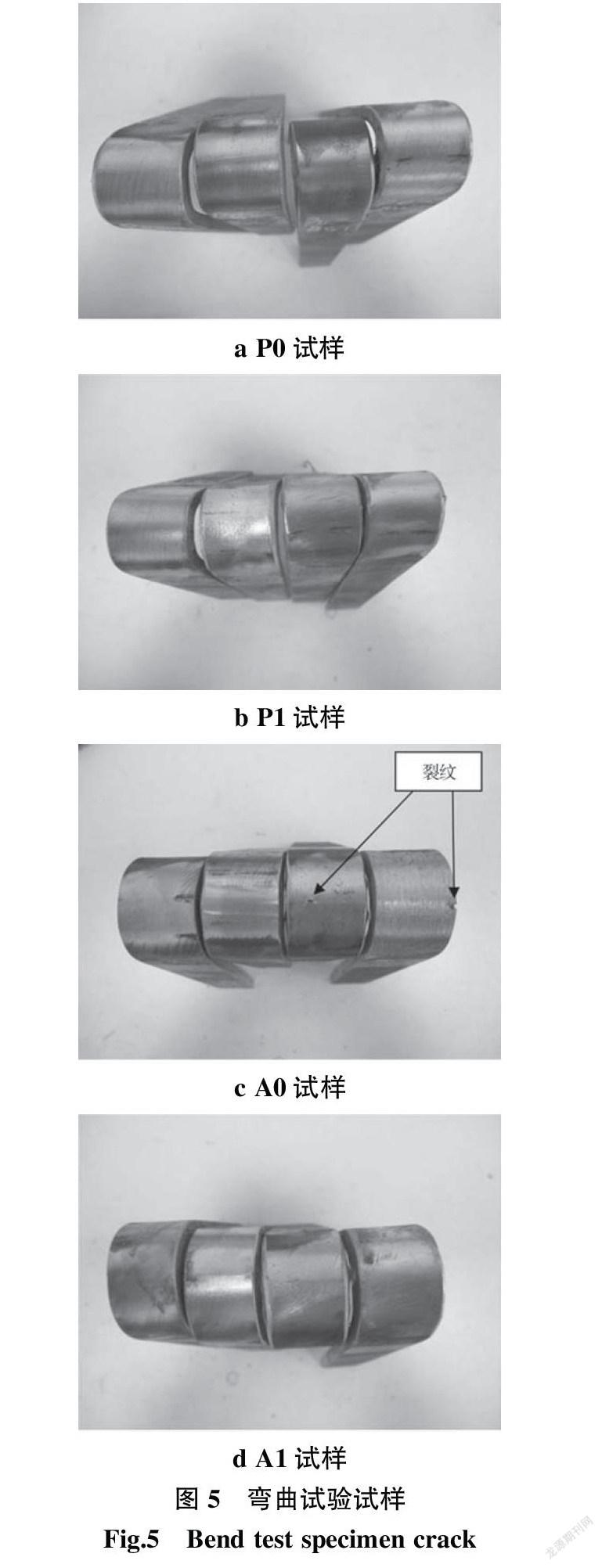
4 mm和6 mm板补焊前后面弯和背弯试样如图5所示,每幅图的四个试样中从左到右前两个为面弯试样,后两个为背弯试样。弯曲试验结果表明,补焊对焊接接头的冷弯性能及塑性无不利影响。仅未补焊试件A0的两个背弯试样出现了裂纹,其中一个试样裂纹长度为2.06 mm和0.84 mm,出现在熔合线处,由根部未熔合造成;另外一个试样裂纹长度为2.74 mm,出现在试样边缘,由细小的裂纹源产生,如图5c所示。裂纹长度均小于3 mm,满足标准要求,其余试样均未出现裂纹。
2.3 硬度试验
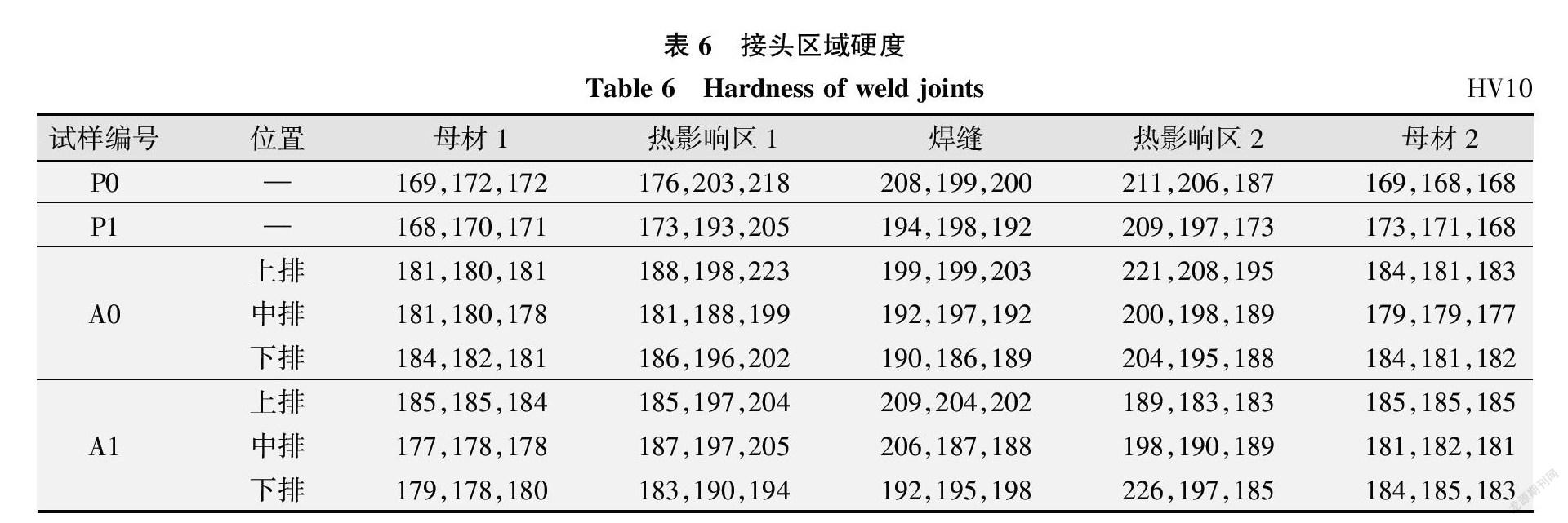
硬度试验结果表明,补焊前接头硬度均呈马鞍形分布,补焊后4 mm和6 mm中排焊缝区域硬度仍保持原来的分布趋势,硬度值浮动不大;补焊后的6 mm上排及下排焊缝区域硬度呈凸形分布,前者硬度峰值相比补焊前有所下降,而后者硬度峰值在热影响区2处达到了226 HV10,该区域正好为经二次热循环热影响区的补焊再受热区,但硬度值都在标准范围内,满足使用要求,硬度分布如图6所示,接头区域硬度值如表6所示。
2.4 微观金相试验
2.4.1 焊缝区金相组织分析
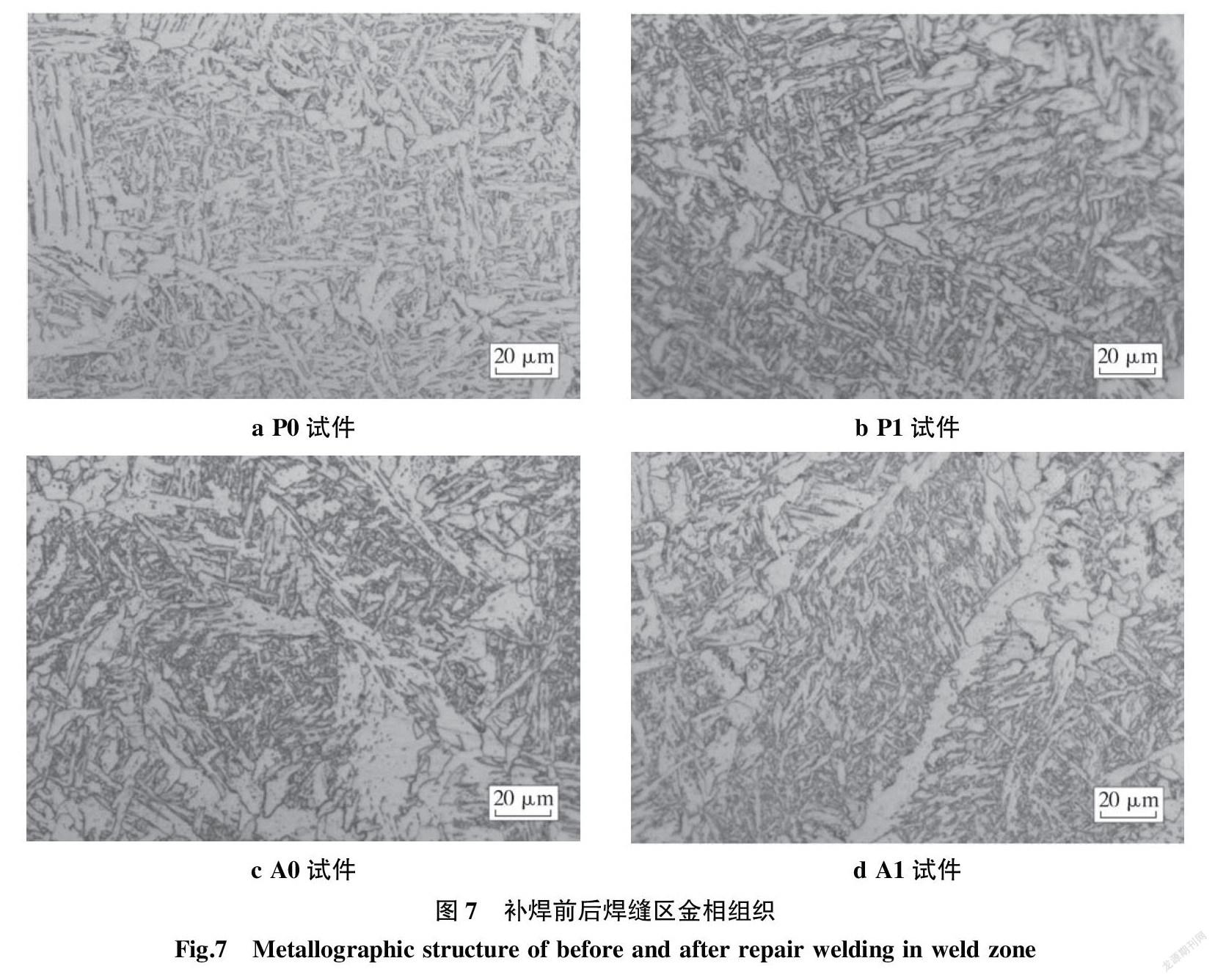
4 mm和6 mm板补焊前后焊缝区室温组织如图7所示。由图7可知,4 mm板补焊前焊缝区组织由块状铁素体、粒状贝氏体和少量索氏体组成,补焊后贝氏体增多,铁素体减少。因贝氏体是一种在介于珠光体转变与马氏体转变温度之间形成的过冷奥氏体,故贝氏体增多可能是由于补焊时线能量较补焊前低,补焊后在贝氏体转变温度区间停留时间长造成的。6 mm板补焊前后组织也是由铁素体、贝氏体和索氏体组成,但补焊前索氏体较多,索氏体是一种高温珠光体转变,由于6 mm板为双层双道焊,虽然补焊前第二道焊缝和补焊时的线能量相差不大,但焊接第二道时由于存在一定的层间温度,故高温停留时间更长,这可能是索氏体较多的主要原因。
2.4.2 原焊缝区与补焊后接头热影响区重叠位置金相组织分析
4 mm和6 mm板补焊后热影响区与原焊缝区重叠位置的金相组织如图8所示。图8a的金相组织主要为粒状贝氏体、铁素体以及索氏体,与图7a对比发现,补焊后该区域粒状贝氏体和索氏体均增多,且组织变得均匀;图8b的金相组织主要为粒状贝氏体和铁素体,与图7c对比发现,补焊后组织也更均匀,其原因可能是热作用对原焊缝区进行了一次类似正火处理。
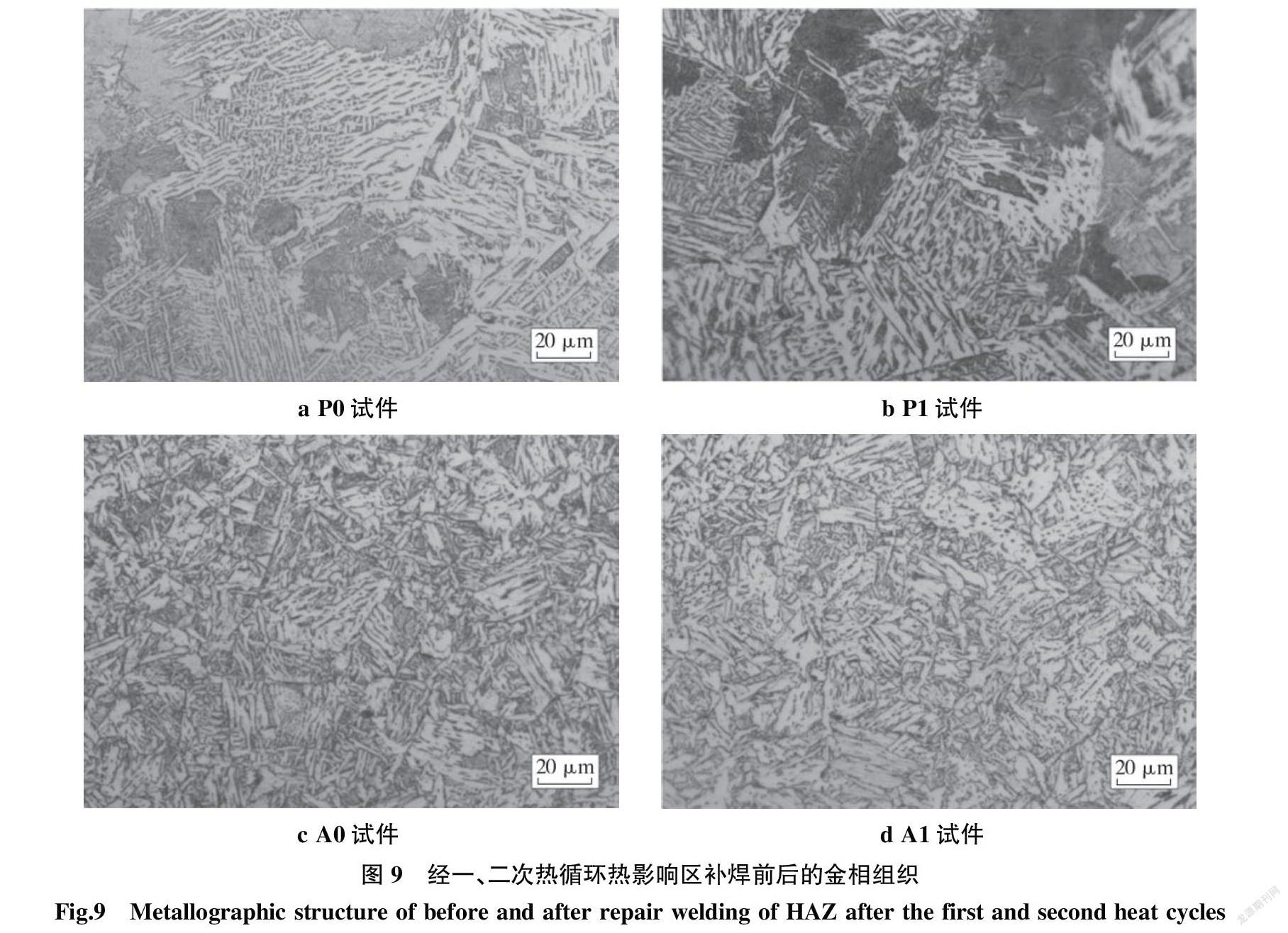
2.4.3 经一、二次热循环热影响区金相组织分析
图9a、9b分别为4 mm板补焊前经一次热循环及补焊后的HAZ的室温组织图片,补焊前热影响区组织主要是粒状贝氏体、针状铁素体及索氏体,补焊时因热作用使该区域晶粒长大,但补焊线能量并不高,故晶粒粗化程度不大。图9c、9d分别为6 mm板补焊前经二次热循环的HAZ区和补焊再受热HAZ区的室温组织图片,补焊前该区域组织主要是针状铁素体、贝氏体和索氏体,补焊后索氏体占比有所下降,但贝氏体增加,这可能也是该区域硬度较高的原因,补焊受热后晶粒也有所长大。对比图9a、9c发现,经二次热循环热影响区的组织比经一次热循环均匀,原因可能是第二次热循环的热作用相当于对前一道焊缝进行了正火,对比图9a、9b以及图9c、9d发现,补焊也相当于对该区域增加了一次热循环,但补焊后组织并没有未更均匀,所以补焊并不像6 mm板焊接第二道焊缝时存在一定的层间温度。
3 结论
(1)熔合区补焊对接头强度、硬度、冷弯性能均未产生明显的不利影响,但6 mm板补焊后接头抗拉强度有所下降,经二次热循环的热影响区在补焊后会提高硬度值,補焊未影响4 mm板和6 mm板中排焊缝区域硬度分布,仍呈马鞍形分布,但改变了6 mm板上排和下排的焊缝区域硬度分布,使其呈凸形分布。
(2)补焊后焊缝区及热影响区室温组织均为贝氏体、铁素体和索氏体,仅组织占比有所不同;原焊缝区与补焊后的热影响区重叠位置组织较均匀;补焊后经一次和二次热循环的热影响区室温组织的晶粒都有所长大;由于层间温度的存在,经二次热循环比经一次热循环热影响区的组织均匀,补焊不会再对该区域组织的均匀程度产生影响。
(3)总体来说,补焊后焊接接头力学性能良好,焊缝区及经一、二次热循环的热影响区的室温组织均比较理想,可见Q345E钢单层单道和双层双道焊接头在熔合区一次补焊具有很高的安全性。值得注意的是,此结论仅对类似材料及在一定板厚范围内适用,其他还需做更多的试验进行验证。
参考文献:
[1] 李风梅. 建筑钢结构用钢[J]. 城市建设理论研究,2013 (18):46-48
[2] 吴万哲. 机车车体Q345E钢MAG焊新工艺及其接头组 织性能研究[D]. 辽宁:大连交通大学,2016.
[3] 张文钺. 焊接冶金学(金属焊接性)[M]. 北京:机械工业 出版社,2004.
[4] 刘秋菊,赵旭. 返修次数对S355J2W+N钢焊接接头疲劳 性能的影响[J]. 长春工业大学学报,2015,36(5):577-583.
[5] 宫平,常力. 多次返修对S355J2W+N钢焊接接头性能的 影响[J]. 焊接技术,2011,40(2):29-31,60.
[6] 宫平. 多次返修对S355J2W+N钢焊接接头金相组织的 影响[C]. 中国铁道学会车辆委员会.动车、客车学术交流 会论文集(动车分册).中国铁道学会车辆委员会:中国 铁道学会车辆委员会,2012:60-64.
[7] 常力,宫平,于传颖,等. 多次返修焊对S355J2W+N钢焊 接接头中值疲劳寿命的影响[J]. 机车车辆工艺,2014(3): 32-33,45.
