标准麻花钻刃磨质量的直观判定
2020-09-10左卫阳
左卫阳


摘要:本文在分析标准麻花钻头使用问题的基础上,依据标准麻花钻刃磨的理论要求,总结给出,实践中如何直观目测判定标准麻花钻刃磨质量的方法,从而解决生产实践中标准麻花钻刃磨中理论和实践脱节的问题。
关键词:标准麻花钻;刃磨;要求;直观判定;目测;主后刀面
0 引言
生活中我们细心观察,会发现接触到的物品,不论材料、形状、用途如何,上面都有孔的存在,钻孔也是制造业最常用的加工方法之一,钻孔的工具中,用高速钢制造的麻花钻头因其硬度高韧性好,耐用度高,易于成型,通用性强,适用范围广而得到广泛应用,也是至今在各行业使用量最大,最易购买和选用的标准化刀具。麻花钻头普及性之高,可用一个成语调侃一下,真的是“无孔不入”啊!
不过即使麻花钻有着如此高的使用程度,生产实践中却有一个困扰多年的问题——标准麻花钻的刃磨。
1 标准麻花钻头的刃磨及问题
刀具的切削刃使用变钝后进行磨锐的工作称为刃磨。一支优质的高速钢麻花钻头的合理使用寿命是相当长的,但如果不能合理使用,它的寿命就会急剧减少。刀具使用后都会磨损,像麻花钻这种刀具较为贵重,不可能用一次就淘汰掉,麻花钻使用一段时间后,切削部分就会因磨损而不能使用,需要重新刃磨,但麻花钻的形状复杂,不像简单刀具一样容易刃磨,就产生了矛盾。在生产中工人要么不会刃磨,要么刃磨不好,比如一般的机床操作工就大多不会刃磨钻头。装修行业的装修工经常要修磨钻头,不过大多磨不好,用手电钻钻孔时,费好大劲也钻不好一个孔,不但影响加工质量和效率,甚至由于刃磨的缺陷,钻几个孔都相当困难而造成钻头急剧磨损,很快报废,特别是一些进口和特殊牌号的大直径钻头,如果没有良好的刃磨,将造成严重的浪费并影响生产和工作。
这个问题是如何产生的呢?我认为麻花钻头刃磨不好的最主要原因是理论和实践的脱节,麻花钻头复杂的理论参数和钻头实际形状不能很好的结合,书本上是纸面参数,不能落实到具体的实物上。在实际工作中,我们不可能在现场配备复杂昂贵的仪器去测量一支钻头的刃磨情况,更多的是依靠目测来进行判断,工人只知道大概的样子,知其然不知其所以然,不能吃透毫厘间的差异,就磨不好钻头,那么直观的判定标准就非常重要。下面我们进行具体分析。
2 标准麻花钻刃磨要求
①顶角2?准为118°标准麻花钻的顶角2?准=118°±2°。
②两主切削刃长度及和钻头轴心线组成的两个?准角要相等。
③后角α0 一般直径:
D<15mm αo=10°~ 14°
D=15~30mm αo=9°~12°
D>30mm αo=8°~11°
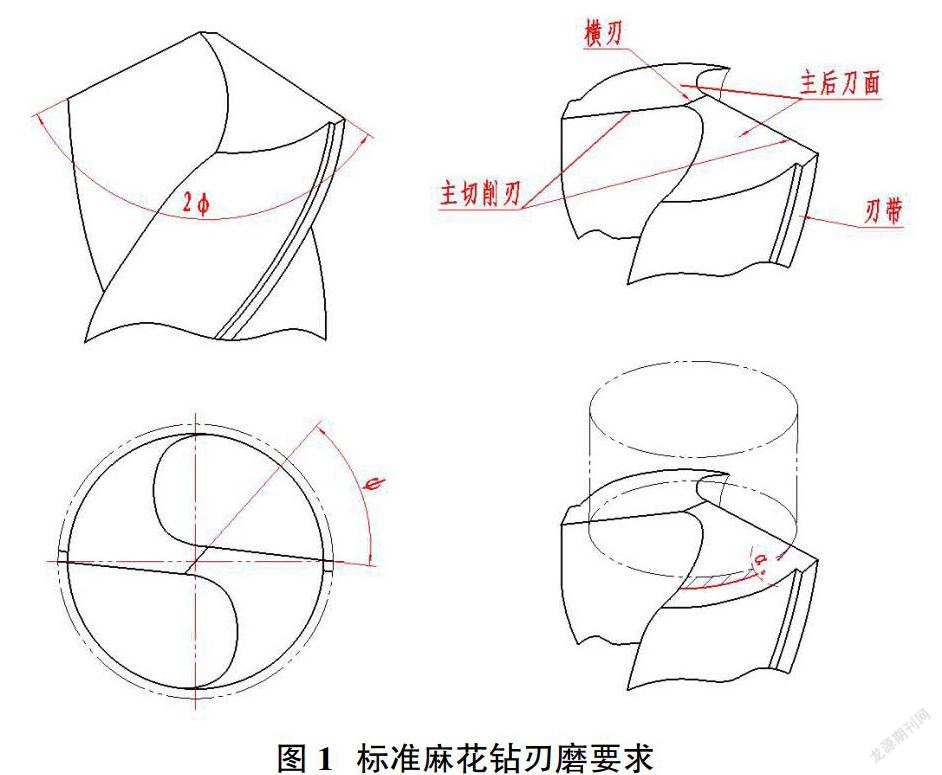
④横刃斜角 标准麻花钻的横刃斜角 ψ=50° ~55°。
⑤两个主后刀面要刃磨光滑。(图1)
标准麻花钻的这些刃磨要求都体现在钻头主后刀面的刃磨效果上,即主后刀面刃磨后形成了以上几种指标,其中①、②、④项中,顶角的大小、主切削刃的长短是否一致,对称,横刃斜角是否准确,都可以较为简单直接的测量并判定,问题更多出现在后角的刃磨和测量上。
第一、主后刀面是一个复杂曲面,每一个点形成的角度都不一样,钻头直径大小不同,要求的参数也有变化。
第二、除非专业机构,主后刀面形成的后角数值用一般手段和工量具很难准确测量。
第三、后角的理论参数与钻头的实际形状并没有必然联系,因为实际形状需要手工刃磨,实践中规范性不强,操作起来千差万别,尤其是手工刃磨的不一致性,造成同一根钻头,不同的人,不同的时间磨出来的后角差别会很大。
针对这些问题,我在多年的工作中不断试验,观察,比较,总结出几个比较直观的衡量检验指标,刃磨后达到这些直观指标,钻头就可以既锋利又耐用。
3 标准麻花钻刃磨质量的直观判定
我们结合图2~图4来讲解标准麻花钻直观的判定方法,判定时观察刃磨好的麻花钻:
①标准麻花钻刃磨要求中的①和②项,主要从主视和俯视位(图2、图3)呈现的主切削刃态形来判定,目测两条主切削刃,应为直线形,倾斜的角度要一致,等长,如果目测进行正反三次比对都符合要求,即说明所刃磨的钻头顶角2?准为118°左右,钻头轴心线组成的两个?准角相等,两主切削刃长度相等,这部分磨得很好。
注意:如果主切削刃不是直线,呈现内凹,说明顶角大于118°,呈现外凸说明小于118°,不过顶角在110°~130°之间一般不影响正常使用,超出太多需要修正。目测两主切削刃长短和两个?准角相等要反复比对:因为两条主切削刃不在同一平面内,前后有视差,往往感觉到左刃高,而右刃低。所以要旋转180°,正反比对3次,如结果一样,就说明对称了。
②标准麻花钻刃磨要求中的③、④、⑤项,需要结合到一起综合判定,主后刀面是复杂曲面,形成的起良好切削作用的后角,靠近外缘处较小,靠近钻心处较大,每次刃磨后的具体数值是多少,对使用的工人来说无法精确测量也没有必要,且很难达到完全一致。只要目测达到直观形状标准,就是在合适角度范围之内,就能起到良好的切削作用。
首先目測主后刀面的形状应该类似小半个圆锥面,要很均匀圆滑,纹路细腻光滑,均匀一致,从俯视位(图3)看刀纹基本平行于横刃,反光带基本垂直于横刃,反光带直且钻心处略窄外缘处略宽。
其次目测两主后刀面交汇形成横刃,俯视位(图3)横刃要呈现一条直线,两主后刀面反光带和横刃会合成十字形,在俯视位从主后刀面目测,横刃与主切削刃夹角为 130°~125°,(横刃斜角是虚拟角度不直观)这样形成的横刃斜角达到180°-(130°~125°)=50°~55°,同时代表钻心处的后角合格。
最后从主视位和侧视位(图2、图4)目测,主后刀面外缘处(外圆柱)边线应该是一条平直线,要垂直于钻头轴线或左端略低,即代表外缘处后角符合要求的范围。注意观察图4,由于钻头刃带的原因,主后刀面和钻头外圆柱面相交会形成折线,最右端的一小段直线(主后刀面和刃带交汇线)从侧视位看要低于左端,这是正常现象。还要注意观察主后刀面在主切削刃处形成的后角要尖锐,刃口要锋利。
目测刃磨后的麻花钻,以上几点都达到要求,即为合格,可放心使用。
注意:我们一般买到的麻花钻头(国产普通),出厂时自带的切削部分大多不具备良好的切削性能,主因是主后刀面不圆滑,不够准确,造成后角过大,切削不平稳且切削刃外缘处强度降低容易崩刃。所以其貌似准确的切削部分外形不具备参考价值,标准麻花钻刃磨时,决不能参照普通麻花钻出厂的外形作为刃磨质量的评判标准,这是很多人吃过亏的。
本直观判定标准不包含标准麻花钻横刃和前角的修磨,横刃和前角的修磨另外再讨论。
参考文献:
[1]劳动人事部培训就业局编.钳工工艺学[M].上册.书号:7238.0083,劳动人事出版社.
[2]劳动部培训司组织编写.钳工生产实习[M].二版.ISBN7-5045-0613-3/TG.061(课),中国劳动出版社.
[3]赵长祥,林立,主编.钳工实用手册[M].ISBN 978-7-5083-8024-7,中国电力出版社.
