基于PLC的金属压块机控制系统设计
2020-09-10杜春超
杜春超

摘要:以金属压块机为对象,在对其工作方法和控制方式及其流程进行了研究,为了实现自动化,以三菱中型号为FX2N-32ER PLC为主控器取代原剪切机的机械控制,对传统设备进行改造,基于GX-works软件,利用顺序控制的设計思路开发了控制程序,并逐步分析说明所设计程序的运行功能,实现金属压块机压缩成型与出料工作。通过金属压块机及PLC控制的研究,论证了PLC控制技术在金属压块机中是可行的。
Abstract: Taking the metal briquetting machine as the object, the working method, control method and process are studied. In order to realize automation, the mechanical control of the original shearing machine is replaced by the Mitsubishi model FX2N-32ER PLC as the main controller. To transform traditional equipment, based on GX-works software, this paper develops a control program by using the design idea of sequential control, and gradually analyzes and explains the running function of the designed program to realize the compression molding and discharge of the metal briquetting machine. Through the research of metal briquetting machine and PLC control, it is proved that PLC control technology is feasible in metal briquetting machine.
关键词:金属压块机;PLC;控制;系统;
Key words: mental briquetting machine;PLC;control;system
0 引言
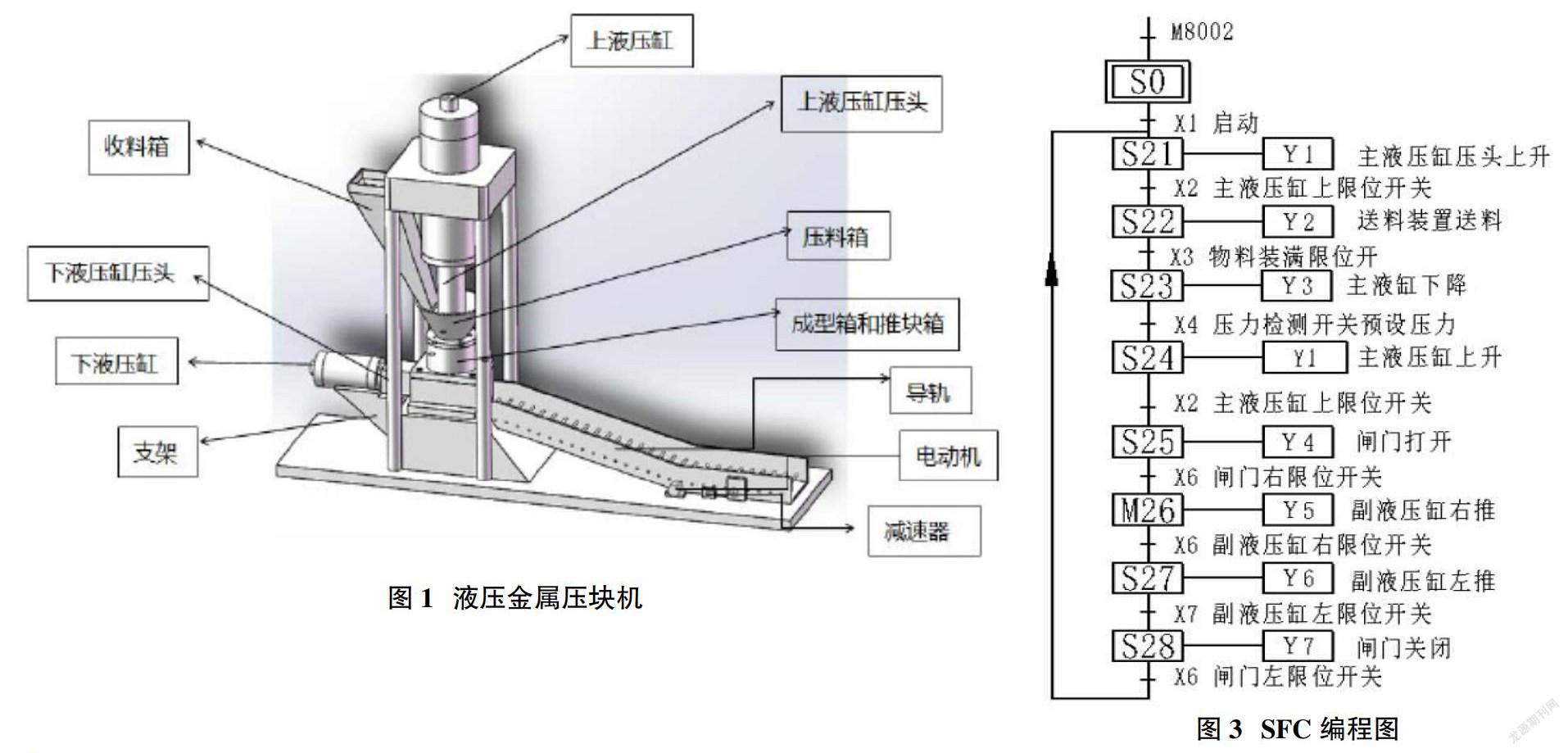
金属压块机是一种高效率、半自动化、能实现金属废料压缩成型的大型液压设备,其工作原理是利用液体的压力传递能量以完成各种压力加工的。液压机的工作特点一是动力传动为“柔性”传动[1],不像机械加工设备一样动力传动系统复杂,二是液压机的拉伸过程中只有单一的直线驱动力,没有“成角的”驱动力,这使加工系统有较长的生命期和高工件成品率。金属压块机的工作过程是典型的顺序控制,采用PLC(Programmable Logic Controller)来构成系统的控制核心[2],实现金属废料压缩成型自动化,从而提高工作效率、降低人力的损耗,是机械制造业发展和创新的基础,也是工业制造[3]水平提升的标志。
1 分析系统结构和控制要求
本金属压块机的各部分动作的执行元件工作过程简单,属于顺序控制方式,都使用电磁阀换向阀来控制相对应的执行件动作[4-5]。其控制过程如下:按下启动按钮[6]SB1,上液压缸压头抬起,方便收料箱输送物料到压料箱;上液压缸压头碰到上限位开关SQ1,上液压缸压头停止抬升,控制送料的部件得电,送料装置开始工作,向压料箱内输送金属料;当光敏开关SQ2检测到箱体内的金属料已经装满,上液压缸压头开始压缩金属料,上液压缸压头的压力在金属压缩过程中越来越大,当压力达到压力检测开关P1设定的压力值时,压力检测开关发出信号,一旦压力检测开关的信号传给PLC,电磁阀就换向,主液压缸压头由向下压缩改为向上退回,主液压缸压头复位。金属料压块成型后,闸门打开,当闸门打开碰到闸门下限位开关SQ5,副液压缸压头将金属块推出压料箱之外,触碰到行程开关SQ3后,副液压缸压头复位,碰到行程开关SQ4;闸门关闭,闸门关闭到位,触碰到限位开关SQ6,金属压块机的整个工作过程结束。
2 I/O点的确定与分配
2.1 I/O点的估算
在金属压块机的控制系统中,根据控制要求,可估算出需PLC需要的I/O点数中,输入需要9个,输出点需要6个。
2.2 PLC的选型
三菱PLC作为全国编程控制销量最大的硬件设备,具有小型化、高速度、高性能的优点,除输入输出点的独立用途外,还可用于多个组件间的连接,是一套可以满足多样化广泛需要的 PLC。本系统中需要控制的部分是通过PLC控电磁换向阀的电磁铁来调整液压系统中执行元件的工作状态。由于控制的点数不超过32点,所以选用三菱的FX系列的FX2N PLC在FX系列中,2N规格大,性能高,功能强,适用于大多数单机控制的简单网络控制,在系统满足要求基础上,点数上进行预留大约10%的估计,选用PLC型号为FX2N-32ER,此PLC为16输入16输出,且为继电器输出,正好满足金属压块机的控制要求。
2.3 I/O分配表
I/O分配表及说明如表1。
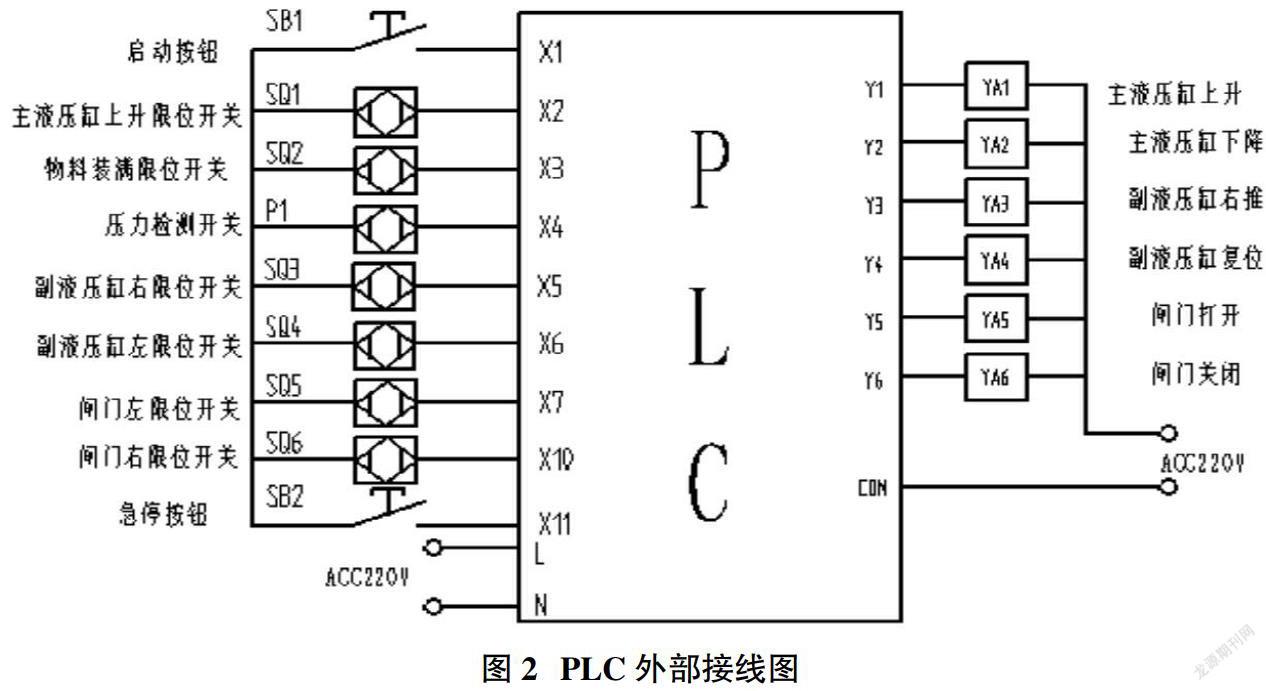
3 外部接线图的设计
电气控制线路(如图2)有如下优点:
①按下按钮SB1,即可使金属压块机开始压块的工作,简化了手动操作的步骤;②设计了压力传感器,高效率、高质量地完成了金属料加工过程,防止了金属压缩过程成中压力过大,造成液压设备的过载损坏;③设计了热继电器,将触头FR直接连在接触器线圈控制链路中,用于压缩过程中电机的过载保护;④实现了全程自动化,从而避免了原始的工作方式所带来的低效率问题。
4 系统的程序设计
顺序功能图是描述开关控制量的关系的功能图,是一种按照工作过程进行的图形编程语言[4]。如果在编程过程中没有设计顺序功能图直接编程,其编程的难度可想而知,然而根据系统的控制要求,画出整个控制过程的顺序功能图相对容易一些,再根据已经设计出来的顺序功能图编写控制程。根据压块机器人的控制要求和PLC控制系统的I/O地址的定义,对系统的控制程序进行编写。控制程序基于三菱FX2N-32ER PLC,使用了三菱GX-Works编程软件,采用了SFC编程方式[7],如图3所示。
5 結论
对压块机的研究现在已经达到一个很高的水平,但是最开始人们还只是对这种机构停留在理论分析上。这是因为液压压块机在理论和实践上有一系列的难题,难以在短期内解决。目前,国内外有许多公司和研究单位在研究液压废金属压块机。我国的液压压块机研究起步较晚,但成果显著。由我国研制的YJD1250金属压块机[8],吸收了国内外同类机器的特点,大胆采用了新结构,不仅具有国内外同类机器的功能,而且结构更加紧凑,运行良好,成本比进口同类机低得多。本文是对金属屑压块机的控制系统进行了设计,先明确整个系统的控制要求,选用PLC作为控制器[9]。本次设计选用的PLC为日本的三菱公司的FX系列PLC,根据系统的要求确定系统的组成方案,然后完成I/O地址分配等硬件设计,用CAXA画出PLC的外部接线图。金属压块机还有许多的发展空间,未来还需要对铁屑压块机的运动系统设计,对能否实现金属屑自动回收,压制成块的传送装置进行研究。
参考文献:
[1]孙俊灵.基于嵌入式系统的金属屑压块机控制系统设计研究[D].河南:河南农业大学,2010:11-20.
[2]刘薇娜,谢荣誉,张越,等.液压金属屑压块机的完善与补充研究[J].新型工业化,2017,7(6).
[3]马登峰,吴何畏.基于三菱PLC的全自动物料剪切机的设计[J/OL].机电工程技术,2017(2017-11-16).
[4]朱文杰.S7-200PLC编程设计与案例分析[M].北京:机械工业出版社,2010,1.
[5]王静波,贾立红.Auto CAD 机械设计制图实用教程[M].北京:清华大学出版社,2009:120-130.
[6]邓星钟.机电传动控制[M].五版.武汉:华中科技大学出版社,2013:100-110.
[7]刘元媛.平台式垃圾压块机设计及控制系统研究[D].青岛科技大学,2012,55-60.
[8]刘志刚,邬海龙,谢荣誉,刘薇娜.金属屑压块机的设计研究[J].新型工业化,2016,53-57.
[9]赖指南.基于PLC的机加工控制系统的设计与实现[D].长沙:湖南大学,2005:60-67.
