香榧籽油金松酸的分离及其1,3-甘油二酯的制备研究
2020-09-03孟祥河杨奇波夏朝盛樊律廷宋丽丽吴家胜
孟祥河 杨奇波 肖 丹 夏朝盛 樊律廷宋丽丽 吴家胜
(浙江工业大学食品科学与工程学院1,杭州 310014) (浙江农林大学亚热带森林培育国家重点实验室2,杭州 311300)
香榧,作为名贵干坚果有着上千年的食用历史,是国家卫生部首批批准的药食两用的食物之一,具有很高的药用和食用价值[1-2]。香榧籽仁含油量较高,为40.39%~52.80%,其中不饱和脂肪酸约占总脂肪酸的87%,主要为油酸、亚油酸,以及特殊结构的5-亚甲基间隔不饱和脂肪酸——金松酸(5,11,14-20∶3; SCA)[3-4]。
SCA主要分布在裸子植物种子中,是榧籽油的特征性脂肪酸[5-6]。研究表明,金松酸具有控制血脂、抗炎等诸多生理功效[7-11]。目前关于金松酸的研究主要集中在生理活性方面,由于金松酸来源少、含量低,不易获得高含量的产品,因此关于SCA的利用研究鲜有报道。结构脂质通过调整甘油碳骨架上功能性脂肪酸的种类及位置,实现特定的理化性质与生理活性。典型的结构脂质,甘油二酯有1,2-DAG和1,3-DAG两种异构体,少量地存在于天然油脂中[12-13]。1,3-DAG由于其结构的特殊性,在体内难以再合成TAG,因而有防止肥胖、降低餐后血脂含量、防治高血脂、高血压、心脑血管病等生理活性和功能[14-17]。如果结合SCA特殊的生理活性合成富含SCA的1,3-DAG可以兼备二酯与脂肪酸本身的生理功能,对开发新型的功能性脂质、改善人体健康将具有重要而积极的意义[18]。DAG的制备方法主要有直接酯化法、甘油解法和部分水/醇解法。甘油解法和部分水解法都是从油脂直接出发,特定脂肪酸富集选择性不高。榧籽油中的SCA起始质量分数为9.45%~14.28%,要制备富含SCA的1,3-DAG,预纯化SCA是必要的。
本研究以榧籽油为原料,制备稳定性好、沸点低、易分离的榧籽油混合脂肪酸乙酯(FAEE),同时采用尿素包合法富集FAEE的SCA乙酯。通过高1,3-位选择性的脂肪酶催化高浓度的SCA乙酯与甘油反应生物合成富含SCA的1,3-DAG,并对产物脂肪酸的组成进行表征,初步实现了榧籽油功能性SCA的高值化利用。
1 材料与方法
1.1 材料与仪器
正己烷、30~60 ℃石油醚、37%浓盐酸、甘油、乙醇钠、200~300目硅胶、HPLC级正己烷、异丙醇、甲酸、0.4~0.5 mm硅胶板;亚油酸乙酯、甘油酯:标准品。
Agilent 7890A气相色谱仪,Waters1525液相色谱仪,Waters 2414示差检测器,Agilent Poroshell-120液相色谱柱。
1.2 实验方法
1.2.1 榧籽油制备
榧籽剥壳,粉碎机进行粉碎后过40目筛子后以1∶4的料液比向榧籽粉末中加入正己烷,在超声中对榧籽粉末进行20 min的两次浸提,浸提液真空抽滤后旋转蒸发获得榧籽油。
1.2.2 榧籽油的脂肪酸组成分析
脂肪酸甲酯制备参照GB/T 17376—2008标准方法[19]。取0.1~0.2 g榧子油于50 mL烧瓶中,加入2粒沸石,再加入4 mL 0.5 mol/L的氢氧化钠甲醇,于75 ℃下水浴回流15 min后加入55%的三氟化硼甲醇络合物5 mL,继续回流2 min,加入2 mL色谱纯正己烷,1 min后加入15 mL饱和氯化钠溶液振荡15 s,转入50 mL容量瓶中,加入足够饱和氯化钠至容量瓶分层,加5 mL色谱纯正己烷萃取FAME。取正己烷相经无水硫酸钠干燥,适当稀释,GC分析。
气相色谱法(GC)条件:sp-2340色谱柱(60 m×0.25 mm×0.2 μm),载气为高纯N2,流速20 mL/s,进样口温度230 ℃,FID温度220 ℃,分流比100∶1;进样量1 μL;185 ℃恒温40 min。
1.2.3 醇解制备榧籽油混合乙酯
取一定量的香榧油溶解于过量无水乙醇中,加入过量的乙醇钠,55 ℃下磁力搅拌一定时间后,反应混合物转移至分液漏斗,静置分层。取上相乙酯层,加入占上相体积20%的60 ℃的蒸馏水洗涤3次,最后加入5% 的HCl溶液洗涤以去除乙酯中残留的碱与皂[20]。
1.2.4 脂肪酸乙酯的含量测定
准确称取约100 mg的醇解产物混合物,添加4 mg的十九酸甲酯,用石油醚∶乙醚=95∶5作为展开剂进行TLC层析,刮下乙酯条带用正己烷溶解后进行GC分析。脂肪酸乙酯总量用下式计算:
式中:M总为总FAEE质量,mg;MC19为十九酸添加量,mg;AC19为十九酸甲酯的气相峰面积;A总为所有脂肪酸酯的峰面积之和。
1.2.5 HPLC法分析反应产物甘油酯组成
取约150 mg的反应产物,用流动相定容到10 mL容量瓶备用。HPLC法,检测条件如下: Waters 2410示差折光检测器,流动相为含0.1%的甲酸的正己烷/异丙醇(20∶1)混合溶液,流速1 mL/min,柱箱温度35 ℃,进样量10 μL。各组分通过对比1,3-二油酸甘油酯,1,2-二油酸甘油酯以及TLC分离得到的纯品的保留时间确定,含量用峰面积归一化法计算。其中TAG、1,3-DAG、1,2-DAG和MAG纯品通过TLC法得到:取反应后产物用正己烷-乙醚-甲酸(70:30:1)在制备硅胶板上分离,以碘显色,各条带刮下后TAG以正己烷萃取,1,3-DAG、1,2-DAG和MAG以乙醚萃取,分别保存。
1.2.6 尿素包合法富集金松酸乙酯
取尿素溶解于95%乙醇中至浓度40%,在70 ℃下磁力搅拌回流直至尿素完全溶解。分别按5∶1~1∶1酯脲比添加混合FAEE,连续回流2 h,混合物在25 ℃的自来水中冷却30 min,然后4 ℃静置12 h。结晶后的尿素-脂肪酸乙酯混合物趁冷迅速过滤,并用尿素饱和的95%乙醇溶液洗涤滤渣,收集滤液转移至分液漏斗,加入20%体积分数的5% HCl溶液,再加入等体积的正己烷进行萃取。下层水相如上重复萃取2次,合并正己烷萃取相,用20%的蒸馏水洗涤,旋转蒸发正己烷相得到富集SCA的乙酯,称重。取约50 mg的包合后乙酯,溶于10 mL色谱级正己烷,微滤后GC分析,计算金松酸乙酯及回收率。
式中:P1为包合后金松酸纯度;m1为包合后乙酯质量;P0为初始榧籽油金松酸含;m0为包合前乙酯质量。
1.2.7 酶促酯交换反应合成1,3-DAG的研究
甘油的吸附:将硅胶与甘油1∶1混合,搅拌直至甘油被硅胶完全吸附,形成“干燥”粉末。
酯交换反应:按FAEE、甘油摩尔比 2∶1称取SCA乙酯混合物、硅胶吸附的甘油,磁力搅拌混合,水浴加热至既定温度,加入乙酯质量5%的固定化酶开始酯交换反应。固定间隔时间取样,用于TLC、GC、HPLC分析,计算酯化率,SCA及1,3-DAG含量。
2 结果与讨论
2.1 香榧籽油的醇解
SCA以甘油三酯的形式存在于榧籽油中,纯化富集前将其转化为游离脂肪酸(FFA)或脂肪酸乙酯(FAEE)是必要的。本研究通过酯交换反应,即乙醇钠催化TAG和过量乙醇进行酯交换反应制备FAEE。与酸催化酯交换反应相比碱催化具有温度低(50~70 ℃),速度较快(1~3 h)、转化率高(>90%)等优点[21-23]。55 ℃条件下乙醇钠催化不同比例醇油比例混合物反应1 h产物乙酯含量如图1所示。
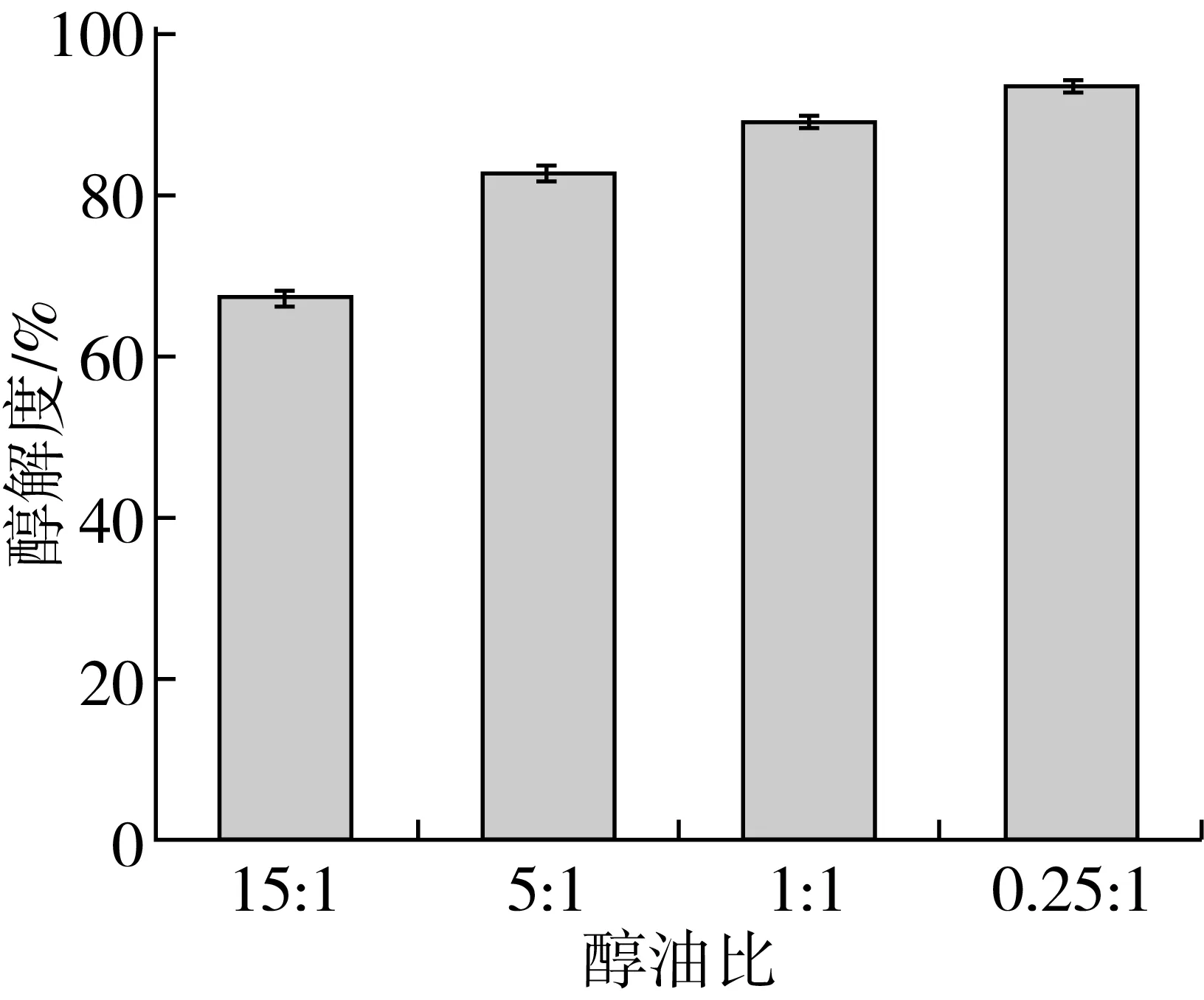
注:反应温度55 ℃、催化剂为乙醇钠,添加量为总混合物重量的1%,反应时间1 h。图1 香榧籽油在不同乙醇/油比例条件下的醇解度
通常来讲,过量乙醇有助于酯交换反应平衡向乙酯生成方向转化,促进TAG醇解更彻底。图1显示,醇油体积比为0.25∶1(摩尔比为4.25∶1)时,乙酯浓度最高为93.8%。然而催化剂浓度不变,随醇油比增加乙酯纯度有所下降。醇油比15∶1时,乙酯产率仅为67.3%。这可能是因为过多的乙醇导致香榧油浓度降低,与催化剂分子的碰撞次数减少,因而有限的时间内榧籽油醇解不充分。傅红等富集鱼油时也有类似的发现,其认为要TAG充分醇解,醇油摩尔比不高于4.8是必要的[24]。当醇油比固定在0.25∶1,反应2 h醇解度从93.8%增大到97.8%,进一步延长时间至3 h,5 h, 醇解度改变不明显,表明反应达到了动态平衡。因此后续反应采用0.25∶1的醇油比在55 ℃下反应2 h制备香榧籽油FAEE。
2.2 尿素包合富集金松酸乙酯
醇解得到的混合FAEE,实验采用尿素包合法纯化SCA。尿素包合过程中尿素浓度、包合温度、包合时间和酯脲比都会对最终目标脂肪酸的纯度有所影响,其中酯脲比最为重要[25]。为尽可能地富集并回收香榧籽油SCA,实验确定尿素浓度为40%,溶解温度70 ℃,包合时间2 h。不同酯脲比条件下香榧油FAEE包合效果如图2所示。产物的脂肪酸组成见图3。
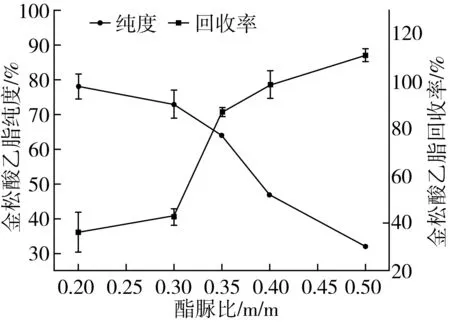
图2 酯脲比对木榧油金松酸乙酯的包合效果

注:A包合前混合脂肪酸乙酯, B~F酯脲比分别为 0.2、0.3、0.35、0.4、0.5。图3 不同酯脲比包合香榧油乙酯的GC图
显而易见,脂脲比对包合效果影响显著。当脂脲比为0.2时,包合产物中金松酸乙酯的纯度最高,达78%,金松酸乙酯的回收率为36.4%。脂脲比提高到0.3,0.35时,金松酸乙酯的纯度略有下降,分别为73.0%、63.8%。脂脲比为0.4时金松酸乙酯回收率高达98.6%,但金松酸乙酯纯度却降低至46.9%。0.3和0.35的酯脲比包合,金松酸乙酯的纯度相差不多,但金松酸乙酯的回收率从43.0%显著增加到87.0%。吕秋楠[27]和鲁仲辉[26]等研究尿素包合法富集亚麻酸时亦有类似的发现。因此综合考虑SCA纯度、回收率以及经济性,脂脲比0.35包合木榧油乙酯是适宜的。
2.3 固定化脂肪酶无溶剂体系中催化FAEE、甘油合成1,3-DAG
以纯化的金松酸乙酯和甘油为起始原料,研究探讨了Lipozyme RM IM、Lipozyme TL IM及Novozyme 435的催化效果。不同温度下的转酯化反应时间进程曲线如图4所示。
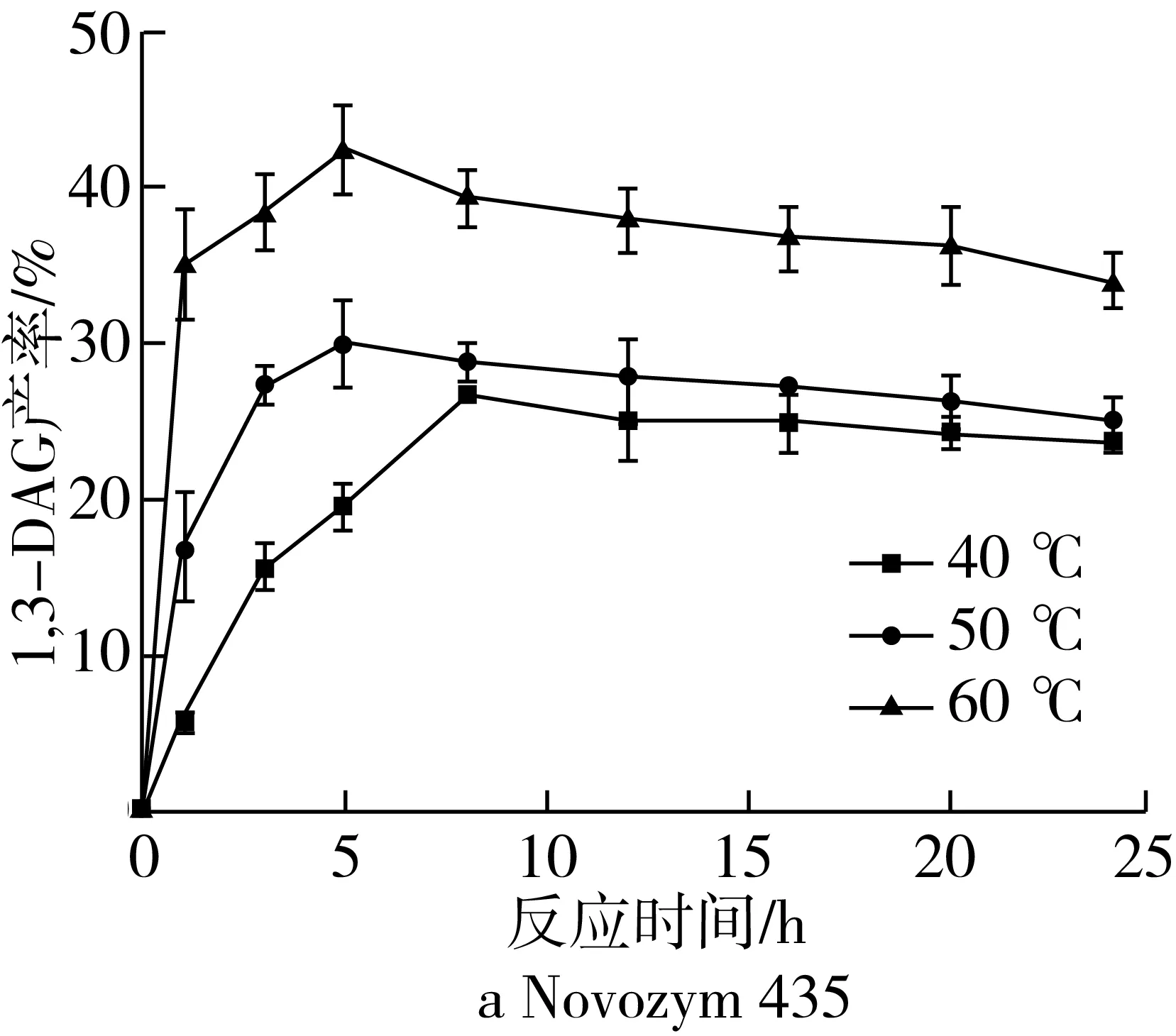
与Lipozyme TL IM和Lipozyme RM IM相比Novozym 435催化活性高,5~8 h后1,3-DAG即达到最大产率。随温度增加,Novozym 435催化活力明显加快。50 ℃和60 ℃反应5 h,1,3-DAG产率分别为30.1%和42.5%,而40 ℃时,反应速率较低, 8 h后1,3-DAG产率达到最高(26.8%)。时间继续延长1,3-DAG产率略有下降,且反应趋向平衡。 Zeng[28]等在油酸与甘油合成1,3-DAG的研究中也有类似的发现。这可能是随着反应时间的延长,偏甘酯发生酰基转移进一步与EE反应生成了TAG,1,3-DAG的含量从而降低。此外,也和Novozym 435不十分严格的1,3位置专一性有关[29-30]。Lipozyme TL IM催化选择性可接受,但活力较低,而且其热稳定性较差,最适温度为50 ℃,反应24 h后1,3-DAG产率不足30%。
Lipozyme RM IM因在各种介质中(无溶剂、有机溶剂,超临界流体等)均表现出良好的的活性和稳定性,因此广泛应用于油脂改性[31]。与Novozym 435类似,随温度增加Lipozyme RM IM活力上升明显,60 ℃为其最适温度。不同的是,因其位置选择性高,随时间延长1,3-DAG产率逐渐增。Luis Vázquez[32]等以混合脂肪酸乙酯为原料,在65 ℃下与甘油以2∶1摩尔比反应,DAG得率为60.7%,1,3-DAG得率为39.8%。李磊[30]等研究米糠油甘油解制备1,3-DAG时发现60 ℃是Lipozyme RM IM的最佳温度,温度高于60 ℃时,DAG产量开始下降。Zhong[33]采用Lipozyme RM IM催化月桂酸、甘油酯化反应合成1,3-DAG,当酶添加量为5%,月桂酸和甘油摩尔比为2∶1,50 ℃下反应3 h,1,3-二月桂酸酯得率为80.3%。Watanabe T等[34]也报道了Lipozyme RM IM在无溶剂体系中催化混合脂肪酸与甘油合成DAG的表现。5%的酶添加量,50 ℃下反应4 h,DAG产率达84.0%,纯度为90.0%。然而酯化反应所用的游离脂肪酸制备需耗用大量的酸碱,环境问题突出。本研究采用5% Lipozyme RM IM做催化剂,FAEE、甘油摩尔比2∶1,60 ℃反应24 h,产物中1,3-DAG产率达55.5%。
2.4 合成产物中的成分组成
三种脂肪酶不同温度下催化酯交换反应的选择性如图5所示。产物的脂肪酸组成见表1。甘油酯产物中1,3-DAG与1,2-DAG的比例反应了酶催化位置选择性的强弱。1,3-DAG/1,2-DAG比例越大,1,3-DAG含量越高,产物生理活性越高。图5显示,温度升高后各脂肪酶合成产物中1,3-DAG/1,2-DAG的比例都增大,这与我们从前的的发现接近[35]。这可能是因为高温促进了1,2-DAG的Sn-2位脂肪酸向Sn-3位酰基转移,转化为热稳定性更高的1,3-DAG[36]。因此在适当范围内提高反应温度不仅能够提高1,3-DAG的合成速率和产率,同时也能够调整并改善二酯的比例。此外,数据也显示3种酶的1,3-位置选择性由强到弱依次为Lipozyme TL IM>Lipozyme RM IM>Novozym 435。Novozym 435的特异性最低,因此反应后期乙酯与偏甘酯继续反应生成TAG,而Lipozyme RM IM和Lipozyme TL IM具有较高的位置特异性,脂肪酸因此很少结合在Sn-2位上,很难再合成TAG。

图5 不同温度下脂肪酶催化酯交换反应产物中的1,3-DAG/1,2-DAG的比例
制备1,3-DAG过程中,原料油、混合FAEE、包合富集的SAC乙酯以及不同脂肪酶最适条件下催化制备得到1,3-DAG的脂肪酸组成列于表1。结果显示1,3-DAG的脂肪酸组成与包合富集的SAC乙酯原料无显著差别,表明三种脂肪酶没有表现出明显的脂肪酸选择性。1,3-DAG中SCA含量在58.6%~59.8%之间,符合预期。

表1 三种酶合成的1,3-DAG的脂肪酸组成
3 结论
采用乙醇钠催化香榧油醇解高效、时间短,得到FAEE可方便地采用尿素包合法一步富集得到纯度为60%~73% SCA乙酯。Lipozyme RM IM活力高、1,3-位置选择性强是催化SCA乙脂、甘油转酯化反应最适合催化剂。当添加量5%,乙酯、甘油摩尔比2∶1, 60 ℃反应24 h,1,3-DAG产率达55.5%,其中金松酸质量分数为58.6%。实验开发的化学-酶催化两步制备1,3-DAG的技术路线具有经济、高效、工艺绿色等优点,具有一定的商业化潜力。
