电器底盖注射模设计
2020-08-24钟锋良
钟锋良,袁 军
(深圳技师学院,广东 深圳 518100)
0 引言
大型电器上、下壳体塑件一般外形尺寸大,且存在较多的结构特征,此类塑件注射成型的关键在于平衡浇注和自动脱模[1-4]。采用多点浇口浇注时,需对各浇口进行平衡设计,以避免待成型塑件部分区域充填不足、部分区域产生过保压等问题。合理安排塑件的脱模方式和选用结构精简的脱模机构,是降低模具制造成本的重要方法[5-8]。
1 塑件结构
某电器底盖如图1所示,材料为ABS,外形尺寸为237 mm×206 mm×23 mm。成型该塑件的模具设计难点:①塑件内、外壁上有较多非规则特征,影响熔料流动,浇注系统设计困难;②塑件3个侧面的侧孔与侧凹特征多,需进行侧抽芯;③塑件内壁倒扣特征多,需设置多个侧抽芯机构脱模,且倒扣之间距离较近,设计空间狭窄,影响侧抽芯机构的结构及布置。
塑件M1侧面外壁分布有C3、C4格栅孔,内壁分布有K1、K2倒扣及 C5倒扣槽;M2侧面分布有C2侧孔;M3侧面类似于整面倒扣;M4侧面分布有K6倒扣槽。中央内壁上分布有9个L1螺纹孔、17个沉台孔及K3、K4倒扣。
2 成型工艺分析
由图1可知,塑件内部壳壁高低不平,且体积分布不均,需进行分区平衡式浇注,以保证型腔各部位获得均衡浇注。塑件除M2面外,其余3个面都需要侧抽芯实现脱模,在M1、M3、M4侧面设置侧抽芯机构。塑件内部存在多处倒扣,需采用斜推机构实现侧抽芯脱模,塑件推出通过推杆实现。
3 模具结构设计
3.1 浇注系统
综合塑件脱模需要,模具设置为1模1腔结构,如图2所示,剖视结构如图3所示,选择塑件最大外轮廓为分型面。浇注系统设置5个点浇口进浇,其中G1浇口用于平衡M2面的侧孔槽浇注,G2~G5浇口则分布于待成型塑件的四角均衡位置进行浇注。G1浇口不对型腔直接浇注,而是在其末端再接一段流道,通过侧浇口进浇。为使各浇口浇注平衡,在定模板水平流道上设置了节流阀(T1~T5),通过调节节流阀控制各流道的料流流量。H-H视图为G1浇口流道末端的侧浇口截面,F-F视图为G4浇口截面。
3.2 脱模机构
选用LKM DCH标准三板模架,为实现塑件侧孔与倒扣特征的脱模,布置5个滑块机构(S1~S5)和4个斜推机构,塑件由9根推管和15根推杆推出。
针对3个侧面的抽芯需要,M1、M3、M4面分别设置整体式侧抽芯滑块机构S1、S3、S4实现脱模。结合图1所示,滑块机构所对应的特征脱模为:①S1滑块机构完成 M1面及其 C2、C3、C5孔的脱模;②S2滑块机构完成M2面及其C2孔的脱模;③S3滑块机构完成M3面的脱模,S4滑块机构完成倒扣K5的脱模,S5滑块机构完成倒扣槽K6的脱模。S1~S3滑块机构由斜导柱驱动,安装于动模侧,其结构相同。S4滑块机构由位于定模的弯销驱动,S5滑块机构由倒装式弯销驱动。
针对倒扣特征,设置4个结构相同的X1~X4斜推机构进行脱模,对应的脱模特征为:①X1斜推机构完成K1倒扣的脱模;②X2斜推机构完成K2倒扣的脱模;③X3斜推机构完成K3倒扣的脱模;④X4斜推机构完成K4倒扣的脱模。
4 机构设计与安装
S1~S3滑块机构安装如图3所示,以S2滑块机构为例,由件1~件8组成,是双斜导柱2驱动S2滑块3的典型斜导柱滑块机构。斜推机构安装以X1为例,其为典型的转销滑动式斜推机构,由件18~件21组成,通过注塑机顶杆驱动推板41推动斜推杆20,斜推杆20下端设有转动销19,转动销19安装于斜推座18槽内。
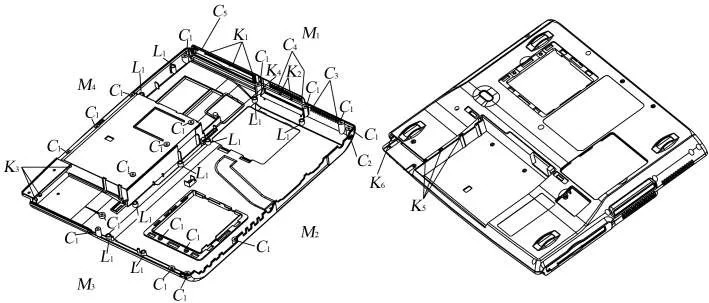
图1 塑件结构

图2 模具布局设置
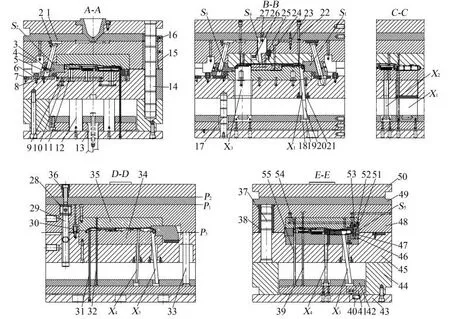
图3 模具结构
S4滑块机构的弯销安装于脱料板上,通过脱料板49与定模板48的打开驱动S4滑块24实施侧抽芯。S5滑块机构的弯销安装于动模板45上,通过动模板45与定模板48的打开驱动S5滑块51完成侧抽芯动作。
5 模具工作原理
模具开模分3次打开,打开顺序为P1→P2→P3,闭合顺序为P3→P2→P1。P1打开时凝料与塑件在G1~G5浇口处断开分离,P2打开时流道凝料从模具上自动脱离,且S4滑块机构完成侧抽芯,P3打开时S1、S2、S3、S5滑块机构完成侧抽芯。模具打开后,注塑机推杆推动推板41驱动X1~X4斜推机构及推管31、推杆32将塑件从型芯镶件34上推出。塑件脱模后推出机构先复位,由行程开关40控制。
6 结束语
针对塑件倒扣、侧孔特征多、模具结构布置困难的特点,设计了1模1腔三板式点浇口模具。模具分3次打开,实现自动分离凝料及塑件脱模。为解决型腔浇注平衡问题,采用5个点浇口进浇,并设置流道节流阀保证浇注平衡。为解决塑件脱模问题,设计了3个斜导柱、1个弯销与1个倒装式弯销实现塑件外壁特征的脱模,设置了4个宽度不同,但结构相同的斜推机构对塑件内壁倒扣进行侧抽芯,采用9根推管与15根推杆推出塑件。模具结构布置合理,脱模机构简单实用。