离子液体对高酸值油脂的催化酯化降酸效果研究
2020-08-16李惠文杨铃梅吕鹏梅王忠铭苗长林袁振宏
李惠文, 杨铃梅, 吕鹏梅, 王忠铭, 苗长林, 袁振宏
(中国科学院 广州能源研究所;中国科学院可再生能源重点实验室;广东省新能源和可再生能源研究开发与应用重点实验室, 广东 广州 510640)
生物柴油具有环保无毒、润滑性能好、闪点高、可再生等特性,是当前受到广泛关注的绿色能源之一,可作为石化柴油的一种很好替代品,具有极大的应用前景[1]。传统的生物柴油生产工艺是以油脂和醇为原料的碱催化酯交换反应过程,由于只能以纯动植物油脂为原料,导致原料成本占总生产成本的50%~85%[2-3],生产成本高昂,不利于推广应用[4-5]。目前,世界主要生物柴油生产国都依据本国种植业特色,选择不同原料制备生物柴油。我国生物柴油总产能已经超过350万t/年,但由于受原料来源及经济效益低下的限制,2018年生物柴油产量仅为103万t[6],远没有达到产能需求。然而我国废弃油脂资源丰富,2020年总量将超过1 000万t[7]。以价格低廉易得的废弃油脂为原料制备生物柴油,既能带来巨大的经济效益,又符合绿色环保的产业发展要求[8]。但废油脂含有大量游离脂肪酸,使用碱性催化剂时易发生皂化反应,阻碍生物柴油的制备,一般采用预处理废油脂的方法来降低游离脂肪酸的含量[9-10]。普遍的做法是采用无机强酸(H2SO4、HCl、H3PO4)催化酯化[11],但存在催化剂难以循环利用、废水污染环境、设备腐蚀严重等缺点。为了完善该催化工艺,研究者将注意力转移到开发具有易回收再利用、制备工艺简单、环保等诸多优点的新型催化剂[12]。近年来,离子液体因在室温下呈液态,具有液体酸的强催化效果和固体酸易分离的特性,越来越引起人们的重视[13],在很多催化和有机反应中性能优异[14]。李颖等[15]以1-丁基磺酸-3-甲基咪唑硫酸氢盐([BHSO3MIM]HSO4) 为催化剂,催化油酸与甲醇酯化反应,生物柴油产率为97.7%,连续使用10批次后仍保持初始催化活性的95.6%,表现出极好的操作稳定性。Zhang等[16]以Brønsted酸性离子液体N-甲基-2-吡咯烷酮甲基磺酸盐([NMP][CH3SO3])为催化剂催化长链脂肪酸和乙醇酯化反应合成生物柴油,发现催化剂的稳定性良好,重复使用8次后脂肪酸转化率为90.7%。本研究以制备的酸性离子液体为催化剂,结合自行设计的酯化反应试验装置,分析离子液体在高酸值酸化油酯化降酸中的催化作用,以期为高酸值油脂原料制备生物柴油提供一种催化酯化催化剂和适用装置。

1.酯化床esterification kettle; 2.物料出口material export; 3.连接通道 coupled channel; 4.简易精馏器simple rectifier; 5.板式冷井plate-type cold well; 6.甲醇回流管methanol reflux tube; 7.玻璃管glass tube; 8.排渣口slag discharge port; 9.正方形开孔square openings; 10.甲醇 回流口methanol reflux port; 11.筛网固定槽screen mesh fixing groove; 12.物料入口material entry 图1 酯化反应试验装置示意图 Fig.1 Schematic diagram of the experimental apparatus for esterification
1 材料与方法
1.1 原料、试剂与仪器
大豆酸化油, 购买于温州中科新能源科技有限公司,经测试油脂主要理化指标为: 酸值 120 mg/g、甘油酯29.7%、不皂化物2.1%、含水量1.05%、杂质4.1%、密度 0.94 g/mL、皂化值168 mg/g、硫131 μg/g。 N-甲基咪唑、1,3-丙烷磺酸内酯、对甲苯磺酸、苯磺酸、硫酸、甲醇、甲苯、氢氧化钾、无水乙醇、无水乙醚等均为市售分析纯。
GZX-9140MBE型电热鼓风干燥箱,上海博讯;DF-101S集热式恒温加热磁力搅拌器,上海予由仪器有限公司;密度测定仪、机械杂质测定仪、KD-R3041 荧光测硫仪、闭口闪点测试仪、哈希水分分析仪,长沙卡顿海克尔仪器有限公司;Agilent 7890A气相色谱仪,美国安捷伦;傅里叶变换红外光谱仪,美国PE公司;TGA Q50 V20.13 Build 39型热重分析仪,梅特沃特斯仪器公司;自制酯化装置见图1。
1.2 离子液体催化剂的制备
催化剂的制备方法参考文献[17],在装有温度计、磁子的三口瓶中加入0.1 mol N-甲基咪唑,搅拌下加入100 mL甲苯作为溶剂,在冰浴和剧烈搅拌条件下缓慢加入0.12 mol 1,3-丙烷磺酸内酯,滴加完毕后,升温到70 ℃,在反应过程中保持不断搅拌使反应充分进行,继续反应24 h。产物用乙醚洗涤3次,洗涤后50 ℃下真空干燥4 h,得到磺酸内酯基咪唑盐(MIMPS)。取0.1 mol对甲苯磺酸溶解在装有200 mL水的500 mL圆底烧瓶中,快速机械搅拌下加入上述制备的0.1 mol MIMPS,升温到70 ℃,搅拌反应2 h 进行酸化,反应结束后,60 ℃真空蒸发出反应物中的水,所得产物用乙醚洗涤3次后, 50 ℃下真空干燥24 h,制得1-丙基磺酸-3-甲基咪唑对甲苯磺酸([MIMPS][C7H7O3S])离子液体,反应式如图2所示。

图2 [MIMPS][C7H7O3S]离子液体的合成反应方程式
1.3 催化剂的表征
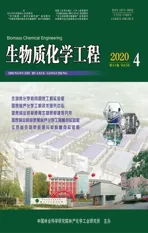
1.3.1红外光谱分析 将经干燥处理的离子液体样品取1~2滴滴到KBr压片上,拖平后进行红外扫描。测试条件:KBr为参比,扫描范围400~4000 cm-1,分辨率4 cm-1,扫描次数32次。
1.3.2热重分析 采用热重分析仪对[MIMPS][C7H7O3S]离子液体的热稳定性进行分析,N2为保护气体,流量为100 mL/min,升温速率为10 ℃/min,升温区间为25~900 ℃。
1.4 酯化降酸试验
在自制的酯化反应试验装置(图1)中加入一定量的离子液体催化剂,将50 g大豆酸化油由物料入口泵入酯化床中,加热并搅拌。甲醇按一定流量由物料入口泵入酯化床中,开始耦合甲醇提纯、回流反应。反应结束后,冷却至室温,将反应混合物留在反应釜中静置分层,分离出油相反应液预酯化油,取样测定酸值,下层离子液体继续使用。回收提纯甲醇经甲醇回流管、玻璃管由甲醇回流口回到酯化床。以酸值、转化率为指标,考察甲醇通入量、催化剂用量、反应时间和反应温度等因素对酯化反应的影响,并考察催化剂的重复使用性能。
1.5 测定方法
1.5.1成分测定 酸值采用《动植物油脂酸值和酸度测定》(GB/T 5530—2005)方法测定;密度参考GB/T 2540—1981方法测定;含硫量参考SH/T 0689—2000方法测定;含水量参考SH/T 0246—1992中的方法测定;机械杂质参考GB/T 511—2010方法测定;皂化值参考GB/T 5534—2008的方法测定;不皂化物参考GB/T 5535.2—2008的方法测定。
1.5.2转化率测定 酸化油的转化率(η,%)由原料反应前后的酸值变化计算得到,计算公式如下:
η=(I1-I2)/I1×100%
式中:I1—酸化油初始酸值,mg/g;I2—酯化反应进行一段时间后所取样品的酸值,mg/g。
2 结果与讨论
2.1 催化剂结构表征

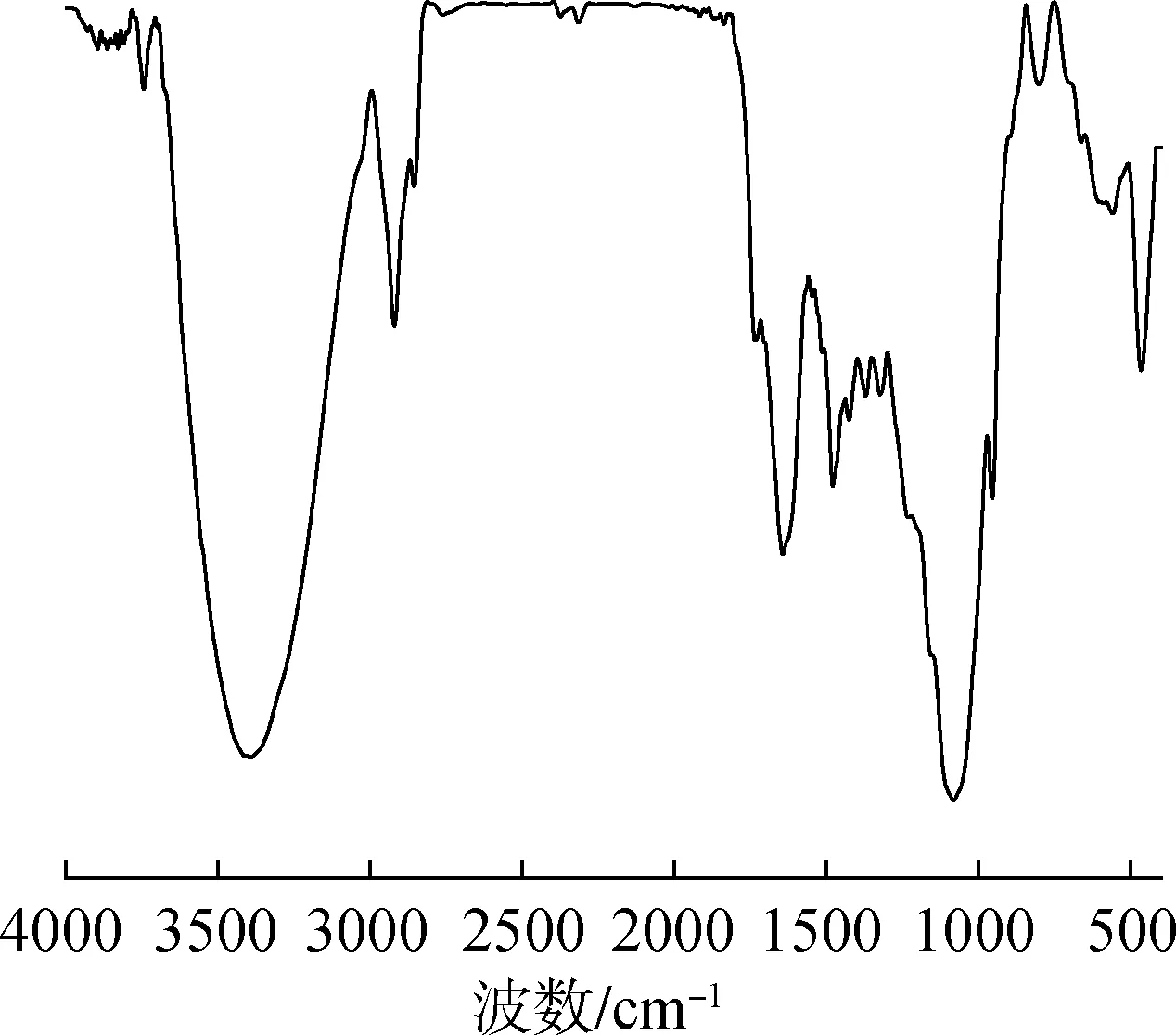
图3 离子液体的红外谱图
2.1.2热稳定性分析 热稳定性分析结果如图4所示。由图4可知,[MIMPS][C7H7O3S]离子液体在100 ℃之前有约8.63%的失重,主要为水的挥发。100~200 ℃间热失重速率变化不明显,但仍有部分失重,这主要是一些没反应的反应物的挥发。温度超过200 ℃,热失重速率突然增大,最大热失重发生在200~300 ℃。当温度≥450 ℃时,离子液体分解接近完全。以上分析表明离子液体在小于200 ℃时具有较好的热稳定性,在100~200 ℃用于催化酯化反应过程中不会分解。

图4 离子液体的TG-DTG曲线
2.2 不同条件对酸化油酯化降酸的影响
2.2.1甲醇通入量 在酸化油用量50 g、离子液体催化剂用量(以酸化油质量计,下同)10%、酯化温度100 ℃、反应时间2 h的条件下,不同的甲醇通入量对酸化油转化率和预酯化油酸值的影响见图5(a)。由图可知,随着甲醇通入量的增加,转化率上升,酸值下降。甲醇通入量0~0.66 mL/min时,酸值降低速度较快; 0.825~0.99 mL/min,酸值下降幅度较小,转化率上升幅度变小。在甲醇通入量0.825 mL/min条件下,预酯化油酸值为9.7 mg/g,酸化油转化率为91.9%。甲醇通入量为0.99 mL/min时,预酯化油酸值为7.47 mg/g, 转化率达到93.8%。由此可知,随着继续增加甲醇通入量,虽然酸值会持续下降,但是变化幅度很小。结合装置的反应情况,当甲醇通入量为0.99 mL/min达到了反应所需的甲醇浓度并且能及时携带出反应生成的水,反应达到最佳状态。继续增加甲醇通入量将增加甲醇挥发时的热量损失,导致温度下降,同时增加甲醇提纯的能耗。因此,甲醇通入量选择0.99 mL/min较为合适,这样既可使反应获得较高的转化率,又不致使过量甲醇在循环时增加过多的能耗。
2.2.2催化剂用量 在酸化油用量50 g、反应温度100 ℃、反应时间2 h、甲醇通入量0.99 mL/min条件下,不同催化剂用量对酯化反应的影响见图5(b)。由图可以看出,酸化油转化率随着催化剂用量的增加而增加,在0~2.5%区间增加明显。催化剂用量为2.5%时,预酯化油酸值为13.65 mg/g,转化率达到88.62%。催化剂用量由2.5%增加至15%时酸值变化很小,转化率提高缓慢,催化剂用量5%时,转化率为90.69%。用量15%时,转化率为93.42%。增加离子液体催化剂用量增加了单位体积离子液体浓度,提供的活性位点更多,能够促进反应的进行;到达一定量以后,继续增加离子液体的用量,酸化油转化率趋于稳定,催化效果不再明显提高,这是由于离子液体提供的活性位点已经足够多,能满足催化需要,继续增加催化剂用量对反应影响不大。考虑生产成本等因素,催化剂用量以2.5% 为宜。
2.2.3反应温度 在酸化油用量50 g、催化剂用量2.5%、反应时间2 h、甲醇通入量0.99 mL/min的条件下,考察反应温度对酸化油转化率和预酯化油酸值的影响,结果见图5(c)。由图可知,在65~115 ℃温度段,酸化油转化率呈现先降低后升高的趋势,65 ℃时转化率87.3%,85 ℃时转化率82.2%,105 ℃时为90.3%,115 ℃时为92.5%。105与115 ℃时酸化油转化率的改变量较少,这主要是由于甲醇浓度和含水量变化引起的。在65 ℃甲醇能达到反应的较高浓度,随着温度的升高,在75~95 ℃阶段,甲醇挥发量加大同时产生的水没有排出,降低了反应中的甲醇浓度。100 ℃以上时反应产生的水较容易排出,转化率升高。相应地,预酯化油酸值呈先升高后降低的趋势,105 ℃后变化较小。由于105与115 ℃时,酸化油转化率和预酯化油酸值变化较小,所以选取反应温度为105 ℃。
2.2.4反应时间 在酸化油用量50 g、催化剂用量2.5%、反应温度105 ℃、甲醇通入量0.99 mL/min的条件下,不同反应时间对酯化反应的影响见图5(d)。由图可知,酸化油的转化率随着时间的延长而增加,当反应时间为 1 h,转化率为63.88%,预酯化油酸值43.35 mg/g;反应2 h,酸化油转化率为95.64%,预酯化油酸值5.23 mg/g;反应时间3 h时,预酯化油酸值为2.3 mg/g,酸化油转化率为98.1%,达到了生物柴油碱催化工艺中油脂酸值在转酯化前要低于4 mg/g的工序要求[18]。由此得到最佳的反应时间为3 h。

a.甲醇通入量methanol inflow; b.催化剂用量catalyst dosage; c.反应温度reaction temperature; d.反应时间reaction time
2.3 正交试验优化酸化油酯化降酸工艺
在单因素试验基础上,以酸化油转化率为评价指标,以甲醇通入量(A)、催化剂用量(B)、反应温度(C)、反应时间(D) 作为影响因素,进行L9(34) 正交试验,结果见表 1。

表1 正交试验设计及结果分析
由表 1可见,各因素对转化率影响的主次顺序为反应时间>反应温度>催化剂用量>甲醇通入量,最佳反应条件为A3B1C3D3,但是反应温度105和115 ℃时转化率差别不大,可以选择105 ℃,因此选择最佳反应条件为A3B1C2D3,即甲醇通入量0.99 mL/min、催化剂用量2.5%、反应温度105 ℃、反应时间3 h,在优化条件下进行验证实验酸化油转化率为98.42%,预酯化油酸值为1.9 mg/g。
2.4 催化剂的重复使用性能
在50 g酸化油、催化剂用量2.5%、甲醇通入量0.99 mL/min、反应时间3 h、温度105 ℃的最佳酯化反应条件下测试,反应结束后,分离上层油脂产品,将催化剂留在反应釜底部,继续重复使用。然后通入同质量的酸化油,在相同的反应条件下继续下一次循环反应。预酯化油酸值和酸化油转化率随离子液体循环使用次数的变化情况如图6所示。

图6 催化剂重复使用次数对酯化反应的影响Fig.6 Effects of catalyst reuse on esterification
图6数据表明,经多次使用后催化剂活性有所下降,但总体稳定性较好。离子液体重复使用9次后预酯化油酸值由酸化油的120 mg/g变为26.66 mg/g,转化率保持在75%以上,表明酸性离子液体催化剂具有较高的稳定性,可重复利用。催化剂初次使用转化率为98.45%,每重复一次转化率下降平均小于5%。可以推断,自制的离子液体具有较高的活性,转化率随离子液体循环次数的增加略有下降的主要原因是每次离心沉淀回收时离子液体都会有一些损失。
2.5 产品质量分析
催化酯化后油脂产品的质量由测定的预酯化后产品的理化指标来判定,如水分、酸值、密度等。按最佳条件甲醇通入量0.99 mL/min、催化剂用量2.5%、反应温度105 ℃、反应时间3 h,得到的预酯化后的酸化油主要性能指标为密度0.896 g/mL、皂化值170 mg/g、酸值1.9 mg/g、不皂化物0.6%、甘油酯30.2%、水分0.12%、硫129.4 mg/kg。相比酸化油原料,预酯化处理后从检测指标看油脂质量大幅提高,如酸值、水分含量大幅下降,甘油酯含量升高,密度下降,预酯化后酸化油没检测到机械杂质,且酸值达到后续酯交换工序酸值小于4 mg/g的要求。检测到油脂中的硫含量与预酯化前相比变化不大,说明离子液体中的S元素没有迁移到油脂中。
3 结 论
3.1以制备的1-丙基磺酸-3-甲基咪唑对甲苯磺酸([MIMPS][C7H7O3S])离子液体为催化剂,自行设计的连续酯化降酸耦合甲醇连续回收再利用装置为实验装置,酸值120 mg/g的酸化油为原料进行酯化降酸试验。利用单因素和正交试验确定了最佳工艺条件为酸化油50 g、甲醇通入量0.99 mL/min、反应温度105 ℃、催化剂用量2.5%、反应时间3 h,在此条件下酸化油转化率可达98.42%,预酯化油酸值为1.9 mg/g,满足后续酯交换制备生物柴油酸值小于4 mg/g的指标要求。催化剂重复使用 9 次,转化率仍保持在 75%以上,表明该催化剂对高酸值油脂酯化降酸有很好的催化活性,且具有良好的稳定性。
3.2红外光谱分析结果表明制备的离子液体符合反应产物化学结构特征;热稳定性分析结果表明该离子液体在200 ℃下具有较好的稳定性。