基于机械仿形的镟轮装置设计与研究
2020-08-12文永翔周文祥陈阳张晓阳
文永翔,周文祥,陈阳,张晓阳
(西南交通大学 牵引动力国家重点实验室,四川 成都 610031)
0 引言
在机车车辆进行滚动振动试验的方法中,是利用轨道轮的旋转以3~6 m左右的圆周长来模拟线路钢轨的[1]。轨道轮断面外形与铁路轨头相同,产生的磨耗形态与钢轨类似,且磨耗累计效应高。由于硬度较低,磨耗速度比线路上的钢轨快几十倍,轨道轮的模拟效果随着磨耗而下降。GB/T 32358-2015对轨头型面的磨耗都有严格限制,轨头型面的磨损不能>0.2 mm[2]。对于磨耗超限的轨道轮应及时进行镟修,避免由于轨道轮的因素导致试验结果的不可靠。传统的轨道轮镟修流程为:拆卸轨道轮并运送到机械加工车间,将轨道轮安装在大型车床上进行车削,然后包装运回原试验台处并进行组装。整个检修过程需耗时数周,这种修理方式效率低、费用高。因此研究设计一种可就地安装使用的镟轮装置具有重要的实用意义。
1 技术方案提出并分析
轨道轮断面及其与车轮的接触关系如图1所示,其中黑色粗实线即为轨道轮断面外形,一般为1/40轨底坡放置的60 kg/m钢轨[2]。

图1 轨道轮与车轮接触关系
由于机车滚动振动试验台的轨道轮单元包含特定精度的轴承、轴承座、主轴及其驱动调速系统[3],它可以提供一定精度和速度的旋转运动,作为切削需要的主运动。因此研究设计一种快速对准、安装到工作位置的仿形镟修装置,就可以在试验台现场就地构成轨道轮的基本镟轮系统,如图2所示。

图2 镟轮系统
常见的仿形装置有3种:机械仿形、液压仿形和电气数控[4-6]。液压仿形的核心为液压系统,它的零部件精度要求非常高,与机械仿形和电气仿形相比,液压传动的可动部分惯量小,这就保证了它具有很高的速度,并使刀头能迅速换向和制动,但其体积较大,质量较重;电气数控仿形通过预编程序控制几个伺服电机的旋转,最终实现刀头的仿形路径。由于机车滚动振动试验台环境的特殊性,一是安装空间狭小,二是镟削装置必须即用即拆,每次的安装位置都可能变化,所以上述两种仿形方法都不太实用,而机械仿形恰恰能满足上述条件,不仅拆卸方便而且占用空间小。
2 镟轮装置
2.1 机械仿形原理
轨道轮截面曲线为多段圆曲线和直线段的组合,可利用圆车刀与轨道轮外形曲线相切的原理进行仿形切削。仿形切削的路径如图3所示,实际圆车刀的平移运动轨迹为轨道轮外形曲线外加圆车刀半径的包络线。机械镟轮装置必须具有横向对刀、纵向进刀和仿形进给三大功能。横向对刀是指镟修切削前使车刀对齐轨道轮端面;纵向进刀可以实现不同背吃刀量的调整。
本设计采用的是机械仿形的方法,最关键的是仿形功能,原理是利用齿轮齿条产生动力,使圆车刀的运动轨迹沿着导槽的运动轨迹。另外还要保证圆车刀的切削运动相对轨道轮不会出现相对转动,仿形切削的轨迹精度由导槽的精度决定。圆车刀切削轨迹如图3所示。下面进一步研究实现各功能的具体结构。

图3 圆车刀切削轨迹
2.2 运动机构
机械仿形镟轮装置如图4、图5所示,所需要的三大功能分别对应横向对刀手轮1、纵向进刀手轮2和进给手轮3(或电机)。

图4 镟轮装置立体图

1—底座;2—圆柱滚子导轨;3—马鞍板;4—手轮2;5—进刀丝杆;6—车刀座;7—垫块;8—上框;9—横梁板;10—减速机;11—仿形轴;12—齿轮;13—铜套;14—弧形齿条板;15—保持框;16—导槽板;17—压柄;18—压盖;19—车刀;20—车刀杆;21—螺纹块。图5 镟轮装置剖视图
首先由于切削运动的需要,车刀相对于底座必须能够灵活地运动,同时又不能相对转动。因此利用导轨和马鞍板构成十字滑台,如图6所示。底座与马鞍板通过横向导轨连接,车刀座与马鞍板通过纵向导轨连接,车刀安装在车刀座上。

图6 镟轮十字滑台机构
镟轮装置的纵向进刀机构就包含车刀座。利用丝杆螺母机构,转动进刀手轮2实现车刀的纵向运动。
考虑到材料磨耗后的更换问题,将仿形所用导槽和弧形齿条单独加工成零件,固定在固定框中,如图7所示。通过横向对刀手轮1带动对刀丝杆旋转,使保持框的横向运动,最终实现横向的对刀运动。

图7 横向对刀机构
从图5中可以观察出,仿形轴从上至下依次穿过减速机座、保持框中弧形齿条板、导槽板、车刀座,动力从电机或手轮3输入后,经过减速机传递到仿形轴上。轴上的齿轮与齿条啮合产生动力,仿形轴沿着导槽运动。车刀座相对底座的运动为平动,不会发生旋转,车刀的仿形运动轨迹为导槽的中心线轨迹,最终实现车刀的仿形切削。
2.3 安装与使用
一般来说,可以根据不同的试验台空间环境,搭配不同的底架,就可以实现镟轮装置相对轨道轮任意的倾斜角度安装。当底架和镟轮装置安装完毕后,启动试验台电机带动轨道轮以一定速度旋转,并作为镟轮的主运动,旋转对刀手轮使车刀对齐轨道轮端面,再旋转进刀手轮调整车刀调整到初始切削位置,启动镟轮装置电机或仿形手轮实现车刀仿形进给运动,最后完成仿形镟削(图8)。

图8 镟轮装置安装位置示意图
3 设计要素
3.1 导槽齿条设计
如图9所示,所需镟修的轨道轮截面型线为黑蓝线条,由五段圆弧加一条线段构成。由上文的分析得知,导槽的轨迹应为轨道轮截面型线外加圆车刀半径的包络线,齿轮的运动轨迹为导槽中心线,则弧形齿条的节圆线为导槽中心线外加齿轮节圆半径的包络线(因本刊为黑白印刷,如有疑问之处,可咨询作者)。

图9 三线关系
确定导槽中心线和弧形齿条节圆线后,设计的导槽和弧形齿条如图10所示。根据仿形轴的尺寸确定导槽的宽度,利用CAD软件中的偏移命令即可完成导槽的设计。而弧形齿条根据节圆线进行分段设计,每段圆弧齿的模数和齿轮保持一致。在两段圆弧的交接处采用齿顶或齿根过渡,导槽和弧形齿条都采用慢走丝线切割加工,然后对配合表面进行热处理。由于切削的精度不需要齿轮齿条的啮合保证,因此齿轮齿条的配合稍有间隙也不影响装置的使用。
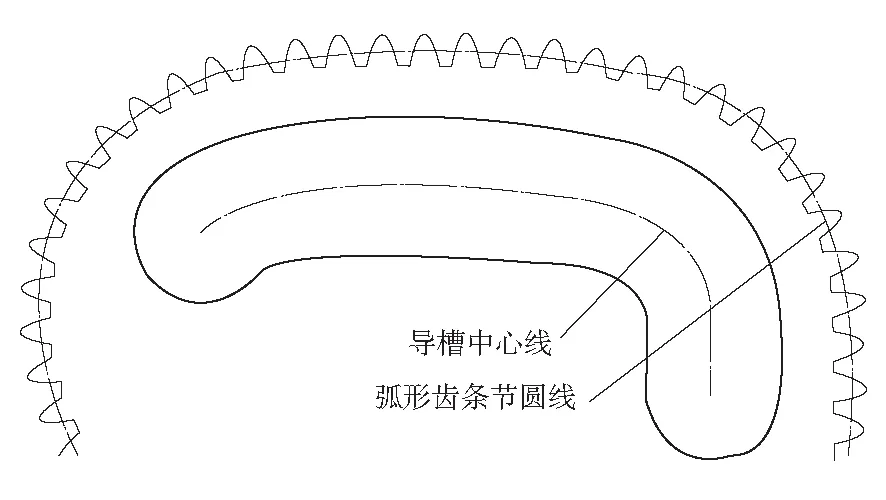
图10 导槽和齿条设计
3.2 切削范围
根据仿形切削需要,保证足够的横向对刀和纵向进刀的调整量,因此车刀的切削范围如图11所示,包含4个极限位置,车刀的起始切削位置应在4个极限点围成的矩形范围内。
通常横向对刀调整量为30mm,纵向对刀量为20mm,切削轨迹线的横向范围约80mm,纵向范围为30mm。因此在导轨的选择上,应保证:横梁上的横向对刀导轨行程应>30mm;而马鞍板的横向导轨不仅要满足横向对刀的移动量,还要满足车刀仿形切削的横向移动量,横向导轨的行程应>110mm;纵向导轨应>30mm。

图11 仿形切削的范围
3.3 切削计算
指数形式的切削力经验公式应用比较广泛,其形式如下[7]:
(1)
(2)
(3)
式中:Fc、Fp、Ff分别表示切削力、进给力和背向力;CFc、CFp、CFf取决于工件材料和切削条件的系数;xFc、yFc、nFc、xFp、yFp、nFp、xFf、yFf、nFf代表3个分力公式中背吃刀量、进给量和切削速度的指数;KFc、KFp、KFf为各种因素对各切削分力的修正系数。式中各种系数和指数都可以在切削用量手册中查到。
仿形镟轮装置的使用条件是:背吃刀量0.2mm,进给量为0.5mm/r,切削速度为10m/s。代入上式,取修正系数为1,计算得到的切削力为286 N,进给力为134N,背向力为112N。切削时的各向力都较小,因此没必要对装置进行静力学校核。
4 试验情况
本装置研发生产后,对一小段的圆棒进行镟修,试验情况如图12所示。镟轮装置的3种典型工作位置状态为:水平、60°倾斜和垂直,在不同的工况下使用结果如表1所示(试验结果分别代表切屑状态和振动情况)。试验结果表明垂直状态下装置工作最稳定,振动对切削速度比较敏感,装置在切削速度较低时出现较为严重的振动,可能是由于装置本身自振频率较低导致的,而背吃刀量影响切屑的连续状态,试验表明:背吃刀量在0.15~0.3mm之间最合适。

图12 装置的3种工作位置

表1 背吃刀量不同工况下的试验结果
5 结语
本文研究提出了一种适合机车车辆试验台的轨道轮就地镟修方法,设计了基于机械仿形的镟轮装置,利用齿轮齿条产生的动力靠导向槽实现仿形运动,结构紧凑。现已用于某机车轮轴驱动系统试验台中。运用结果表明:1)使用方便,可随时组装随时使用,体积小,质量轻;2)运动平稳可靠,无不良机械振动产生;3)切削结果表明:圆跳动量为±0.1 mm,形状精度为±0.1 mm。
