面向电子制造的功率超声微纳连接技术进展
2020-08-05马秋晨潘浩张文武李明雨计红军
马秋晨,潘浩,张文武,李明雨,计红军
(哈尔滨工业大学(深圳),广东 深圳 518055)
微电子封装是集成电路(IC)与电子系统之间的桥梁,它融合了集成电路与电子系统之间使用的所有技术。先进的微电子封装与制造技术是满足超薄、超轻、高性能、低功耗等便携式电子产品的需求,这也为半导体工业以更低成本维持摩尔定律开辟了一个全新的领域[1—3]。此外,随着汽车电子、5G通讯基站、航空航天及电力电子设备等功率电子行业的迅猛发展,此类电子器件具有高集成度、大电流/大电压、高温服役等显著特点,并且要求封装互连接头尺寸更小、高温稳定性更好、可靠性更高,因此对高可靠封装互连中新的连接工艺提出了更迫切的需求[4—8]。
基于整个微电子封装互连对新工艺和新材料的需求,全面提出了功率超声在微电子封装中的应用。首先,针对微电子封装中固相连接的应用,包括引线键合、Cu-Cu低温键合、光纤包覆材料连接等[7],对超声引线键合、超声金属连接、超声增材制造等连接工艺做了详细研究,并深入探索了超声对固相连接的变形机制[9—10];其次,根据微电子封装中芯片贴装中低温软钎焊的需求,陶瓷-陶瓷与陶瓷-金属连接时中温焊接的应用,以及铝/镁合金散热器与器件间的高温连接,系统研究了功率超声复合焊的工艺,包括超声低温软钎焊、超声中高温连接以及超声瞬态液相连接等,开展了一系列有关超声复合钎焊的试验,提出了超声波在半固态钎料中的特殊效应,深入探索了超声效应对界面的作用机制与润湿机理,进而开拓了超声波复合焊在电子封装中的广泛应用[11—13];最后,为了适应第三代半导体高功率器件的发展,并满足器件低温连接高温服役的特性,开发了超声纳米连接技术,利用纳米尺寸效应具有低温烧结的特点,引入超声实现了大功率器件的更低温度连接,并提出了全新的超声纳米烧结机制,最终满足了第三代半导体高功率器件的高温、高可靠性需求[14—16]。
综上所述,纵观微电子封装互连的发展,对超声微纳连接技术应用在电子制造封装领域做了全面的发展概述,并对功率超声应用在电子制造中后摩尔时代的问题与挑战做出了进一步的展望。
1 固相键合
超声波焊接技术的出现可以追溯到 1937年,Siemens公司在金属点焊中叠加超声波,实现了焊核区晶粒的细化[17]。十多年后,德国学者Willrich发现无需施加额外电流,仅通过超声波引起机械振动的固相键合方式即可获得良好焊缝[18]。随着固相键合技术的逐步成熟,应用于电子制造的功率超声微纳连接技术主要包括超声引线键合、超声金属焊接和超声增材制造。
1.1 超声引线键合
引线键合技术起源于 1957年,贝尔实验室的Andersen等[19]首次提出了“球形键合”和“楔形键合”的概念,但当时并未引入超声波。根据 Harman发表的文献[20]可知,超声波在20世纪60年代首次应用于丝线键合技术中。目前,半导体封装中90%以上的晶圆与电路间的电气互连都是采用超声引线键合技术来完成的。超声引线键合根据能量方式分为热超声球形键合和超声楔形键合,其中热超声球形键合因其无方向性、键合速度快等优势,迅速得到广泛应用。然而,热超声球形键合需要对键合部位进行烧球和预热,对工艺和键合偶材料表面状态要求更低的超声楔形键合技术逐渐进入视野,图1为超声楔形键合工艺示意图。首先,引线穿过楔形劈刀并留有尾丝,紧接着劈刀以一定的压力将引线压至被键合表面,引线发生塑性变形后,施加高频振幅,并在引线和金属基板之间形成良好键合后停止高频振动。随后劈刀将移动到第二键合点,执行与第一次键合相同的工艺过程。最后,使用线夹或切割器将金属丝切断。

图1 超声楔形键合工艺示意图[21]Fig.1 Schematic diagram of ultrasonic wedge bonding process
由于超声键合接头尺寸小,键合时间短,界面反应层薄,受限于试验和分析手段,相关研究更多聚焦在键合点可靠性上。键合工具、引线和基板是直接影响键合点可靠性的关键因素。例如,键合工具的表面粗糙度将直接通过改变摩擦因数的方式影响键合过程。对于直径较小(<75 μm)的引线通常采用扁平的键合工具,而带有U型凹槽或V型的键合工具通常用于键合直径较大(75~500 μm)的引线[21]。在引线材料方面,含有1%的Si或1.5%的Mg(质量分数)的铝线是最普遍用于超声楔形键合的材料。为了提高高温服役性能和耐蚀性,也可根据服役条件添加一定量的其他金属元素[21]。与铝线相比,铜线具有更好的导热导电性能和更高的可靠性,越来越多地替代铝线用于功率器件的封装,但铜的易氧化性制约了其大规模应用。目前已有相关学者提出可采用铜线表面涂覆薄层铝的方式改善铜线焊接性[22]。除此之外,在超过纯铝熔点的超高温服役条件(900 ℃)下,相关学者也提出了铂线和钯合金金线的替代方案[23—24]。在基板材料方面,常用材料为纯铝、纯金和纯铜。基板的表面粗糙度、硬度和污染物均可影响键合强度,但根据相关文献的调研,基板粗糙度和硬度对键合工艺的影响机理仍值得进一步研究[25—29]。
基于目前已有的研究成果,超声引线键合可以分为4个阶段:预变形和超声激活阶段、摩擦阶段、超声软化阶段、相互扩散阶段[30]。首先引线在劈刀法向力的作用下突破屈服极限,发生塑性变形,并在一定程度上去除了表面氧化层和污染物(预变形和超声激活阶段),紧接着当超声振动带来的横向力超过引线与静摩擦力时,即进入摩擦阶段,此时劈刀的高频振动将进一步去除界面氧化物和污染物,加速界面元素的相互扩散,同时驱动金属软化加剧摩擦(超声软化),最终促进界面处的冶金接合。4个阶段之间并没有严格间隔,并在整个超声键合过程中有一定的重合。
本团队的相关研究主要集中于Al线与COB基板Au/Ni/Cu金属化表面的超声键合研究,并针对相互扩散阶段进行了原始界面分析和老化后界面分析。图2为施加不同超声功率(焊接时间为100 ms,键合压力为5.88 N)获得的键合界面[31]。由图2可见,随着超声功率增加,连接区域逐渐由边缘位置向中心位置扩展,当功率达到200 mW时,过大功率的输入将折断引线,并在界面处留下楔形迹线。进一步借助高分辨TEM的界面表征技术(如图3所示)分析引线键合界面[32],发现引线处有明显的孪晶特征,且室温下的键合界面仍存在明显的相互扩散特征。CBED技术证实界面金属间化合物相主要为Au8Al3。
图4为老化试验后的界面相互扩散分析结果,老化时间小于48 h时,键合界面几乎没有变化。随着老化时间的增加,金属间化合物首先沿着厚度方向垂直生长,随后IMC厚度保持不变,并转变为横向生长模式。此过程中金属化合物主要有Au5Al2和Au2Al。此外,AuAl2出现将导致初始裂纹的萌生,并通过大量的Kirkendall孔洞快速扩展,最终贯穿整个键合界面[33]。
1.2 超声金属焊接
超声金属焊接的工作方式大体与超声引线键合相似,其工艺示意图如图5所示[34],焊接工艺同样包括施压与高频振动两个主要步骤,但略有不同的是超声引线键合中的键合工具为劈刀,而超声金属焊接中的施压工具为带有滚花的超声压头。

图2 不同超声功率下的界面演变[31]Fig.2 Interface evolution under different ultrasonic power
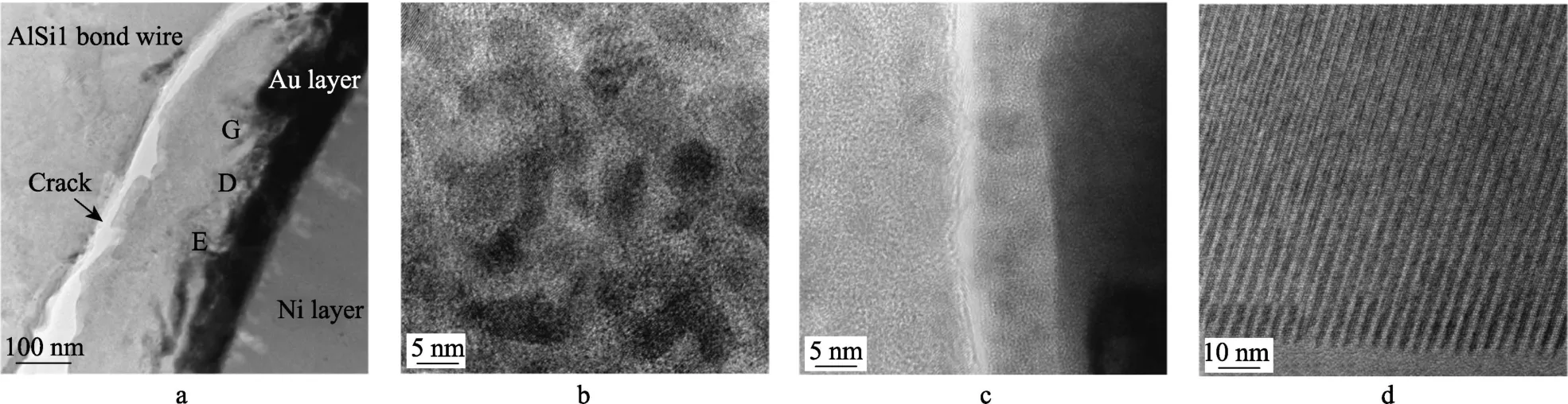
图3 引线键合界面的高分辨TEM表征[32]Fig.3 High-resolution TEM characterization of wire bonding interface

图4 200 ℃不同老化时间的界面演变[33]Fig.4 Interface evolution of different aging time at 200 ℃

图5 超声金属焊接工艺示意图[34]Fig.5 Schematic diagram of ultrasonic metal welding process
目前关于超声金属焊接的研究主要集中在超声压头滚花图案与最优工艺窗口优化、界面晶粒形态与织构演变3个方面。与超声引线键合改变劈刀材质不同,超声金属焊接中通常通过改变滚花图案的方式改善焊接质量,应用最为广泛的滚花图案为梯形和锯齿形两种,相较于梯形滚花的压头,锯齿形滚花压头可进一步增强摩擦提升界面温度并降低超声压头对于顶层基板的嵌入[35—36]。超声波金属焊接中振动频率通常为20,30,40 kHz,输出功率一般不超过4 kW,超声焊接通常可根据待焊材料属性定义焊接压力、振幅、时间或能量。通常在其余参数固定的情况下,增加焊接时间或输入能量,焊接程度可分为未焊合(under)、焊合(normal)和过焊合(over)3个阶段,相应拉剪载荷呈现先增加后减小的趋势[37],因此根据不同材料的工艺窗口,选择合适的工艺参数才能保证较好的焊接效果。
超声焊接的连接过程总体可以分为3个阶段[38]:微焊接区形成、微焊接区扩展和漩涡状界面形成。微焊接区主要由紧密接触位置的局部应力集中所致,随着摩擦的逐步加剧,微焊区扩展并最终由于应力的不均匀分布形成漩涡状界面。
Ji等对不同压下量的铝箔超声焊接界面织构的分析见图6[9],结果表明退火态铝箔首先由原始的立方织构{001}<100>和高斯织构{110}<001>,转变为{001}<211>和{112}<111>两种变形织构,随着变形的进一步增加,晶粒中动态再结晶分数逐渐提升,同时晶粒的逐步旋转导致变形织构分数降低,旋转立方织构{001}<110>逐渐增强。由ODF的织构演变分析,证实了铝箔超声焊接界面的动态再结晶过程。

图6 不同压下量的超声焊接界面织构分析Fig.6 Texture analysis of ultrasonic welding interface with different reduction
超声波金属焊接过程中,高频振幅的施加不可避免地带来超声压头对待焊工件表面的损伤,导致焊接材料边缘处过度减薄,造成焊接强度降低。此外,过大的表面损伤也限制了超声波金属焊接在功率器件封装中的应用,因此如何在保证焊接强度的同时减少表面损伤将是下一步亟需攻克的方向。
1.3 超声增材制造
超声增材制造是由超声金属固结成形技术发展而来,其通过对多层金属带或箔进行超声波焊接实现增材制造,还可搭配数控铣削平台实现零件的精密成形,其示意图如图7[39]所示,滚动的超声焊头施加法向力,并将超声振动局部施加到金属带或箔上,引起局部剧烈摩擦。这种摩擦的产热大约是剧烈塑性变形的2倍以上[40],大量摩擦热也为上下层金属箔的焊接提供了足够的扩散驱动力。由超声振动引起的剪切变形还可破坏焊接材料表面的氧化层,进而产生纯净金属表面,促进相邻层之间形成原子键。此外,超声能量还将驱使焊接箔片出现声软化现象,进一步促进塑性变形[41—42]。由于整个过程中不涉及母材的熔化,改善了由于金属零件收缩、残余应力等因素引起的尺寸误差,因此可用于生产具有高制造精度和良好表面粗糙度的几何形状复杂的零件。除了用于纯金属的零件制造外,超声增材制造还可应用于多种材料复合(例如异种金属,金属基复合材料,带有嵌入式引线、传感器、光纤的物体等)的特殊零件[43]。
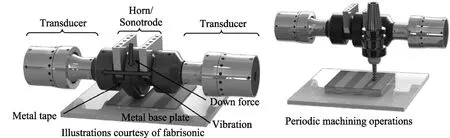
图7 超声增材制造搭配数控铣削平台示意图[39]Fig.7 Schematic diagram of ultrasonic additive manufacturing with CNC milling platform
超声波增材制造主要通过包覆特殊材料的方式实现光电感应、应力感应等器件的封装。Li等在铝箔表面丝网印刷LuxPrints 8153介电材料,并成功通过超声增材制造方式实现电子材料在金属块体中的封装[44]。Mou等采用超声增材制造的方法在金属块体中封装光纤材料,并成功表征了复合块体的传输频谱、温度感应与应力感应[45],但由于超声施加方式的局限,超声增材制造器件大多为规则形状,且高频振幅的施加对内部包覆器件性能影响的不确定性,均限制了超声增材制造的广泛应用。
2 超声复合钎焊
固相键合为同质或异质金属之间的直接键合,不添加中间层钎料。为了进一步增加焊接过程中的兼容性、易操作性及焊后接头的可靠性,可添加合适的中间层钎料,即采用钎焊的方法实现连接。钎焊是一种精密连接技术,与熔焊和压焊共同构成现代的焊接技术体系。由于焊接温度比母材低,对母材的物理化学性能影响较小,在电子制造领域得到广泛的应用。钎焊按照加热温度可分为低温钎焊、中温钎焊和高温钎焊(但对于不同的钎料体系,其温度划分并不相同)。钎焊按热源种类或加热方式可分为火焰钎焊、炉中钎焊、感应钎焊、激光钎焊及超声波钎焊等。超声波辅助钎焊由于易操作、成本低及节能高效等诸多优势被研究者广泛关注。下文将围绕超声复合钎焊展开,主要包含低温超声钎焊、中温超声钎焊、高温超声钎焊及超声辅助瞬态液相焊(Ultrasonic-assisted transient liquid phase, U-TLP)等工艺方法。
2.1 低温超声钎焊
当人们逐渐认识到含铅钎料对环境的危害后,开始研究无铅钎料,国际社会对无铅钎料的开发和研究始于20世纪90年代。2002年欧盟通过了RoHS法令,此后全球无铅钎料逐渐替代含铅钎料,所占比例逐年升高。在低温超声钎焊过程中,由于其工艺要求的温度较低,所选择的钎料多为Sn基焊料。具体的钎料类别主要包含SnAgCu(SAC)系列钎料、SnCu钎料、SnZn钎料及SnBi钎料等,其中微电子制造领域用的SAC系列钎料比重最高。在接头连接的过程中,可通过施加超声场[46—49]对互连系统进行额外的能量输入,超声加载的示意图如图8所示[48]。
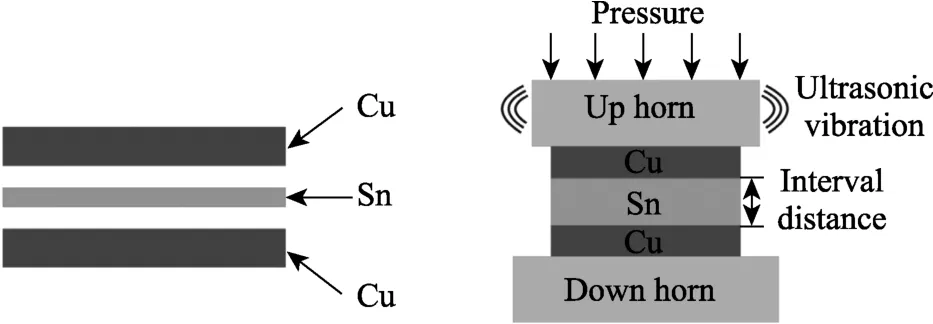
图8 超声焊接Cu/Sn/Cu接头示意图[48]Fig.8 Schematic diagrams of ultrasonic bonding of Cu/Sn/Cu joints
超声场的加载对整个连接过程、焊后接头组织及其性能有着重大的影响。超声波振动可以将锡晶粒从300 μm细化至20 μm,且SAC305钎料相对于纯Sn钎料的晶粒细化效果更佳,原因可能是在超声场促进了 IMC缺陷处的不均匀成核[50]。同时,在液相线和固相线之间的温度范围内,超声空化效应和声流效应的混合作用可以有效改善Sn-30%Bi合金(质量分数)的显微组织,使凝固过程中初生Sn枝晶破碎,且在整个固化过程中进行超声场加载时,形成离异共晶组织[51]。也有研究发现,随着超声场的加载,在Cu/Sn固液界面处新生成的树枝状IMC发生枝晶断裂,这将会导致界面Cu6Sn5和Cu3Sn层的厚度大大降低;而超声振动和搅拌促进了Sn钎料中Cu6Sn5晶核的形成,并使IMC在Sn/Cu界面和Sn钎料中保持动态非平衡状态[52],在Al/Sn连接体系中也发现类似结论[53]。
在芯片键合过程中,Ji等[15]的研究发现镀 Ag-Ni的SiC芯片/Sn-0.7Cu/Cu接头可在超声辅助下快速形成全金属间化合物接头(如图9所示)。当超声功率为500 W且键合时间为 10 s时,获得了由8 μm (Cu,Ni)6Sn5和1.5 μm Cu3Sn金属间化合物组成的高熔点接头,该接头具有较好的导热性能和力学性能。
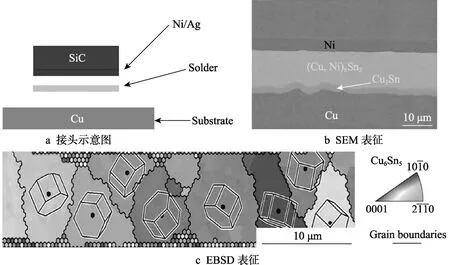
图9 SiC芯片/Sn0.7Cu/Cu接头示意图与表征[15]Fig.9 Schematic diagram and characterization of SiC die/Sn0.7Cu/Cu joint
Ji等采用纯Sn和SAC305钎料,在超声场的加载和不加载情况下接头晶粒的大小和取向分布情况见图10[54]。研究表明,Cu/SAC305/Cu接头的晶粒细化程度比 Cu/Sn/Cu接头的晶粒细化程度更加明显。对于Cu/SAC305/Cu接头,超声的施加能有效细化晶粒,并促进细小晶粒的均匀分布(10 μm)。在Cu/Sn/Cu接头组织观察中,仅有局部区域出现细小晶粒。细晶的出现改变了原始锡晶粒的取向,两种接头均呈现出从各向异性到各向同性转变的趋势。
平面状钎料是超声辅助钎焊中最常用的钎料填充方式,近年来相关研究者提出了一种新颖的钎料填充方法:采用镀有薄锡的铜微锥阵列作为连接层,如图11所示[55]。由于键合界面中锡层的厚度约为300 nm,因此在8 MPa的低压和1 s的短时间条件下可获得最佳的键合质量。在超声作用下,镀有薄锡的铜微锥阵列有效地相互嵌入,形成了稳定的机械互锁。此外,原子的快速扩散将进一步促进薄锡在键合界面上转变为Cu3Sn相。
通过大量的实验论证,发现在低温钎焊过程中施加超声是一种较为理想的连接手段。目前关于超声对连接过程中详细机制的理解尚未统一,虽有研究者提出模型来解释其过程和机理[56—58],但其本质尚未清晰,仍需进一步深入研究。

图10 Cu/SAC305, Sn/Cu接头的EBSD表征[54]Fig.10 EBSD characterization of Cu/SAC305 and Sn/Cu joints

图11 微纳锥形阵列辅助超声焊接Fig.11 MCAs assisted ultrasonic welding
2.2 中温超声钎焊
金属Cu由于其优异的导电性和导热性,被广泛应用于传热及导电组件的制造。Cu由于密度大且耐蚀性较差,在工业化应用上受到约束,而金属 Al虽导电导热性弱于Cu,但在密度和耐蚀性方面较于Cu有显著优势,因此,集中二者优势的Cu/Al复合结构应运而生。对于钎料而言,Zn-Al合金由于适中的钎焊温度(Zn-Al共晶合金的熔融温度为381 ℃),更高的耐腐蚀性和优越的机械性能[59—60],被认为是Cu/Al异种金属钎焊的理想钎料。同时,超声的辅助加载可实现无助焊剂的连接,有效降低了助焊剂的污染。本节将围绕Zn-Al钎料中温超声钎焊Cu/Al接头展开。
钎料始终是连接工艺研究的重点。Zn-Al钎料中加入其他元素可以有效改善其性能。在Zn-Al钎料中加入Si元素可以抑制富Zn区域的形成,而腐蚀裂纹主要发生在富锌区域的边界处,因此可以有效抑制腐蚀裂纹的扩展,提升耐腐蚀性[61]。随着Cr含量的增加,ZnAl4合金中初生η-Zn相明显细化,体积分数明显增多,而层状共晶组织减少;当Cr的质量分数为0.06%时,合金的抗拉强度、硬度和断后伸长率最佳,主要强化机制为细晶强化和析出强化[62]。稀土元素Ce的加入可有效提高钎料的润湿铺展性能,细化钎料的基体组织,提高钎焊接头的抗剪强度[59,63]。Zr元素对Zn-15Al钎料基体中η-Zn相有明显细化作用,且对不锈钢和铝合金母材的润湿性有一定提升[64]。Ti元素的加入会对 Zn-22Al钎料的铺展性能和剪切强度有一定的促进作用,当 Ti元素质量分数为 0.03%时,钎料的润湿铺展性能最佳,其剪切性能也呈最佳状态[65]。此外,还有其他元素也会对钎料的特定性能产生促进作用,如 Ag[66],Sn,Cu[67—68],Ni[69]等。
Xiao等[13]的研究发现,Cu/Al异质金属的超声辅助钎焊可借助Zn-3Al钎料来实现,示意图如图12所示。借助超声场的加载,可获得无孔洞和裂纹的Cu/Al接头。在400 ℃钎焊的接头中,焊缝由α-Al相,CuZn5相和 Zn-Al共晶相组成,并且在 Cu界面上发现了CuZn5的IMC层。在440 ℃和480 ℃钎焊的接头中,焊缝主要由α-Al相、CuZn5相和Al4.2Cu3.2Zn0.7相组成,Cu界面转变为 Al4.2Cu3.2Zn0.7相。剪切强度测试表明,440 ℃钎焊的接头的最高剪切强度为78.93 MPa,而所有Cu/Al接头的失效均出现在Cu界面区域。
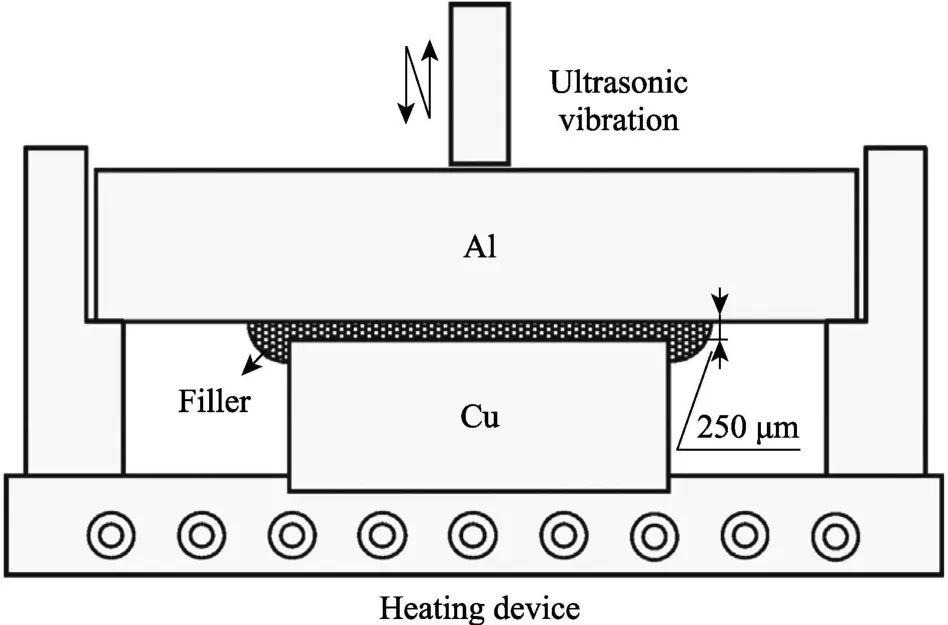
图12 超声辅助钎焊示意图[13]Fig.12 Schematic diagram of ultrasonic-assisted brazing
由上述简述可以看出,选取Zn-Al钎料超声钎焊Cu/Al接头工艺的关键参数主要有温度、超声场的加载以及钎料的选择,这些都将影响接头的组织性能,因此,若要获得某一方面特定性能的接头,还需对各项工艺窗口做出精确调控。
2.3 高温超声钎焊
陶瓷在高温下具有高强度、高硬度、低密度、低热膨胀性和良好的导热性等特征。由于液态金属在陶瓷上的润湿性差、钎焊需要真空环境以及钎焊接头不耐高温等系列问题,其应用受到一定程度的限制。近年来,通过施加超声场的方法正在改变此现状。超声波振动可有效改善液态金属在陶瓷上的润湿性并抑制接头缺陷,提升接头强度。
陶瓷与金属之间可采用 Al基钎料进行连接。Chen等[70]研究了在620 ℃下选用超声辅助工艺实现SiC陶瓷之间的连接,选择的钎料为Al-12Si。超声加载时长为2~16 s时,接头的抗剪强度达到84~94 MPa。断口形态表明,裂纹的萌生和扩展出现在接头的合金中。在超声的侵蚀作用下,SiC表面的非晶SiO2薄膜被不均匀的分解并扩散到液态Al-12Si合金中,但这并不会阻碍润湿和键合过程。图13a和b展示了在4 s的超声时间内,SiC和Al-12Si之间接合界面的SEM截面显微组织,可以看出接头的界面相对平直;同时,在凝固过程中,一些Si颗粒会直接沉淀到 SiC陶瓷附近的接头合金中。
Zhang等[12]实现了超声辅助下Ti-6Al-4V合金与ZrO2陶瓷之间的高质量连接,选用的钎料为Al-5Si。接头的平均抗剪强度随超声时长的增加,先增加后趋于稳定(见图14a)。当超声时间为 20 s时,接头的平均剪切强度达到最大值90.68 MPa。接头断口形貌显示,其呈现韧性断裂(见图14b—e)。同时,在Ti-6Al-4V和钎料的界面处形成了两种重要的金属间化合物Ti(Al,Si)3和Ti7Al5Si12。
Ji等[71]提出了一种在空气环境中使用纯铝钎料,借助超声场的加载,快速实现氧化铝接头的连接方法。研究发现,在700 ℃下施加超声场,可以原位形成大量的纳米级氧化铝颗粒(50~100 nm),在氧化铝陶瓷连接过程中实现纯铝在氧化铝陶瓷上的超快反应润湿,使接头具有高强度和耐高温特性。常温下剪切强度达到(101.5±12)MPa,在450 ℃的高温下,剪切强度超过(55±1.5)MPa。实验论证表明,超声的加载对于获得高质量陶瓷接头起着关键作用。
Chen等[72]采用新开发的多元合金 AlSnSiZnMg(Al-15.5Sn-9.5Si-4.5Zn-0.5Mg)钎料,同时借助超声场的辅助,来实现SiC陶瓷与Ti-6Al-4V合金的连接。该多元合金钎料由 Al,Sn,Si,Zn,Mg2Sn和Al2Mg相组成。与 AlSi共晶钎料相比,其固相线温度低至183.1 ℃,弹性模量和热膨胀系数更低。金属间化合物 Ti7Al5Si12形成于 Ti-6Al-4V侧的界面上,获得接头的平均剪切强度达到77.8 MPa。

图13 超声加载4 s后微观组织和断口形貌[70]Fig.13 Microstructure and fracture appearance of the jointafter ultrasonic assistance of 4 s

图14 700 ℃下不同超声时长的接头的剪切强度和断口形貌[12]Fig.14 Shear strength and fracture appearance of joint with different ultrasonic-assisted brazing durations at 700 ℃
2.4 超声TLP
近年来,在微电子制造领域,芯片小型化高集成度和大功率的趋势愈发明显,拥有高温服役特性的芯片才能满足当下的发展需求。在芯片键合过程中,过高的温度会对电子元器件产生直接损伤,因此,期望在低温下实现芯片互连,并在高温下服役工作。超声辅助瞬态液相焊的方法为上述需求提供理论支撑及可行性。此外,在芯片互连过程中施加的超声场也可改善焊点接头组织和性能,因此超声辅助 TLP工艺的研究渐入人们的视野。
在低温焊接高温服役的理念指导下,借助超声场的加载可以有效缩短传统 TLP所需的时间。对于Sn/Ag反应体系,Ag3Sn接头可在15 s内制备完成[73]。选用Sn箔(20 μm)作为中间层钎料,在0.2 MPa和600 W横波超声场的加载下,8 s即可完成Ni3Sn4IMC接头的制备[74]。
Li等[75]评估了超声振动在 Mg合金/Ni/Mg合金体系中的作用,结果表明当基体和中间层钎料为固态时,MgO层会由于声软化作用而破裂,从而在30 s内实现连接。随着超声时长的增加,接头的微观组织从Mg2Ni和α-Mg组成的共晶组织转变为α-Mg(Ni)固溶体。超声波的声压增加了基体中溶质原子的组分和扩散距离,这有助于将基底与中间层之间的相互扩散时间缩短10 s内。此外,也有研究者开发了两步式超声 TLP工艺[76],即分别在不同温度下施加两次超声波。在Zn钎料层的熔化温度以下施加第一次超声波,目的是去除表面氧化物并促进共晶反应。在较高的连接温度下施加二次超声,可减小界面IMC厚度,优化的工艺可以完全去除 IMC,并获得完全的Mg(Zn)固溶体界面。Tan等[77]研究发现,随超声加载时长的增加,在Cu/SAC305/Cu系统中,超声场对β-Sn晶粒的生长起到一定的促进作用;但维氏硬度随超声时长的增加变化不大,接头的剪切强度随超声时长的增加呈增加趋势,但超过 1.5 s后剪切强度保持在45 MPa左右。
Ji等的研究发现[11,47],为了进一步增加钎料的固液接触面积和扩散速率,可制备含有较大固液接触面积的复合钎料,且在 TLP过程中施加超声,以进一步加快反应速率。采用不同粒径的 Cu颗粒与 Sn颗粒制备而成的Cu-Sn复合钎料,同时加以超声场的辅助,具有高熔点的Cu3Sn IMC接头可在10 s内即可获得,大大提升效率。此外,采用不同粒径的Ni颗粒与Sn颗粒制备而成的Ni-Sn复合钎料,在超声场加载10 s后即可获得全Ni3Sn4IMC接头,如图15所示。

图15 复合钎料IMC接头[11,47]Fig.15 IMC joint of composite solder
Zhang等对Ni/Sn-Ni复合钎料/Ni体系在超声场下的加速冶金反应机理展开分析和讨论[78],如图16所示。在传统TLP过程中,由于Sn和Ni颗粒在低温下为固态,因此主要依赖固相扩散,并且其速率非常慢。当温度达到Tp1时,扩散从最初的固相扩散转变为液-固界面扩散。随着反应进一步进行,扩散路径转变为液体-IMC-固相扩散。对于超声 TLP,由于空化效应与声流效应,新生成的 IMC会被剥离,从而一直保持液态Sn与固相Ni的接触,扩散机制始终保持为更快的固/液界面扩散。
3 超声纳米连接
随着半导体器件朝着小型化、高集成度、高功率密度的方向发展,同时要求器件产品在高温、大电流、潮湿等恶劣的工作环境下具有良好的电气互连与机械支撑,这对于传统钎焊实现芯片低温连接高温服役的需求带来了极大的挑战。诸如航空航天、5G通讯基站、汽车电子和电力电子等领域面临电子元器件在高温、大电流等极端环境下工作,这对芯片互连材料在高温可靠性上提出了更高的要求。图17为电子元器件的应用领域与服役温度示意图。传统Sn基钎料在300 ℃高温环境下会失效,同时Pb-,Bi-,Au-,Zn-基等中高温钎料因其环境污染、高成本、连接温度高、导电导热性能差等缺点,使传统钎焊在以第三代半导体为主发展趋势下受到了极大的限制[3,79],因此,以金属纳米颗粒为基体的纳米连接技术则能够很好地克服这些问题,其优异的性能和高温服役特性,有望成为下一代大功率电子封装的核心材料。
基于上述总结的高功率器件封装互连,大部分互连材料都需互连工艺温度高于熔点,而服役温度却低于熔点,即器件的服役温度越高,互连工艺温度就越高,这就导致器件与基板间的热失配越严重,进而产生较大的残余应力,最终使得电子元器件服役过程中容易损伤甚至失效,如表1[15,80—81]所示为常用低温互连材料的工艺温度、服役温度与性能测试,因此,尽可能降低互连工艺温度的同时,还能保持高的服役温度是实现高功率器件封装的关键所在。超声作为一种特殊能量形式的波,因其独特的物理化学效应被广泛应用于电子封装领域中,它既能加速接头中液态/半固态钎料的冶金反应从而快速得到理想的接头,还可以在引线键合过程中降低互连温度提高强度,从而获得高可靠性的接头,因此,将超声波引入到高功率器件封装互连中是一种全新的连接技术,这将为大功率器件封装领域提供新的解决思路。图18为JI H J等[16]近年提出的超声热压纳米连接技术,利用超声和热的共同作用,借助不同壳层厚度的 Cu@AgNPs纳米颗粒配置而成的浆料,实现了对高功率器件的超低温键合。他们设计了一种特殊的超声压头结构,在不破坏芯片的同时实现对芯片-焊膏-基板等三明治结构的互连(见图18a)。如图18b所示为合成的Cu@AgNPs形貌,将自己合成的纳米颗粒制备成焊膏,并涂敷在基板上,然后采用超声辅助热压连接,其键合后形成的接头由致密的Ag和Cu烧结颈交叉连接而成,且形成了大量的微米级 Cu胞体组织(见图18c),使接头组织在180 ℃的低温环境下实现致密化烧结,且强度高达54.27 MPa。

图16 超声辅助TLP中的IMC生长机理[78]Fig.16 Schematic diagram of IMC growth during U-TLP soldering

图17 高功率电子元器件的应用领域及其服役温度[79]Fig.17 Application fields and working temperature for high power electron components

表1 常用低温互连材料的工艺温度、服役温度与性能测试[15,80—81]Tab.1 Process temperature, working temperature, property test of commonly used low-temperature interconnection materials

图18 超声辅助Cu@Ag NPs浆料的互连原理、组织结构与性能[16]Fig.18 Diagram of principle, microstructure, properties of ultrasonic-assisted interconnection of Cu@Ag NPs paste
综上所述,随着电子元器件的小型化、轻量化、高密度、低成本、高性能的发展,尤其是高功率器件封装中金属纳米连接技术必将取代部分软钎焊方法。针对目前纳米连接技术需要较高的工艺温度、导电导热性差的问题,超声纳米连接技术将是一种极好的选择,它利用高能量超声波输入来达到纳米颗粒快速烧结的目的,从而克服热压纳米连接时工艺温度高、导电导热性差的难题,这将为大功率器件封装互连工艺的发展具有重要的指导意义。
4 结语
功率超声由于其表面清洁、声流和空化作用,将大幅提升冶金反应速率,有效解决了传统 TLP反应温度高、时间长,以及Cu和Al等金属的易氧化问题,攻克了Al2O3,AlN,SiC等陶瓷基板的难润湿,以及低温纳米颗粒烧结驱动力不足的难题,因此是对现有的半导体集成电路、微电子器件封装技术的有效补充。目前,本团队基于整个微电子封装互连对新工艺和新材料的需求,全面提出了功率超声在微电子封装中的应用,其中包括针对微电子封装中固相连接领域的引线键合、室温超声金属连接,超声增材制造,针对钎焊领域的超声低温软钎焊、超声中高温连接以及超声瞬态液相连接,以及针对第三代半导体高功率器件,开发的超声纳米连接技术。目前对于功率超声微纳连接技术还存在以下几个方面有待深入研究。
1)超声引线键合已是目前广泛应用于电子制造的微纳连接技术,但超声驱动的固相连接机理尚不明确。目前大多数研究仍集在于材料调整、工艺参数控制方面,而超声带来的自清洁作用仍未通过原位试验证实,且超声驱动冶金接合中的摩擦产热机制、微滑动机制、超声软化机制的协调作用机理仍需进一步研究。
2)超声复合钎焊可有效改善金属的氧化性与润湿性问题,但目前有关于超声对于液相钎料的声流作用与空化作用仍停留在理论猜想阶段,因此如何合理搭建原位观察设备,探明超声在熔融钎料中的作用场变化规律,将极大促进功率超声与键合质量的进一步耦合。
3)超声纳米连接技术是目前应用于高功率器件封装的有效方法,但目前纳米焊膏制备成本过高以及可靠性不稳定等问题,严重阻碍了其应用于实际的工业生产。此外,引入超声波来促进纳米颗粒的烧结机制也尚不明确,以及功率超声对各种芯片连接的兼容性问题,进而影响到电子元器件实际封装的应用,这些都是目前急需解决的关键性技术问题,因此如何开发简单且有效的超声纳米连接技术是促进纳米封装技术进一步发展的关键。
综上所述,目前电子制造的功率超声微纳连接技术仍未完善,但由于超声在键合中独特的自清洁、促润湿等特点,可以预见功率超声微纳连接技术未来将是微电子封装技术中不可替代的一个分支。
