基于Mold Flow的洗衣机上面板浇注系统优化设计*
2020-08-03程国飞丁立刚魏文强周卓辉
程国飞,丁立刚,魏文强,刘 武,周卓辉
1.中山火炬职业技术学院(广东中山 528436)
2.中山市唯一精密智能装备有限公司(广东中山 528436)
1 引言
浇注系统设计是注射模设计中最初、最重要的一环,其设计好坏将大大影响塑料质量。浇注系统目前可分为热流道和冷流道系统两大类,但有时因塑件和模具的结构限制,需要采用冷流道和热流道相结合的系统[1~3]。
本文以某款洗衣机主面板为研究对象,运用MoldFlow软件模拟主面板采用顺序针阀热流道转冷流道浇注系统的注射成型过程,旨在寻找注射成型过程中存在的潜在缺陷,并通过对浇注系统的优化分析,最终设计出包括流道形式及尺寸、浇口位置及数量在内的浇注系统方案。
2 塑件工艺分析
图1为洗衣机上面板三维模型,外形尺寸约为590×124×50mm,平均壁厚为2mm;塑件内表面有一凸槽,长宽为176×40mm,筋壁厚度为1.8mm;在塑件内表面还有一条加强筋,最薄处约为0.96mm。塑件外表面要求极高,不能有明显熔接线、喷流痕、缩痕和毛边等缺陷;塑件具有一定的力学性能要求,并且不允许有太大的变形。综合以上情况,塑件选用冲击强度较高,化学稳定性和电性能优良,并具有高抗冲、高耐热、阻燃等性能的ABS作为原材料,牌号选用POLYLAC PA-757。由材料黏度曲线可知黏度较大,流动性一般,如图2所示;材料黏度与剪切速率成线性变化,剪切速率越大,黏度越低,流动性越好;黏度还受温度变化比较明显,温度越高,黏度越低,流动性约好。成型工艺参数选用系统推荐的模具表面温度为45℃,熔体温度取最大值210℃[4]。
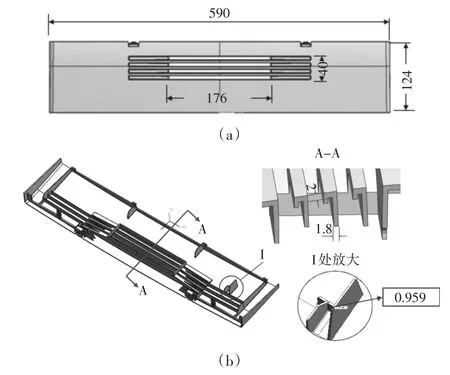
图1 洗衣机上面板
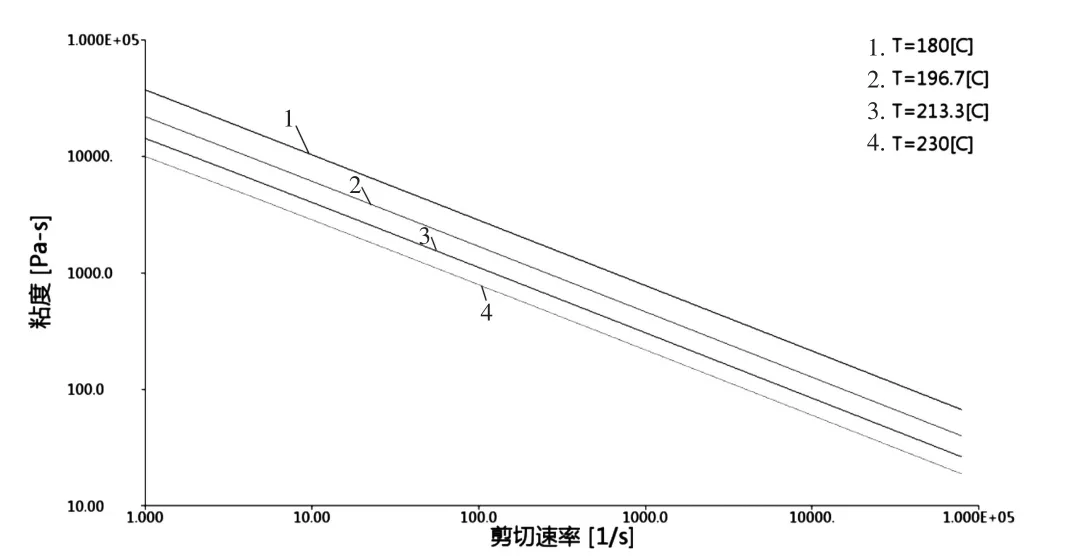
图2 黏度曲线
3 CAE分析前处理
3.1 网格划分
利用NX软件建立为图1所示的洗衣机主面板三维模型,为了提高CAE分析效率,减少网格修复工作量,本文运用NX软件祛除不影响分析结果的微小特征如小圆角、小倒角等,再将零件另存为x_t或stp格式,导入到MoldFlow中,选择网格类型为“Dual Domain”,采用默认全局边长3.47mm划分网格,通过网格统计发现,主要存在纵横比过大问题,通过采用插入节点、合并节点等对纵横比过大三角单元进行修复,修复后各项指标都满足分析的要求。
3.2 浇注方案拟定
通过查询得知,常用ABS的流长比为190,本塑件最长为590mm,平均壁厚为2mm,最薄壁厚仅为0.96mm,保守估算最少需要3个浇口。根据塑件批量和模具结构排位,以及塑件上表面为高光面,不能有任何浇口痕迹,模具采用一模两腔和侧边潜浇口的布局。设计了2种不同的浇注方案,如图3所示,这2种方案均采用热流道浇口时序浇注方法,在流动路径上依G1、G2、G3阀门顺序打开,再转入冷流道潜入式浇口进浇。其中方案一采用3点进浇,方案二采用4点进浇,各进浇位置均布在侧壁上,各浇口、流道尺寸如表1所示[5]。
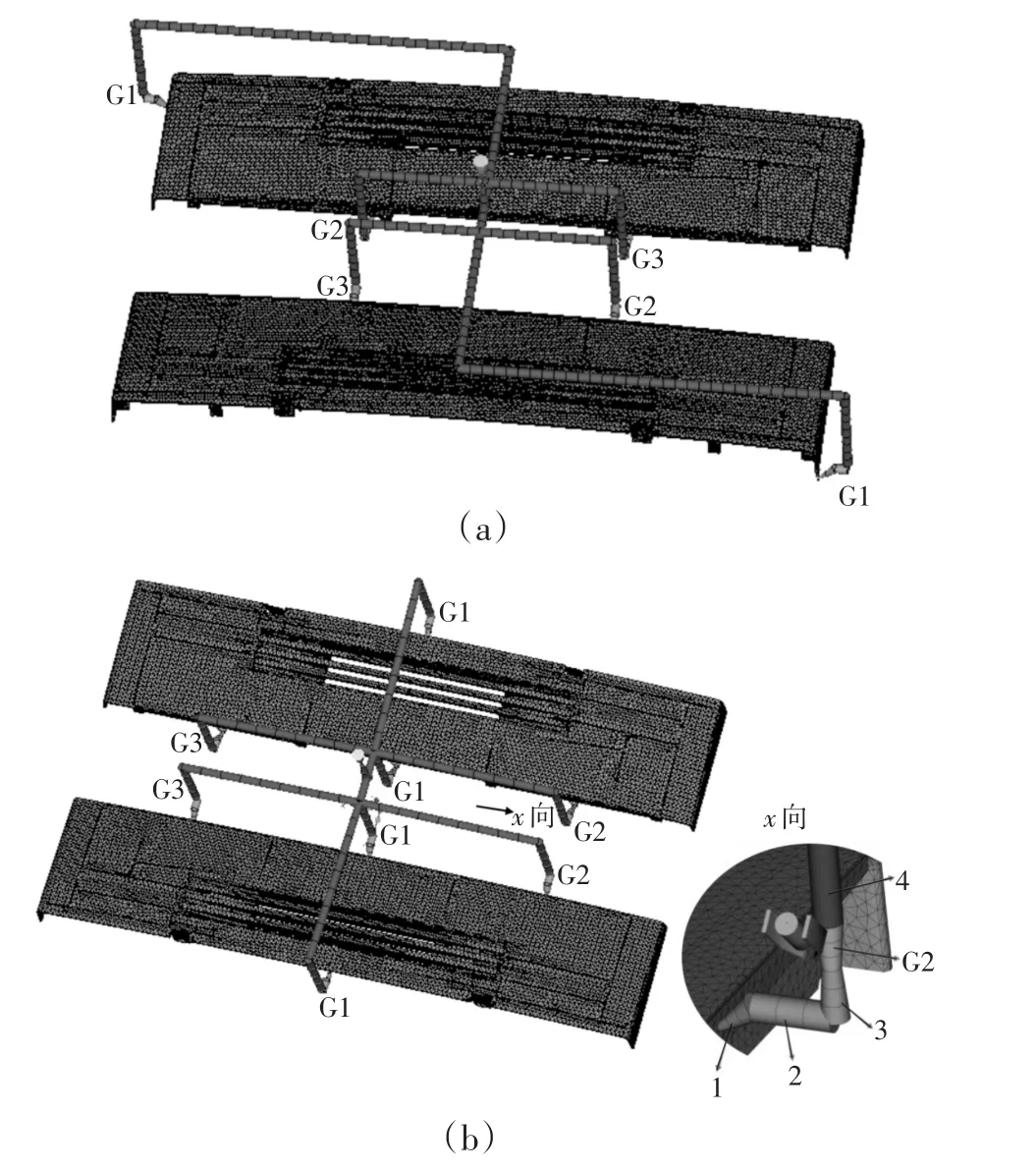
图3 浇注方案
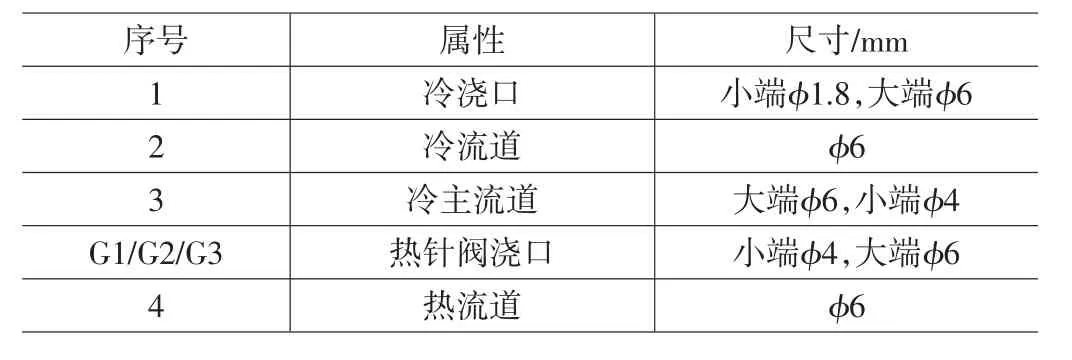
表1 各浇口、流道尺寸
4 模拟结果对比分析
创建/编辑阀浇口控制器如图4所示,注射时间设为2s,冷却时间设为35s,其余参数为默认值,进行“填充+保压+翘曲”分析,分析结果如下。
(1)充填时间。
方案一和方案二的充填时间如图5所示,方案1充填时间为2.916s,方案二充填时间为2.301s,两种方案都充填平稳,未出现短射等成型缺陷[6~8]。
(2)注射位置处压力。
方案一和方案二的注射位置处压力如图6所示,方案一最大的注射压力为 174.6MPa,发生在 1.751s;方案二最大的注射压力为126.4MPa,发生在2.003s[9~11];方案二最大注射压力比方案一少了48.2MPa,将更有利于注射成型。
(3)锁模力。
方案一和方案二的锁模力如图7所示,其中方案一所需最大锁模力为420.2吨,发生在3.019s;方案二所需最大锁模力为504.1吨,发生在2.508s[12~13];以上锁模力均在注塑机锁模力范围之内,对注射成型影响不大。
(4)充填时间。
方案一和方案二的变形(Z方向)如图8所示,其中方案一Z方向变形量为2.316mm,方案二Z方向变形量为1.2042mm,相比方案一降低了48%[14~15]。
5 试模生产
综上可知,从注射压力、翘曲变形量等因素考虑,方案二均为最佳浇注方案。采用方案二的浇注方案,经试模和生产显示,洗衣机上面板表面未出现熔接痕且光泽度表现良好,符合客户要求,塑件实物图如图9所示。
6 结论
本文借助MoldFlow对洗衣机上面板进行浇注系统方案设计,通过模拟分析和比较,最终选定方案二进行注射成型,经试模生产证明,采用方案二浇注方案的塑件质量良好,表明采用MoldFlow技术能有效改善制品成型质量,提高生产效率。

图4 创建/编辑阀浇口控制器

图5 充填时间
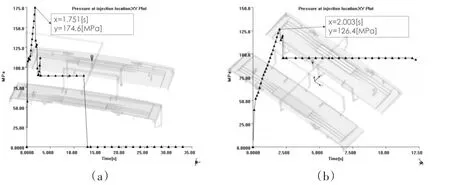
图6 注射位置处压力
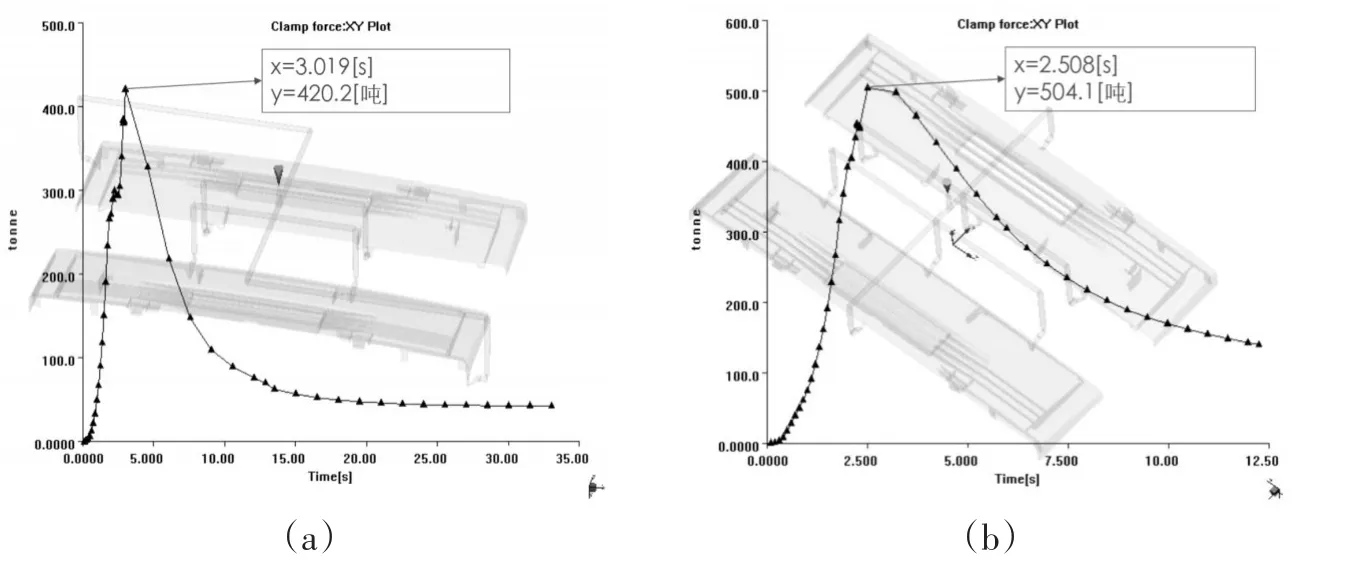
图7 锁模力
