机铰式注塑机锁模力的精确检测、自动调整及修正
2021-04-13蔡国强蔡杰锋
蔡国强 蔡杰锋
(1.南京工业大学,江苏 南京 211816;2.仲恺农业工程学院,广东 广州 510225)
0 技术背景
注塑机更换模具后,由于模具厚度的改变,因此,需要对机器进行匹配性调整,从而获得合适的锁模位置及锁模力。目前的注塑机通常标配自动调模功能,用户安装好新模具后,通过简单的参数设置和操作步骤,就可以自动完成对模厚的调整。由于机铰式注塑机受机械结构、制造公差和控制精度等因素的影响,调整后的锁模力的实际值与目标值往往存在一定的偏差,可以通过进行渐近式的多次调整来修正该偏差,但自动调模时间就会比较长,有时甚至超过3 min,且它的成功率也偏低。
随着塑料加工行业的不断发展,它对锁模力的控制要求也越来越高,知道实际锁模力才能根据制品的需要对控制参数进行优化;锁模力快速精准地自动调整有助于成型工艺的连贯,保证制品质量的稳定;利于对模具(尤其是贵重模具、特种模具)的保护,例如加强了对铝材模具的保护并延长它们的使用寿命[1]。
目前在行业应用上,普遍通过检测机械变形量来计算锁模力,有以下3种检测方法:1) 图1是磁附式锁模力检测仪,通过检测4条拉杆的变形量,将其换算成锁模力。优点是可以同时检测4根拉杆的受力,功能强大;缺点是体积大、价格高,适用于移动式检测。2) 图2是箍型锁模力传感器,形变片通过不锈钢圈上下正对箍紧在2条拉杆上,变形量通过电压模拟量信号反馈给控制系统,AD运算后获得实际锁模力。该方案安装维护简单、成本低,使用范围较广,其缺点是检测精度相对较低,适用于检测要求不高的场合。3) 图3是形变片式锁模力传感器,传感器用螺丝压装在尾板上(需要铣配合平面),当锁模力建立时,尾板的变形传导到传感器,变形量通过电压模拟量信号反馈到控制系统,AD运算后获得实际锁模力。该方案检测结果会受铸件组织、形态结构等因素的影响,目前较少使用。

图1 磁附式锁模力检测仪

图2 箍型锁模力传感器
图3 形变片式锁模力传感器
1 技术方案
该方案采用拉杆变形位置检测传感器,对锁模力进行精确地检测,并通过对软件程序的控制实现锁模力快速自动调整和修正的功能。精确检测是基础,软件控制是保障,2者相辅相成。
1.1 机械结构原理
拉杆式锁模力检测装置示意图如图4所示。在拉杆靠近头板侧沿中心线加工长孔,检测杆通过压紧盖与安装支架同心固定,除接头与拉杆内孔底部充分接触外,检测杆与长孔壁并无接触;安装固定时,弹簧预设一定的压缩行程(需要大于最大锁模力下的拉杆拉伸变形量)。当机器合模并且建立锁模力时,拉杆受力拉伸,检测杆由于受压缩弹簧的推力,接头端左移,保持与内孔底部充分接触,即检测杆会向左伸长,而伸长的距离会通过右侧的位置(压力)传感器以电压模拟量信号的方式反馈到控制系统,再经AD转换并根据相关公式计算出对应的锁模力。
1.2 电气检测及控制原理
电气检测及控制原理图如图5所示。对注塑机整机的控制,硬件采用奥地利B&R控制系统(面板PP250+PLC X20),软件自行开发。该方案只着重介绍锁模力的检测及控制,对注塑机的通用及延展功能不做赘述。
图5中检测杆承受合模力后的拉伸量,通过锁模力检测(位置)传感器,信号接入“编码器放大板”(注:输出Gray Code的无源触点信号),再经“电平转换板”转为24 V正信号,接入PLC输入模块,由控制系统通过相关公式转换,计算实际锁模力。由于Gray Code信号稳定,并且锁模力的调整具有可计算的理论根据,因此检测稳定精确。

图4 拉杆式锁模力检测装置
1.3 调模计算根据
调模进给量是基于上一次的锁模力偏差值,通过公式计算出下一次调模的目标位置。为了保证数据的准确性,该方案采用编码器检测调模位置,精度可达0.01 mm。
δ为调模进给量,其计算方程如公式(1)所示。

式中:δ1为拉杆承受合模力后的拉伸值;δ2为机械(包括模板、机铰、间隙和模具等)的压缩量。
δ1的计算方程如公式(2)所示。

式中:L为拉杆有效拉伸长度,L= 拉杆最大拉伸长度-最大模厚+当前模厚。
δ2的计算方程如公式(3)所示。

式中:△P为锁模力设定值-锁模力实侧值。
注意,由于对同一套模具,承受锁模力100 t与400 t的模厚是不同的,会有几毫米的偏差,因此参数L也是个变值。
K4是受机器材质影响的参数,即使2台同型号机器的K4也可能不同,但对单机来说其数值是固定的。
K5是受机器安装和材质影响的参数,即使2台同型号机器的K5也有可能不同,但对任意1台机器来说,K5是固定的。
实验证明,δ2是影响锁模力自动调整和修正效果的主要因素,如果设置不当,自动修正程序会反复且次数较多,尤其在设定锁模力接近标称最大锁模力区间段的时候。
综上所述,自动调模进给量δ=δ1+δ2,其中δ2为主导因素,δ1为微调因素。
2 方案实施
2.1 锁模力自动调整过程
公式中的K4、K5可以通过锁模力校准值和软件程序进行计算。在更换新模具后,根据不同的情况,计算并控制注塑机精确运行到调模进给量的目标值位置,软件使用C语言编程,流程简介见表1。

表1 锁模力自动调整流程
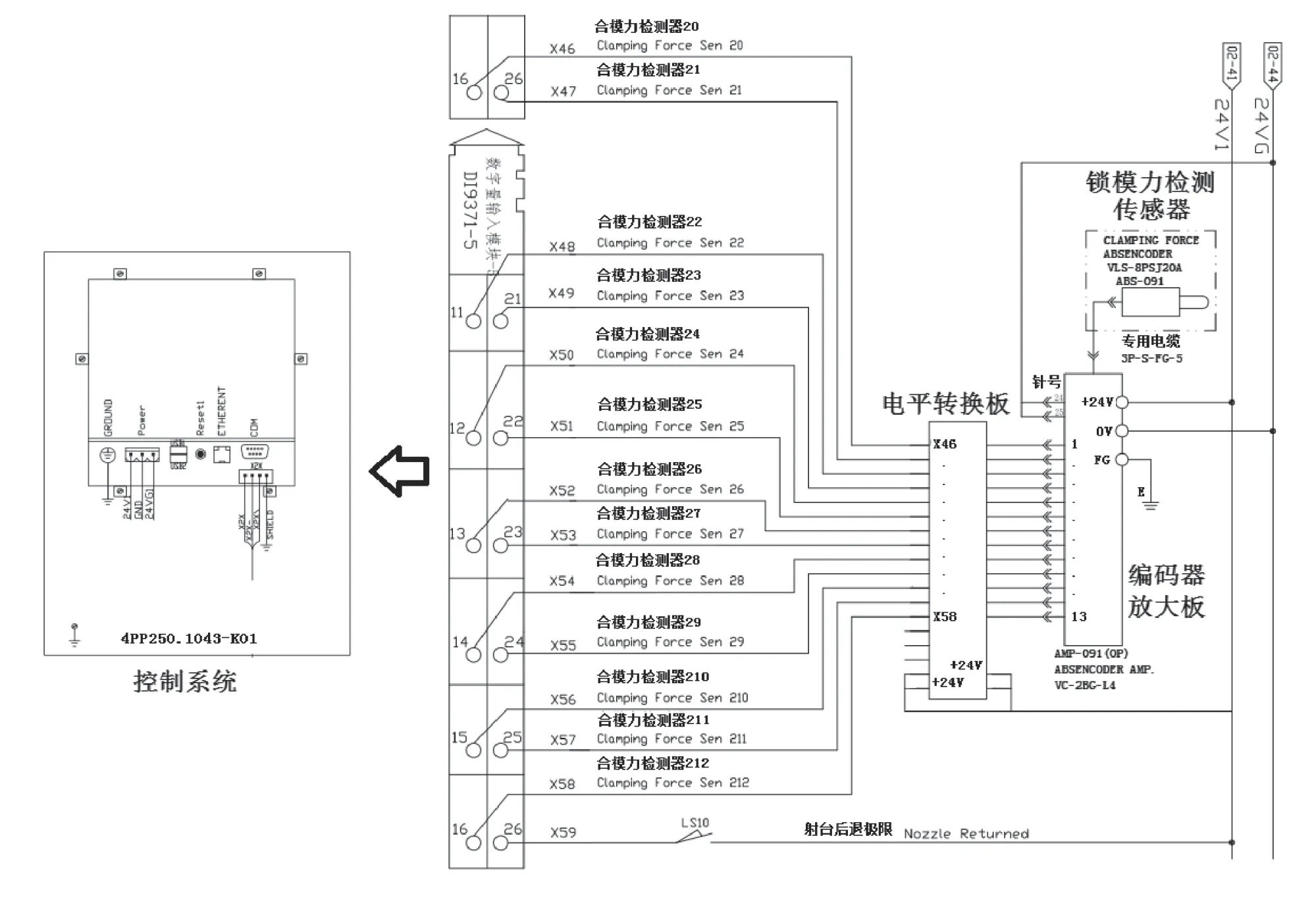
图5 电气检测及控制原理
2.2 锁模力自动调整/修正操作
根据自动调模原理,该方案采用B&R控制系统,设计了操作页面,如图6所示,对页面的简要说明如下。
画面中右侧标注☆为输出值,显示当前机器的变量值或状态值,不可修改;其他右侧无标注☆为输入值,只有具备相关密码权限的人员,才可以修改对应数据。
2.2.1 拉杆检测校正
对检测传感器的零位和最大值进行调校,如果调校错误,实际检测回来的锁模力就计算不准,后续的自动调整也就失去意义。调校过程为以下2条:1)开模到位,由于模具没有接触,因此锁模力为零。将“锁模力Gray Code”的读数输入到“最小值调校”栏,最小值调校完毕,这时“当前锁模力kn”显示零。2) 调整模厚到机器标称最大锁模力(需要用磁附式锁模力检测仪实际检测),将“锁模力GREYCODE”的读数输入到“最大值调校”栏,最大值调校完毕,这时“当前锁模力kn”显示机器的标称锁模力。
2.2.2 出厂参数调试
该部分参数非常重要,原则上不允许客户自行更改,因此设置了操作允许条件,如果条件不符则功能选择自动关闭,后面的数据栏变暗,不允许更改。调试过程为以下3条:1)调试模式+允许调模+安全门关闭+电机启动+非自动调模+功能选择。2)调模到大于当前模厚→合模将机铰完全伸直→调模前直到不能再动,将“当前模厚:Puls”数值输入到“接触模厚:Puls”栏,将“当前锁模力:kn”数值输入到“接触压力:kn”栏。3)反复手动开模→调模前→合模,直到达到最大锁模力并保持锁模状态→在调试模式+允许调模+安全门关闭+电机启动+非自动调模+功能选择条件下,将“当前模厚:Puls”数值输入到“全压模厚”栏,将“拉杆拉伸:Puls”数值输入到“全压拉伸量:Puls”栏→开模→关闭功能选择,以防误操作。注意,调试的过程,尤其是找最大锁模力的过程相对较长,需要工厂调试人员有足够的责任心、细心和耐心。
2.2.3 自动调模操作
经过上述调整后,自动调模可以通过以下3个步骤实现:1)安装固定好新模具,用圈尺量出模具厚度。2)进入“调模”页面,在“设定模厚:mm”栏输入新模具的模厚,在“允许偏差:%”栏输入要达到的精度,例如3%。3)按“调试”键进入调试模式→按“允许调模”键→再按“自动模厚调整”键,机器就按控制流程自动进行锁模力调整,直到到达偏差范围。如果调整完成,系统会报警并显示“自动调模已完成”,如果调整过程出错,机器会有相应警报提示信息,操作者可以据此排查故障。
2.2.4 锁模力自动修正
在半/全自动过程中,模具受热膨胀,模厚增大,实际锁模力也变大。如果选择该功能,则当出现实际锁模力不在偏差范围内时,机器自动将模厚调整到设定的锁模力,调整完毕后继续原来的自动流程;如果不选该功能,则机器将忽略实际锁模力,继续原来的自动流程。

图6 锁模力自动调整/修正页面
3 方案效果机器参数配置
3.1 机器参数配置
机器锁模力4410 kN,拉杆最大拉伸长度3460 mm,最大变形量1.39 mm,调模每毫米对应编码器脉冲数1834.86,最小模厚370 mm,最大模厚820 mm。
3.2 拉杆参数调校
Gray Code最小值7377,最大值7077(2个数据用于计算实际锁模力)。
3.3 出厂参数调试
接触模厚917429 Plus,接触压力27 kN,全压模厚909844 Plus,全压拉伸量为2311 Plus。
3.4 调模设定数据
当前模具厚度500 mm,调模速度10%(每分钟调模行程约为214 mm),补偿因子100,允许偏差设置为3%。
锁模力自动调整测试数据见表2。
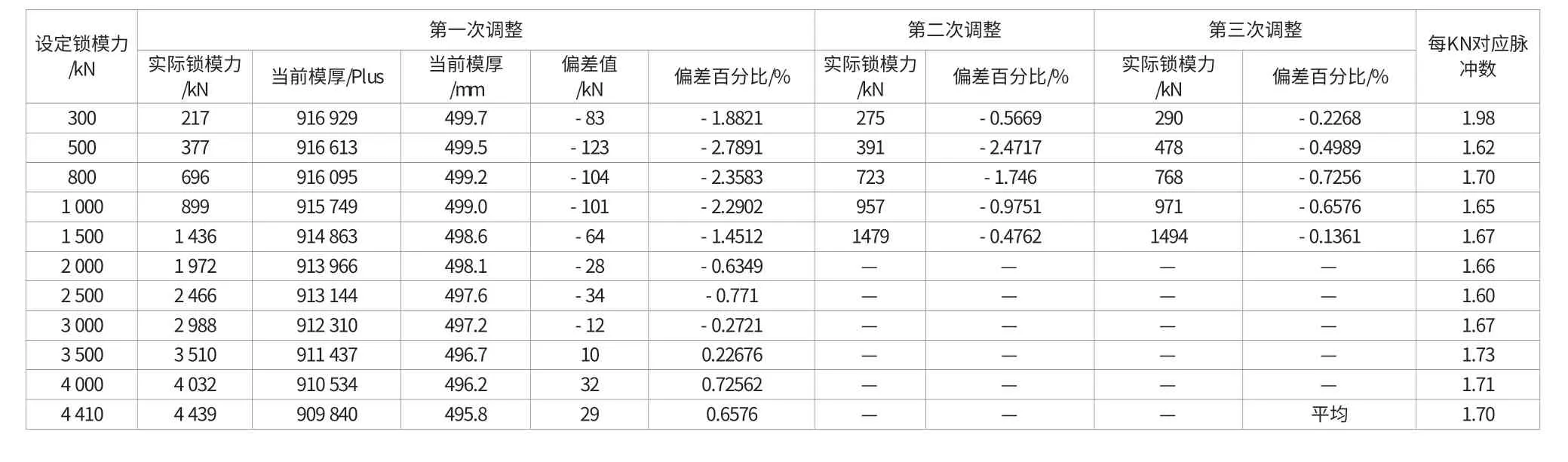
表2 锁模力自动调整测试数据
从上述数据可以看出,一次调模的最大偏差为-2.79%,符合客户要求(≤3%),二次调模的最大偏差为-2.47%,三次调模的最大偏差为-0.73%,调模次数越多,精度越高。
换另一套705 mm模厚的模具测试,出厂参数不变,重新进行自动调模,也是一次调模即符合≤3%的偏差要求。理论上,只要基础数据设定和机器调校正确,更换任何一套模具,设定任何锁模力,几乎都可以一次调模成功。
当然,要达到以上比较好的效果,除了控制和保证电气和软件外,还需要对机械设计、零件加工、安装公差/调模马达编码器以及调模丝母设计等进行匹配性修改[2]。
4 结语
以上是机铰式注塑机锁模力的精确检测、自动调整修正方案、控制流程以及典型功能的介绍, 其简单、准确并且高效。整个过程一次性完成,总共用时不超过60 s。由于控制定位精准,锁模力调整精确稳定,成本也相对可控,因此具有较好的性价比优势,适用于对锁模力、模具保护以及对产品精度要求比较高的场合。
