汽车同步器齿轮倒角加工原理及应用
2020-07-30李敬财杨家福麻俊方
李敬财,赵 巍,杨家福,麻俊方,李 虎,满 佳
(1.天津职业技术师范大学机械工程学院,天津 300222;2.中国重汽集团济南桥箱有限公司,山东 250100;3.天津精诚机床股份有限公司,天津 300300)
汽车同步器齿轮主要用于换挡。在换挡时,由于动力输出端齿轮转速高于即将换入该挡位的齿轮转速,若将一个慢速旋转的齿轮强行塞入高速旋转的齿轮,容易出现打齿现象。为避免换挡过程中齿轮间的冲击,实现平顺地啮合,齿轮倒角表面的质量对改善换挡时的操作力,降低齿轮间的冲击具有重要的作用[1-3]。此外,汽车同步器属于大批量生产产品,其倒角加工效率也是设计时需要考虑的一个重要指标。传统的倒角方法采用逐齿加工法,即加工过程中每倒角一个齿,进行分度后,再倒下一个齿,倒角过程是间歇分度的过程[4-5]。近年来,国内外研究者提出采用旋分倒角法。该方法即在加工过程中,刀具和齿轮按照一定的速比做旋转运动。这种方法相对逐齿加工法不仅倒角效率高,而且还可获得较好的表面质量[6]。胡昌军等[7]对逐齿倒角加工过程中刀具切削刃的运动进行了分析,并对齿轮倒角加工过程进行了仿真;陈东亮[8]着重研究了齿轮倒角尖拱圆角数学模型的建立;刘祚时等[9]给出了变速器齿轮端面平面倒角旋分加工工艺刀具刀尖轨迹计算方法,并用Matlab进行了仿真。本文采用旋分加工时平面倒角的数学模型,揭示刀刃在加工过程中倒角面的形成机理,并给出了倒角面误差分析及加工调整参数的优化算法。
1 平面倒角相关参数
1.1 同步器倒角基本参数
同步器齿轮倒角是齿轮端面的倒角,属于齿轮的辅助特征,齿轮的外齿和内齿均需倒角,倒角大致可分为3类:平面尖角、尖拱圆角,端面圆角[10]。考虑到大多数同步器齿轮端面倒角为平面尖角,故本文主要以平面尖角为研究对象,平面尖角实物图和特征点分别如图1和图2所示。图2中,γ为端面角,β为锁止半角,H 为倒角高度,端面特征点为 p0、p1、p2、p3。

图1 平面尖角实物图
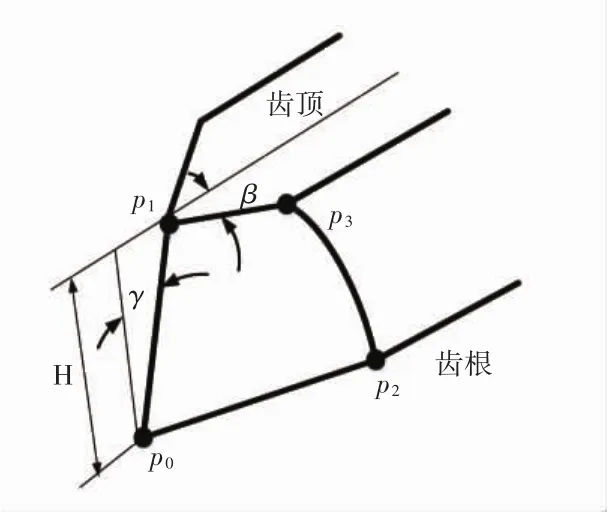
图2 平面尖角特征点
1.2 同步器加工调整参数和刀具参数
倒角加工调整参数包括刀具轴线倾角I、刀转角J、刀刃相位角θ、刀具直径d和齿数z0。刀倾角、刀转角、刀具初始相位角分别如图3、图4和图5所示。
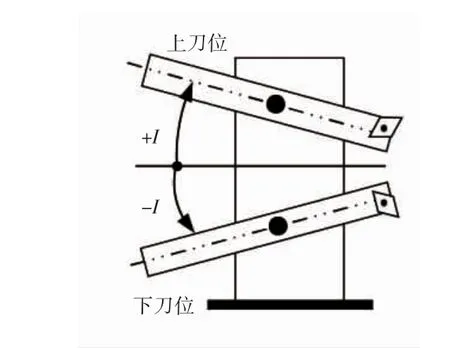
图3 刀倾角
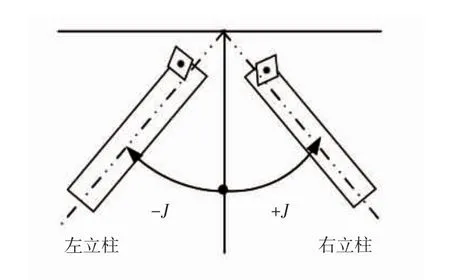
图4 刀转角
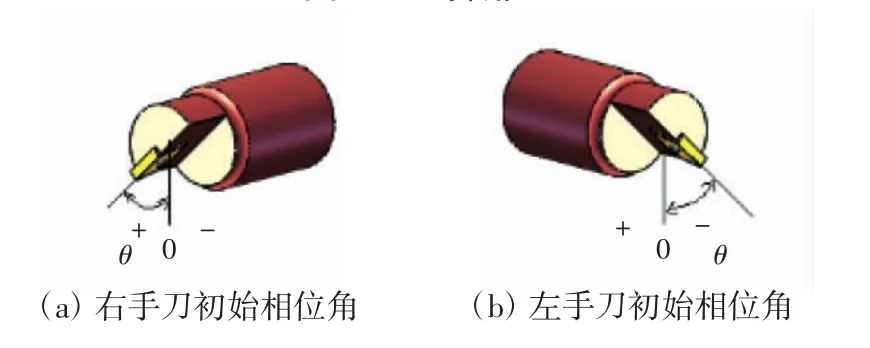
图5 刀具初始相位角
采用旋分倒角加工时,通过调整刀具的刀倾角、转角以及刀刃的相位角,将刀具调整到与齿轮的相对位姿;开始加工时,齿轮和刀具按照一定的传动比旋转,同时齿轮沿着齿轮轴线做进给切削运动。刀具和齿轮的传动比i=z1/z0(z1为被加工齿轮齿数,z0为刀具刀刃数)。
2 旋分倒角数学模型
2.1 倒角加工坐标系建立
倒角加工三维模型如图6所示,图中坐标系O1为固联坐标系。加工时齿轮绕轴线k旋转,刀具绕刀轴与齿轮按照固定传动比旋转,同时齿轮做轴向进给切削运动。倒角加工坐标系如图7所示。
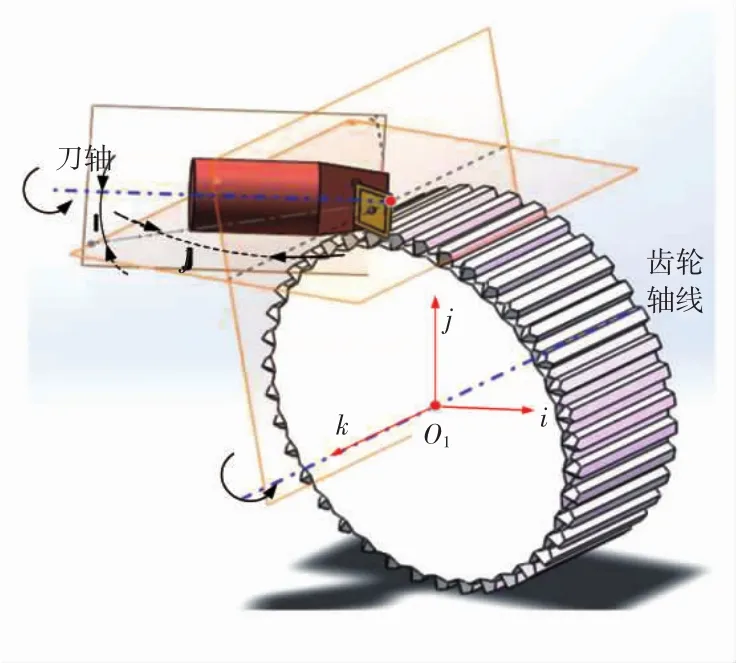
图6 倒角加工三维模型

图7 倒角加工坐标系
2.2 倒角加工数学模型
刀具轴线单位矢量n可表示为

刀刃在刀倾平面内单位矢量

在刀刃旋转平面上,与刀轴矢量和刀刃在刀倾平面内单位矢量垂直的单位矢量v为

假设齿轮旋转单位角速度值为1,则齿轮转动角速度矢量为

设刀具刀头数为z0,齿轮齿数为z,则刀具角速度矢量为

若令齿轮旋转角为θg,刀具旋转角为θc,则二者之间关系为

设齿轮倒角面上一个点p,加工时齿轮绕齿轮轴线旋转角度为θg时,刀刃上长度为ι的点加工该点如图8所示,则该点处刀刃矢量rt为

齿轮倒角面上点矢量r旋转角度θg后坐标矢量r1为

式中:r0为已知矢量。

得矢量r1的单位矢量c为

在与齿轮固联坐标系中,该倒角点坐标矢量r为

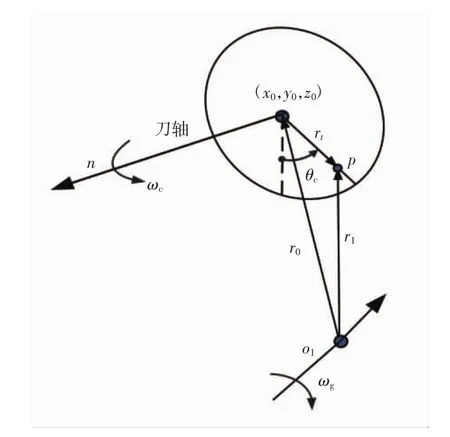
图8 刀刃点矢量
3 倒角面求解
3.1 网格坐标系建立
倒角面网格点划分如图9所示。其划分密度可根据设计要求确定,对于每一个网格节点,其坐标值可表示为pi(xi,Ri),其中

图9 倒角面网格点划分
3.2 网格坐标点求解方程
对于每个网格坐标点pi(xi,Ri)均为已知量,由式(11)得

式(12)为含有变量(l,θg)的非线性方程组,可采用改进鲍威尔混和算法求解该非线性方程组[11]。
4 倒角面误差计算及参数优化
采用逐齿加工方法得到的倒角面是一个平面,采用旋分法进行倒角加工所获得的倒角面为一曲面,即采用旋分法进行倒角时会出现误差,工程上其误差值主要通过测量不同齿高截面倒角的锁止半角(或锁止角)的值得到。由式(12)可求得给定齿高处截面上网格节点坐标值,若将求得的网格点按顺序连接将得到一条曲线,工程上只需将该截面上首尾两点连成直线,将该直线所得到的锁止半角视为实际值即可,理论倒角面锁止半角如图10所示。
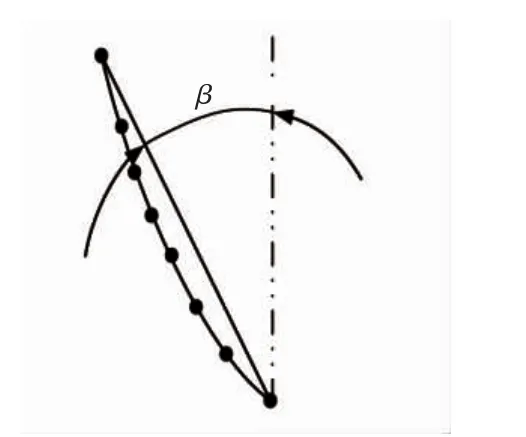
图10 理论倒角面锁止半角
采用旋分加工倒角面锁止半角误差较大,通常情况下满足不了倒角要求,需要进一步优化。在实际工程中,可通过调整p0点在x轴方向的偏移量即改变p0点的x坐标值,获得新的机床倒角调整参数,再次计算倒角误差,直到满足条件为止,其优化流程如图11所示。

图11 倒角参数优化流程
5 算例
本算例采用天津精诚机床股份有限公司的jcc20x旋分倒角机床,该机床采用右立柱布局,算例中同步器外齿倒角算例倒角参数如表1-表3所示。表中分别为优化前后的调整参数和锁止角误差值。采用优化后的调整参数进行倒角加工,考虑到机床及调整对刀误差,一般仅需要再一次修正即可加工出合格的产品,极大地减少了倒角试切时间。

表1 同步器外齿轮及倒角参数

表2 同步器内齿轮调整参数(跨齿数5)

表3 同步器内齿轮倒角误差
6 结语
本文建立了倒角数学模型及基于该数学模型的倒角面点求解算法。研究表明,采用旋分法加工的倒角面虽不是平面,但是通过优化算法,可以达到旋分倒角的加工要求。文中给出的旋分倒角的优化算法,初步满足了工程的需要,今后还需结合工程实际应用对优化算法做进一步研究。