低熔点薄膜法多层复合高强聚酯织物的制备及其防刺穿性
2020-07-28郑云波郑小佳徐憬朱晓鑫
郑云波 郑小佳 徐憬 朱晓鑫
(海西纺织新材料工业技术晋江研究院 福建晋江 362200)
防刺穿织物主要用于阻挡刀具和刺锥等尖锐物对人体的伤害,被广泛应用于军事、建筑和劳保等领域[1-5]。近年来,随着国内外持刀持枪抢劫类暴力事件日益频发,防刺穿织物研究和开发逐渐成为热点。一般可将刺穿过程划分为四个连续阶段:刀尖刺到织物表层,给予织物压力;刀尖滑移到织物纱线间距内,造成穿刺;织物纱线间的摩擦作用阻止刀尖穿刺,刃部切割织物;纱线断裂引起洞穿[6]。因此,要实现良好的防刺穿效果,织物材料就要具备消散冲击能量以及防切割的能力。
防刺穿用纤维来源广泛,包括陶瓷纤维和碳纤维等无机纤维,以及芳纶纤维、超高分子量聚乙烯(UHMWPE)纤维、聚对苯撑苯并双噁唑(PBO)纤维和高强聚酯纤维等有机纤维[7-10]。在织物结构形式上,平纹机织物纱线之间较为紧密不易产生滑移,厚度相对较薄,质量较轻,可以大面积防护,广泛应用于防刺材料[11]。但单层的高性能纤维平纹机织物存在着防刺效果较差以及质量不稳定等问题,难以满足特殊领域防刺性能要求。研究表明,利用树脂复合处理可有效提高织物材料的防刺性能[8,12-15]。树脂均匀填充到织物纱线的缝隙,牢固锁住纤维束,减少了刺入过程中纱线的滑移,从而吸收更多能量,提高防刺性能[16]。热塑性树脂弥补热固性树脂诸多不足,并可改善基体材料韧性,加工成型速度快,且生产较为清洁环保。
本文以高强聚酯平纹机织物为基材,通过热塑性低熔点薄膜树脂复合法,探索低熔点薄膜树脂类型及其涂覆量对高强聚酯复合材料剥离强度的影响,讨论织物克重、层数对聚酯复合材料防刺性能的影响,同时考察其耐油、耐热老化、耐化学腐蚀等性能,从而为防刺鞋的制备提供性能优异的中底鞋垫材料。
1 实验材料及方法
1.1 实验原料
高强聚酯纤维由中国纺织科学研究院有限公司提供,纤度为1127.2dtex,断裂强度为8.39cN/dtex,断裂伸长率为13.4%;低熔点树脂聚酯(PET)、乙烯-醋酸乙烯共聚物(EVA)和聚乙烯(PE)分别购自上海嘉成聚酯厂、盛虹石化集团有限公司和裕辰隆工程塑料有限公司,3 种树脂的熔点均为110℃。
1.2 制备工艺
1.2.1 高强聚酯平纹机织物的制备
按照经纱加捻—分批整经—并轴—织造的工艺流程,其中设置经纱加捻捻度为80T/10cm,织机引纬系统水泵弹簧钢丝直径为11mm、柱塞直径为32mm,喷针直径为2.4mm,喷嘴直径为3.2mm,水泵凸轮位置调至85°,先行角设为8°。最后织成550g/m2、700g/m2和850g/m2等3 款不同克重的高强聚酯平纹布。
1.2.2 多层复合高强聚酯织物防刺材料的制备
先将两份高强聚酯平纹布放入100℃烘箱中烘干20min,去除水分。再将其中一份干燥的平纹布放置针板上,固定,并保持一定张力。然后将温度为110℃三种低熔点树脂分别用刮棒均匀涂覆至该平纹布上,另一份平纹布迅速复合。室温冷却至60℃,经热辊压合后,继续冷却至室温,便完成了两层高强聚酯复合材料的制备。三层、四层和五层高强聚酯复合材料的制备重复上述步骤。
1.3 测试方法
1.3.1 厚度测试
使用百分表测厚仪在多层高强聚酯复合材料上随机选取3 点测试,测试结果以平均值表示。
1.3.2 剥离强度测试
在多层高强聚酯复合材料上截取尺寸150mm×25mm 的长条试样,对试样进行手剥,剥层长度为50mm,再将分开的两端分别夹在拉伸试验机的夹具上,以100mm/min 的速度进行剥离100mm,试验过程中记录力值的轨迹,求平均值。按照下式(1)计算剥离强度。
式中:Ds—层间剥离强度,单位为牛顿每厘米(N/cm);F—平均力值,单位为牛顿(N);d—试样宽度,单位为厘米(cm)。
1.3.3 防刺性能测试
根据GB/T 20991-2007[17],在试验机上加载防刺测试工具,包括测试钉和夹持器等,对多层高强聚酯复合材料进行穿刺测试。测试钉直径为4.50mm,移动速度为10mm/min。测试分别在高强聚酯复合材料上4 个不同点进行,记录载荷—位移曲线,取4 次测试结果最小值。
1.3.4 耐低温、高温、酸、碱和油性能测试
根据GB/T 21147-2007[18],对多层高强聚酯复合材料进行低温处理/高温处理:先放入温度(-20±2)℃/(60±2)℃低温箱/烘箱中,4h后取出,温度达到(-1±1)℃/(40±2)℃;酸/碱处理:完全浸入浓度为1mol/L 的硫酸/氢氧化钠溶液中,在(20±2)℃放置,24h 取出,用流水洗净酸/碱液,然后在(20±2)℃中存放24h;油处理:完全浸入2,2,4-三甲基戊烷(异辛烷)试液中,在(20±2)℃放置,24h 取出,用流水洗净试液,然后在(20±2)℃中存放24h,再根据GB/T 20991-2007[17]对其防刺性能进行测试。

表1 低熔点薄膜种类及涂覆量对高强聚酯复合材料剥离强度的影响情况
2 结果与讨论
2.1 高强聚酯复合材料剥离性能
一般情况下,对于鞋垫材料层间剥离强度要求达5N/cm 以上[19]。从表1 可以看出,使用PET、EVA 和PE 三种低熔点薄膜树脂复合的高强聚酯复合材料的剥离强度均大于5N/cm。但在涂覆量相同的情况下,使用PET 低熔点薄膜树脂复合的高强聚酯复合材料的剥离强度明显要高于EVA 和PE 薄膜树脂,这可能是因为该薄膜和基材平纹布的原料均为聚酯,相容性优势显著。此外,随着低熔点薄膜涂覆量的增加,高强聚酯复合材料的厚度和剥离性能不断提高,但其剥离性能的涨幅不断缩小。当涂覆量为135 g/m2时,剥离强度为7.97 N/cm;当涂覆量为140g/m2时,剥离强度为8.10N/cm。然而当涂覆量为140g/m2时,高强聚酯平纹布上PET 树脂熔液出现外溢现象。过多的树脂将会严重影响复合材料的成顺性[20]。因此,综合剥离强度与制备成本以及节能环保之间的关系,高强聚酯复合材料制备较合适的涂覆量为135 g/m2。
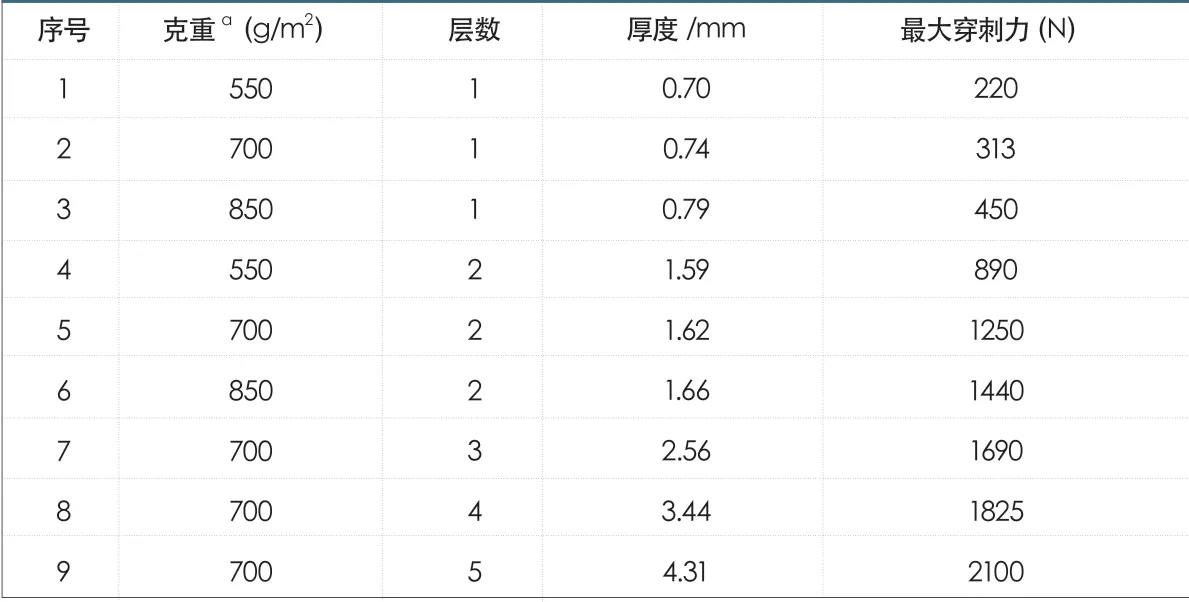
表2 平纹布克重以及层数对高强聚酯复合材料穿刺力影响

表3 低温、高温、酸、碱和油对高强聚酯复合材料穿刺力影响
2.2 高强聚酯复合材料防刺性能
从表2 可以看出,单层高强聚酯平纹布具有较好的抗刺穿性,且在层数相同的情况下,随着单层平纹布克重的增加,其最大穿刺力也逐渐提高。当层数为2 时,单层平纹布克重为700g/m2,其最大穿刺力便达到1250N。按照GB/T 12017-1989[21],大于等于1100N 产品便为特级防刺穿产品。因此,本项目单层平纹布克重为700g/m2,层数为2 的高强聚酯复合材料为特级防刺穿产品。出于节约成本,项目选择克重为700g/m2平纹布作为高强聚酯复合材料的基材。此外,随着层数的增加,高强聚酯复合材料最大穿刺力也逐渐提高,当层数为5 时,最大穿刺力为2100N。
单层与多层复合材料的穿刺过程主要区别在于ab 与a1b1(如图1所示)。对于单层平纹布穿刺过程ab 阶段,刺钉已刺入织物,织物纱线被切断,穿刺力突降。但由于刺钉周围仍有纱线包围,使得穿刺力突降后又继续上升。多层复合材料由于低熔点薄膜树脂的固定,织物纤维束较难滑移抽脱,并且该树脂具有较好的抗冲击作用,导致多层复合材料a1b1阶段穿刺力下降不明显。
2.3 高强聚酯复合材料耐低温、高温、酸、碱和油性能
本文选取单层平纹布克重为700 g/m2,层数为5 的高强聚酯复合材料开展耐低温、高温、酸、碱和油性能测试,如图2所示。从表3可以看出,经过低温、高温、酸、碱和油处理后的高强聚酯复合材料最大穿刺力基本不变,基本保持在2100N 左右。此外,从图1 可以看出,经高温、酸处理和碱处理后的高强聚酯复合材料穿刺过程曲线与未处理的基本保持一致。由于聚酯材料的耐碱性较差,经碱处理后高强聚酯复合材料表面有一定的腐蚀(如图2),但样品整体外观仍较完整。因此,项目制备的高强聚酯复合材料具有较好的耐低温、高温、酸、碱和油性能。
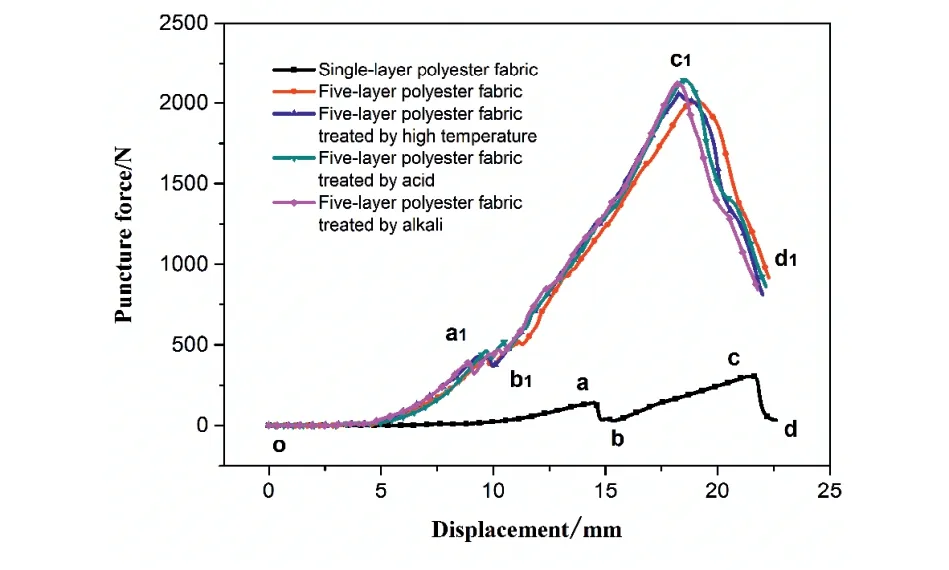
图1 高强聚酯复合材料穿刺力-位移曲线
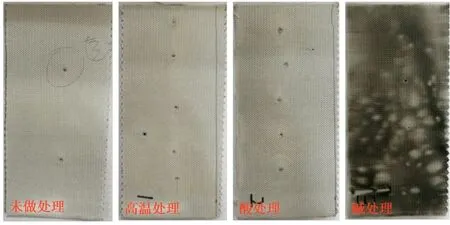
图2 高强聚酯复合材料经高温、酸和碱性处理后表面
3 结论
(1)相同条件下,使用PET 低熔点薄膜树脂复合的高强聚酯复合材料的剥离强度较高。高强聚酯/复合材料的剥离强度随PET 薄膜涂覆量增加而增强,其较合适的涂覆量为135g/m2。
(2)高强聚酯复合材料最大穿刺力随基材平纹布克重的增大以及层数的增多而提高。出于节约成本,本课题制备高强聚酯复合材料较合适的平纹布克重为700g/m2。
(3)经过低温、高温,及酸、碱和油处理后的高强聚酯复合材料最大穿刺力基本不变,项目制备的高强聚酯复合材料具有较好的耐低温、高温、酸、碱和油性能。
