卷绕机横动导丝装置中拨叉检验新方法探讨
2020-07-28王志君
王志君
(北京中丽制机工程技术有限公司 101111)
1 引言
卷绕机是化纤长丝纺丝机的核心单元机,而其横动导丝装置又是卷绕机的核心部件;在横动导丝装置中,对应每根丝都有一个齿轮箱,齿轮箱上安装着一对转向相反的拨叉叶片,两个拨叉叶片偏心安装,并且长短有差异;拨叉叶片端部粘有陶瓷件,三叶拨叉相对于安装基准面的平行度和叶片的长度会影响丝饼成形和导丝距离。本文探讨了一种采用两块百分表同时检验拨叉平行度和叶片长度的新式检验工装,采用新的检验工装后,提高了检验精度,且可减少手工检测的误差,大幅提高检验效率。
2 拨叉的技术要求
如图1所示拨叉三叶相对于基准面的平行度不超过0.12mm;以∮40H6为基准,打表测量A、B、C 三个边,相应点的误差不大于0.05mm。
3 传统拨叉检验方法
3.1 传统检验方法
传统检验拨叉三叶平行度都是通过将拨叉放在检验平台上,用塞尺看间隙测量,再通过另外一套工装测量拨叉叶片的长度。
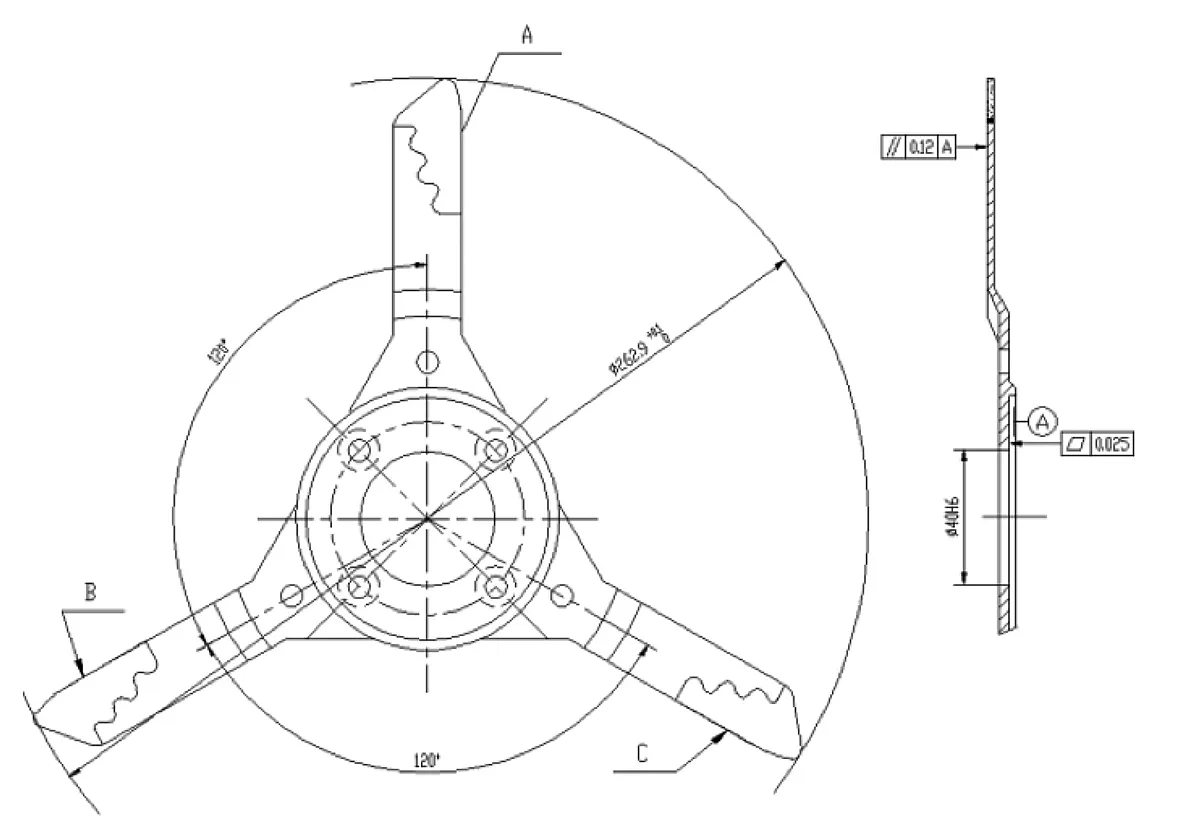
图1 拨叉
3.2 传统检验方法的缺点
没有以安装面为基准测量,测量手段落后,准确率不高;拨叉三叶相对于安装基准面的平行度和叶片长度,分开测量,效率低下,不适应百分百检验零件。
4 采用专用检验工装
4.1 专用检验工装的组成
专用检验工装(图2)由底座、转动轴座、转动轴、轴承、弹簧(一)、锁紧轴、偏心轴、把手、开口垫圈、滑杆、百分表(一)、弹簧(二)、钢珠、表支架和百分表(二)等组成。
4.2 专用检验工装的设计原理
通过小游隙轴承连接转动轴座和转动轴,使其能顺畅转动,并保持很小的轴向跳动量;以拨叉的安装面为基准定位,通过偏心轴、锁紧轴和开口垫圈实现快速夹紧;将百分表(一)固定到滑杆上,用压盖里面的弹簧(二)、钢珠压紧滑杆,使其能在表支架的槽里无间隙自由滑动;推拉紧密配合的滑杆,通过百分表(一)看同一叶片的平面度,再旋转转动轴看另外两个叶片的平面度,最终通过百分表(一)的跳动量得出三个叶片是否符合平行度要求;将百分表(二)的测量头换成平头,旋工装转动轴,直观地看到三个叶片长度的差异量。检查拨叉的平行度是否合格;通过旋转转动轴,看百分表(二)跳动量,检验三叶拨叉的长度差异量;测量完成后再通过把手旋转偏心轴,弹簧(一)将锁紧轴顶起,从而使开口垫圈松开,取下开口垫圈后再取下拨叉,完成拨叉检验。

图2 拨叉检验工装
4.3 专用检验工装的使用方法
以∮40H6 孔定位,拨叉安装面与转动轴的上端面贴合,通过把手旋转偏心轴,使锁紧轴下移压缩弹簧(一),从而带动开口垫圈压紧工件;前后推拉滑杆,并看百分表(一),以检验单叶拨叉和安装面的平行度;通过转动转动轴,检验其它两叶拨叉;直观
4.4 专用检验工装的优点
以拨叉安装面定位,快速压紧,操作方便;采用此检验工装可以通过百分表直观检查拨叉的平行度和叶片长度是否合格;一套工装能同时检验拨叉三叶的平行度和叶片长度,降低工装制造成本,同时提高检验效率;降低对检验人员技能的要求,减少了人力成本;能做到对拨叉百分百检验,严格控制零件质量。
4.5 对检验合格品的复验和对比
4.5.1 复验项目
图1所示的拨叉三叶的相对于基准面的平行度0.12mm;三叶尖端圆周直径∮259.9+0.10(三叶长度);
4.5.2 复验方法
随机取专用工装检验合格的5 件拨叉,进行复验,将拨叉放在检验平台上,用塞尺看其三叶间隙大小,间接测量三叶相对基准的平行度;以∮40基准轴定位,用游标卡尺分别测量基准轴与三个叶片尖端的距离,减去基准轴半径20 即是叶片的长度;
4.5.3 复验数据(见表1)
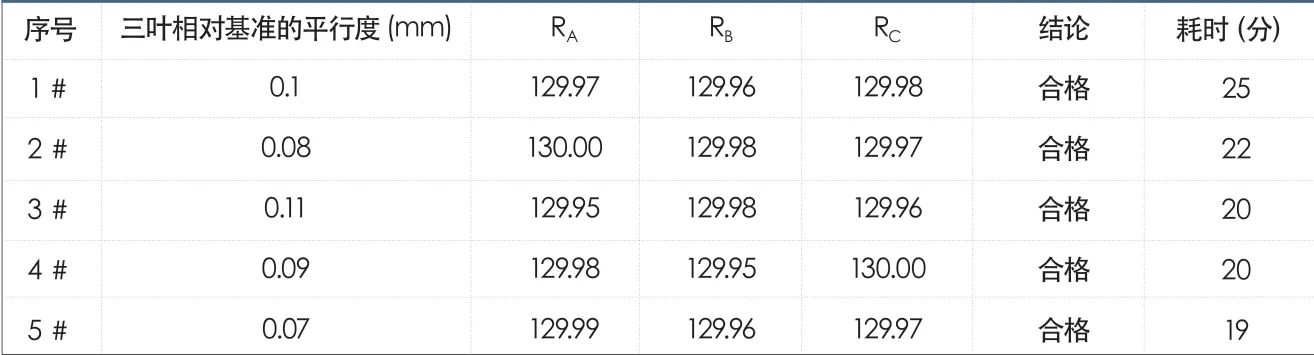
表1 复验数据
4.5.4 复验结果
经过复验,随意抽取的5 件拨叉样品,三叶相对基准的平行度均小于0.12mm;三叶尖端圆周直径∮259.9+0.10范围内,总耗时106 分钟,用专用工装检验同样数量的耗时比传统检验方法效率提高3 倍,由此可见专用工装检验拨叉质量是可行、可靠的。
5 结论
综上所述,采用新型专用检验工装后,拨叉的质量得到有效控制,保证拨叉质量的一致性,减少拨叉叶片的损坏,对于保证卷绕机纺丝平稳起到了关键性的作用;同时大大提高了拨叉检验效率,为批量化装配卷绕机提供有力保障。