一种通用性高位码垛机的研究开发
2020-07-23陈广胜史步海张文祖
陈广胜 史步海 张文祖 王 越
(1.清远职业技术学院,广东清远,511500;2.华南理工大学自动化科学与工程学院,广东广州,510641;3.金鑫(清远)纸业有限公司,广东清远,511517)
码垛机是自动化生产线中最常用的设备,它是将包装好的产品按一定规律堆放在托盘(栈板)上,而且可以根据要求堆放多层,便于叉车搬运存储的一种设备[1]。随着技术的发展,不管大型制造企业还是中小型制造企业,对码垛机的依赖越来越高,在食品饮料、化工、仓储物流、机械制造等行业都广泛应用[2-4]。
目前制造企业常用的码垛机主要有3 类[5-6]:第一类是桥式,自行搭建一个机械抓手,通过桥可在X/Y/Z 方向进行运动,把产品按要求进行抓取堆叠;第二类是采用专用码垛机器人,再结合实际生产搭建相关平台,通过码垛机器人进行堆叠;第三类是高位码垛机,是为了实现较大货物多层堆叠,通常把货物通过斜坡输送机送到高处,通过栈板的上下运行实现多层堆叠[7-8]。前两类码垛机比较灵活,体积小质量较轻的产品应用较多,但不适合高位堆叠。第三类码垛机相对前两类来说结构简单,效率高,是体积大和质量大的产品常用的堆叠方法,一般由汇总输送机、斜坡输送机、转位机、编组机、分层机、升降机、托盘仓、托盘输送机、垛盘输送机及高架平台等部件组成[9-10]。由于采用了斜坡输送机,不同规格的包装箱对斜坡的坡度要求不同,限制了设备的通用性,设备体积庞大[11-12]。本文在现有研究的基础上,设计一种结构更简单,人机交互方便的高位码垛机,通过在清远市某纸业公司的应用表明,该码垛机比传统的高位码垛机工作效率更高,通用性更强,适合大体积的产品进行高位码垛。
1 工艺及高位码垛机的要求
1.1 工艺说明
大体积产品码垛一般都需要高位多层堆箱,这就要考虑多层堆箱的稳定性和容量,为了提高堆箱的稳定性,对产品在栈板上的摆放有一定的要求,以某品牌的A4 打印纸包装箱为例,包装箱主要分为5 包和10 包两种规格,具体堆放示意图见图1 和图2。用同一规格(1100×1100)cm 栈板堆叠时,有不同的堆叠规律,相邻两层采用交叉包装箱的摆放方式。使堆叠后的包装箱稳定且不浪费空间。
1.2 传统高位码垛机的问题及改进思路

图1 5包规格堆放示意图
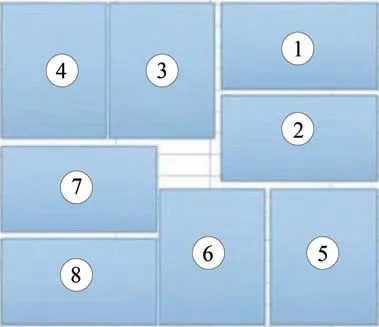
图2 10包规格堆放示意图
传统高位码垛机一般针对一种规格包装箱进行设计,通用性不强,在竞争激烈的产品市场,随时会根据市场需求推出不同规格不同包装的多样化产品。由于传统高位码垛机采用斜坡输送机,把包装箱产品通过滚筒斜坡送至码垛要求的最高处,当包装箱的质量、包装箱与斜坡接触面积发生变化时,由于摩擦系数等问题,一种规格的斜坡无法输送不同规格的包装箱,导致无法对多种规格包装箱进行码垛。对于一些表面比较光滑、摩擦系数较小的产品包装箱,则需要坡度较小、长度较长的斜坡输送机,大大增加了设备占地空间,不利于设备布置。
通过对高位码垛机的包装箱提升装置进行改造,使用垂直提升代替斜坡输送,能很好地解决斜坡无法满足多规格包装箱提升的问题。在保证效率的情况下,如何配置和改造提升装置是设计高位码垛机能否成功的关键。
2 高位码垛机的结构原理
图3 为高位码垛机的结构示意图。高位码垛机主要部件有:汇总输送机、转位机、编组机、分层机、垛盘输送机等。

图3 高位码垛机结构示意图(转位、编组、分层)
汇总输送机是将生产线上包装好的产品汇总成一条传输线,主要由滚筒和电机组成。转位机是把箱子编号根据堆箱规律对部分长方体的包装箱调整方向的机构。转向原理如图4所示。当需要箱子转向时,转向气缸推出,箱子碰撞突出机构时,在滚筒旋转的推力下实现转向,如果不需要转向时,转向气缸缩回,箱子保持方向前进。
编组机的功能是根据堆箱规律,对于并排同方向的2 个(或4 个)箱子进行编组,编组后进入分层机,主要由推柱和挡板组成。推柱的作用是把同组的第一个箱子推到靠边,利用挡板阻挡箱子前进,等第二个箱子到来后一起送到分层机。
分层机是把编组机送来的箱子进行处理,把一层的箱子根据要求进行摆放,摆好一层箱子后,把整层箱子推进垛盘输送机,主要由滚筒和推板组成。根据箱子摆放规律,当有1/2 层箱子时推一半行程,等另一半层箱子到来之后一起送到垛盘输送机。
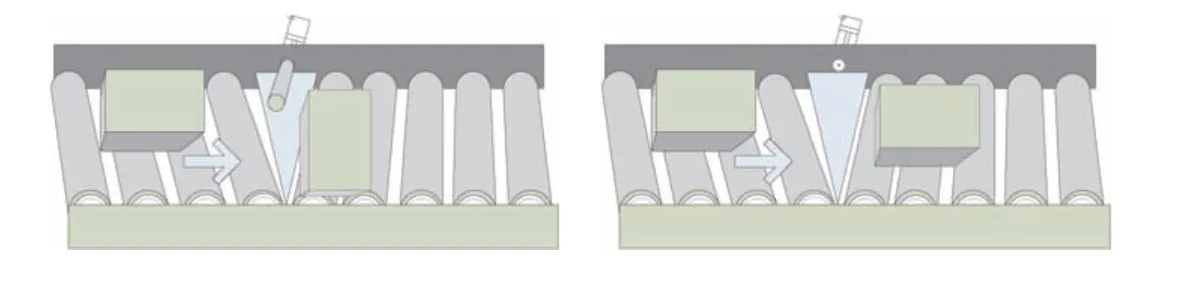
图4 转位机功能示意图
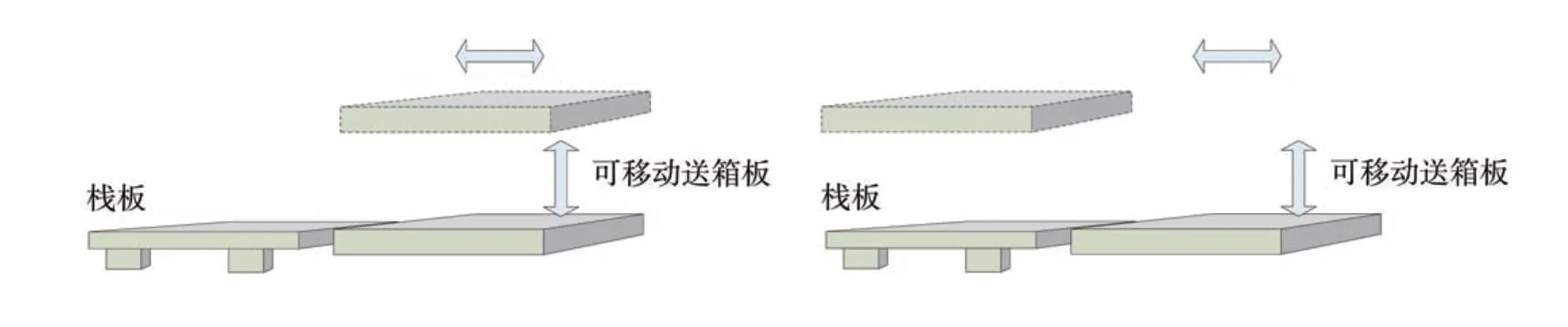
图5 垛盘输送机功能示意图
垛盘输送机是把摆放好的一层箱子输送到栈板上,实现包装箱垂直提升的功能,主要是由一块可上下移动和左右移动的送箱板组成,由两台电机进行控制,如图5所示。当送箱板移到栈板上方时,利用由气缸控制的挡板把箱子挡住,送箱板后撤,箱子就落到栈板上层,实现了送箱功能。
3 高位码垛机控制系统硬件设计
3.1 系统硬件配置
系统以PLC 为控制核心,结合人机交互HMI 方便操作与参数修改,主要通过三相异步电动机、气缸和各种传感器实现系统功能,总体控制方案见图6。PLC 选用了三菱FX3U-32MT 型号,晶体管输出型,主要控制变频器、电磁阀和控制电机的继电器,接收各种开关信号和用于检测的传感器信号;选用了昆仑通态TPC7062KX 触摸屏,用于给下位机发出指令,同时也对系统状态进行监控,还能显示系统故障报警信息;在控制终端执行部件中,选用了伺服电机控制垛盘输送机的输送板升降运动,输送板的升降是本系统中位移精度要求最高的,送每一层箱子均要参照栈板上现有货物的高度,又不能离开现有货物太高,太高容易卸箱子时不稳,出现箱子移位对不齐等异常情况。而输送板的水平移动不需要多段位控制,只要用限位器进行定位即可,采用三相异步电动机通过继电器实现正反转控制。输送机的滚筒采用变频器控制,方便根据需要进行调整速度,采用三菱FR-E700-1.5K-CHT 变频器。分层机滚筒电机采用三相异步电动机通过减速箱进行低速运行即可。
3.2 伺服系统的选型
在硬件设计中,伺服系统的选型是重点,伺服系统要控制输送板精准升降,是负载最大的一环节,输送总质量为:
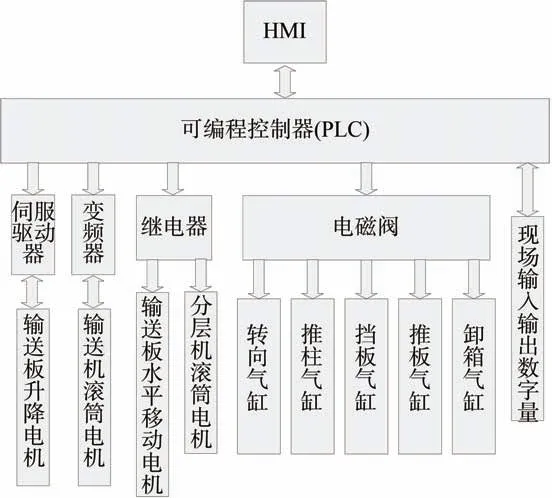
图6 系统总体控制方案
M=m·N+M铁
式中,m为每箱质量;N为每层的箱子数量;M铁为输送板结构质量,为280 kg。
5包装的A4纸包装箱,每一箱的质量为12.7 kg,每层的质量为:
M5=m·N+M铁=12.7×16+280=483.2 kg
10 包装的A4 纸包装箱,每一箱的质量为25.4 kg,每层的质量为:
M10=m·N+M铁=25.4×8+280=483.2 kg
为方便计算,忽略摩擦,总质量以M=490 kg计算。
系统传输使用齿轮齿条传动,选用了齿轮分度圆直径d=0.075 m(模数2.5、齿数30),由于该工序的速度要求不高,选用减速比i为10的减速器。按电机额定转速为1500 r/min计算。
最高速度为:

匀速时克服重力的驱动力为:
F匀=-Mg=-490×9.8=-4802 N
匀速时转矩为:

按加速时间0.4 s计算,则上升加速度为:

上升加速时电机驱动力最大值为:

上升加速时转矩最大值为:

负载惯量为:

经减速器折算后电机惯量为:

伺服电机的选取符合额定转速、额定转矩、最大转矩、负载惯量等参数要求[13-14],上述参数是在忽略了齿轮、减速器等传动效率和摩擦力的情况下进行估算的,额定转矩、最大转矩的选取应该略大一点,且要留有余地,电机惯量应符合负载惯量<3 倍电机转子惯量的要求[15-16],通过电机手册查找,选用台达ECMC-FW1830SS 伺服电机,该电机额定功率3 kW,额定转速1500 r/min,额定转矩19.1 N·m,大于18 N·m;最大转矩为57.3 N·m,转子惯量(带刹车)0.00571 kg·m2均满足要求。
4 高位码垛机控制系统软件设计
4.1 PLC编程控制
整个系统的控制主要分成3部分:初始化、手动控制和自动控制。在初始化部分主要是上电时的设备检测,看各个部件是否在初始状态,各传感器状态是否正常,如果有异常情况则通过HMI 进行报警显示。没有异常情况则进入工作模式选择,具体系统控制程序流程图见图7。
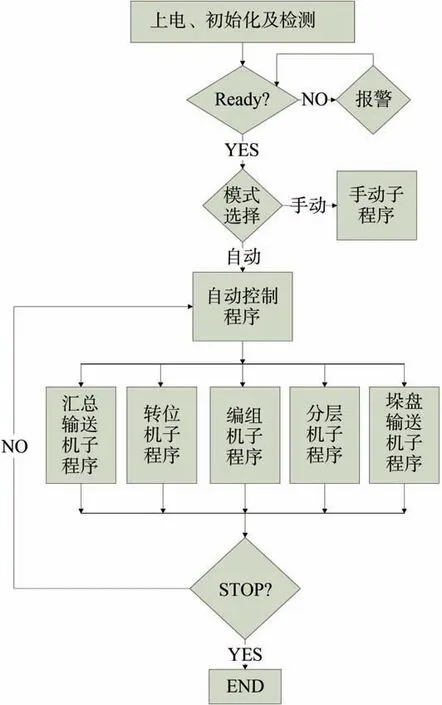
图7 系统控制程序流程图
手动控制部分主要用于设备的调试与故障检测,通过对系统各个动作的单独控制与运行,对系统进行细微的调整(包括参数调整),或当出现故障时,也可以通过手动控制容易查找出故障点。
自动控制部分是系统的核心控制部分,是系统正常工作时的控制程序。采用分段控制模块设计,由汇总输送机子程序、转位机子程序、编组机子程序、分层机子程序和垛盘输送机子程序等5 个子程序组成。5 个子程序对应5 个系统工序,它们之间相互联系,配合完成码垛功能。
以10包规格奇数层的箱子(堆箱规格见图2)为例,汇总输送机送来的箱子经传感器进行编号(通过计数器C0进行计数实现编号),根据箱子序号,转位机判断是否需要调整箱子方向,奇数层的③④⑤⑥号箱子需要转方向,偶数层的则是①②⑦⑧号箱子需要转向。编组机把同方向相邻的箱子进行处理,如把①②号箱子摆齐(通过推杆把箱子并列)后一起送到分层机。分层机把前两组箱子(①②③④号)按规则摆放完成后,通过推板半推后,等待后两组箱子(⑤⑥⑦⑧号)进入分层机,然后把整层箱子推到垛盘输送机。最后由输送机把箱子送到栈板完成码垛,如图8所示。

图8 10包规格奇数层各工序控制流程图
垛盘输送机的输送板由伺服电机控制升降运动,由异步电机控制水平运动,控制流程如图9所示,启动初始化时,把码垛的层数N 以及每层的高度H默认值导入程序,也可以通过触摸屏进行修改相关参数。初始化后伺服电机执行原点回归指令,用C表示已完成堆叠的情况,先把N 的值赋给C,每完成堆叠一层C值减1。每层要提升的距离h可表示为:
伺服电机的定位是通过脉冲数控制,再通过反馈给伺服驱动器的信号对电机的输出轴进行修正[17]。如输出轴旋转一圈所需脉冲数为n0,旋转一圈提升的高度为h0,则每层提升所需脉冲数n为:

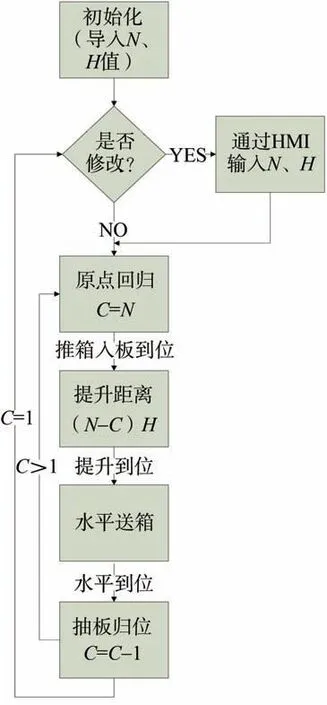
图9 垛盘输送机控制流程图
4.2 HMI设计
该码垛机选用了昆仑通态TPC7062KX 触摸屏,利用MCGS 嵌入式版7.7(1.7)软件进行画面设计,见图10 和图11。设计设备窗口,选择串口父设备,再添加设备三菱FX 系列编程口,把CPU 类型设置为FX3UCPU;根据画面控制要求及PLC 的程序,在实时数据库中添加需要控制或监控的变量,并与PLC软元件进行关联。调试好后下载到触摸屏即可。
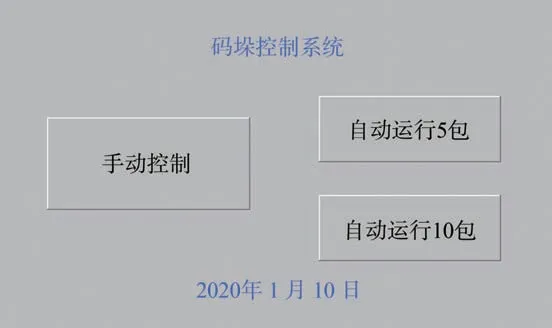
图10 系统初始化完成
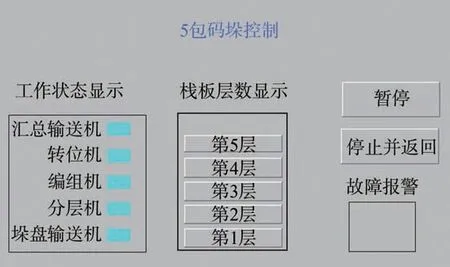
图11 自动运行(5包)界面
5 应用效果
高位码垛机在制造业中广泛应用,由于市场需求的多样化,产品包装规格多样化。以A4 打印纸生产为例,市场上常见的包装就有5 包、8 包和10 包1 箱的规格。在清远市某纸业有限公司,以前主要生产10 包1 箱的A4 打印纸,由于市场发展的需要,现在生产5 包1 箱和10 包1 箱两种规格产品,原来设计的高位码垛机采用传统的斜坡输送方法,对5 包1 箱规格产品进行码垛时,该规格的产品在斜坡输送时由于坡度太大,箱子打滑不能上去,无法实现码垛功能。
采用本方案重新设计高位码垛机,取消了斜坡输送的工序,对不同规格的包装箱具有同样的码垛能力。经过测试,平均每箱所需时间约为3 s。结果表明,高位码垛机的各方面性能均能满足生产需求。一套高位码垛机可满足多规格产品的码垛要求。
6 结 语
本文设计的码垛机通过清远市某造纸厂的实际应用表明,该码垛机能高效实现高位码垛,对不同规格产品的转换控制灵活方便。该系统不采用斜坡输送机,对不同包装和不同质量的产品均有很好的适应性。通过触摸屏的监控与控制,对系统的操控和设备调试都有很好的帮助。该码垛机结构比较简单,成本低,对纸箱包装的产品码垛有较好的通用性。
