加压式密度控制仪在挤压膨化加工中的应用
2020-07-21张贵阳糜长雨
董 飚,张贵阳,糜长雨,吴 晶
(1.江苏丰尚智能科技有限公司,江苏 扬州 225127;2.国家饲料加工装备工程技术研究中心,江苏 扬州 225127)
随着水产养殖业的快速发展,利用传统的机械加工方法生产的硬颗粒饲料来饲喂水产动物,已经远远不能满足水产养殖业的需要。采用硬颗粒饲料来饲喂生产动物,不仅使大量营养物质未被消化即被排出体外,造成不必要的营养浪费外,同时由于硬颗粒饲料一般在水中的耐久性差,易造成大量营养物质外流,影响水体的质量。而膨化饲料不仅提高水产动物对饲料的消化率和饲料的耐久性,同时也较少对动物生存环境的影响。挤压膨化加工技术的应用已经有100 多年的历史了,早在19 世纪70 年代英国的橡胶工业就首次应用了挤压机,国外在20 世纪60 年代就已开始了膨化饲料的生产,20 世纪80 年代挤压膨化水产饲料的工业化生产开始在全世界迅速普及。受现实需求的驱使,全球水产饲料的加工得到了长足的改进和发展,饲料的产量也不断攀升,2019 年全球饲料产量达到了11.27亿t,其中水产饲料约占4%。水产饲料可分为4类:浮性饲料、半浮性饲料、慢沉性饲料和沉性饲料。使用挤压方法生产水产饲料的主要优点是用同样的设备既可生产沉性饲料又可生产浮性饲料。容重是影响水产饲料沉浮性的关键性指标,两者之间的关系见表1[1-4]。
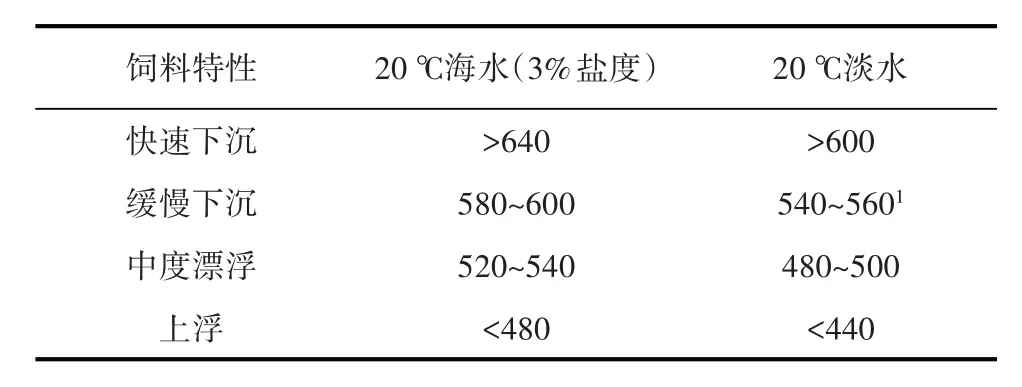
表1 水产饲料容重与沉浮性的关系g·L-1
目前在水产膨化机上生产沉性饲料时通常配套使用在挤压腔设置排气口和在挤压排料后设置压力室这两种密度控制的方法,前者称之为抽真空式密度控制,后者称之为加压式密度控制[3,5-6]。本文着重讨论加压式密度控制仪在设计开发和应用中的一些关键要点。
1 加压式密度控制仪的研制与应用
1.1 加压式密度控制仪的工作原理
加压式密度控制是指往出模后密闭的切割室内通压缩空气,建立起物料出模后所需要的正向压力。因为随压力的提高,水的汽化点提高,这将会降低出模后物料的闪蒸膨化,同时物料出模前后压差的减小也会抑制物料的膨胀,从而利于增大颗粒的密实度,满足沉性料的容重要求[3,5]。一般来说,使用加压式密度控制仪可以提高20%~30%的膨化机产能(和不采用任何密度控制设备相比较)。加压式密度控制仪有一系列的优点,如结构简单、性能稳定、操作维护方便、适应性强、没有能源浪费、一套螺杆配置能够兼顾沉浮性物料的生产等等,因此在膨化机的沉性物料生产中得到了广泛应用。
1.2 加压式密度控制仪的构成和操作过程
加压式密度控制仪主要包括6部分,见图1。

图1 加压式密度控制仪的组成对比数据
切割装置:包括壳体、电机、切刀组件、清理门、泄爆口等件,物料在壳体内正压的环境下被切割成形。关风器:通过关风器将压力室内切割成形后的物料排出,其作用是输送物料的同时能够保证加压切割室的密封。连接斗:通过连接斗将切割装置的出料口和关风器的进料口连接在一起,并使用抱箍连接,便于工作时两者的快速连接和工作完成后两者的快速分离。支撑架:用于安装关风器,在气缸的带动下可沿固定架上的立柱上下移动,并可绕立柱转动,使关风器转动到工作位置或非工作位置。固定架:一般和膨化机的底座固定连接,为安装关风器的支撑架提供支承连接。悬挂件:通过该件将切割装置吊挂在横梁上,并能使切割装置沿横梁前后来回移动。
工作时先将切割装置沿横梁移到位,此时壳体套装在膨化机的出料装置上(通过O 形圈实现密封),并拉好把手实现固定,随后将关风器旋转到位,打开手动控制阀给气缸供气,在气缸的推动下关风器被抬起,直至其进料口和切割装置的出料口贴合,装上抱箍使两者结合在一起,最后打开手动截止阀往压力室内通压缩空气,启动切割电机和关风器的减速电机,就可以进行正常生产了[6-7]。生产中要注意压力室内的压力和切刀的转速,结合膨化机操作参数的调整,排出少部分机头料后直至生产出符合要求的膨化颗粒物料。
2.3 设计及操作加压式密度控制仪时的关键点
2.3.1 切割装置
该压力室内存在约0.2 MPa 的正压力,密封是关键的问题,包括清理门处的密封、切刀轴处的密封、以及壳体和出料腔套装连接处的密封,密封不严会引起蒸汽泄漏,并导致压力下降。进气口的结构及位置也是关键的因素,既要使得气流对物料有一定的吹散作用,也要利于气流向四周快速扩散。此外还要考虑操作时的方便性,如图1所示,产品使用了拉紧把手及压块的安装固定方式,拆装操作时方便快捷。另外在生产应用中对刀调整时要注意:调整电机的位置,要保证切刀轴和此处密封座的同心,使得切刀轴在伸出和缩回的过程中无卡滞现象,再调整壳体端面的限位螺栓,使得切刀面(切刀口在旋转过程中所形成的平面)和出料模板的端面相平行。
2.3.2 关风器
关风器的作用是输送切割成形后的物料,并起到密封的效果,保证切割室内的正压,因此要重点关注密封性。此外正常工作状态下关风器腔体内的温度较高,转子运转过程中不能有卡阻密封条的热膨胀性要关注,同时在冷态下的间隙也,不能太大,否则刚开始建压时比较困难。另外关风器在释放压力时会产生一定的噪音,我们做过测试,压力越大,释放时产生的噪音也越大,所以需要协调兼顾好压力和噪音的关系。最后关风器的运转过程中不能产生夹料的问题,因为夹料的部位一般是发生在进料口处关风器旋转方向上的转子叶片和壳体相遇的位置,故可采取增加挡料板或吹气的方法,避免物料下落到此区域,从而可避免产生夹料的问题。此外要尽量使物料在关风器中分布均匀,避免料层的集中堆砌,可提高关风器内物料的充满度。
2.3.3 安全措施
由于压力室内存在正压,故需要考虑在意外情况下发生爆炸的危险性,因此需设置安全结构装置,比如我们在该设备上设置了安全阀和泄爆膜片,安全阀的开启压力为0.3 MPa,泄爆膜片的爆破压力为(0.36±5%)MPa。当发生意外情况(如关风器堵转后不排料)在切割室内产生过高的压力时,此时会从安全阀或泄爆膜片处释放压力,予以保证设备及操作人员的安全。此外还要在电气控制上设置安全保护开关,只有待关风器位于工作位置时才能运转关风器的电机。
2.3.4 调整余量
由于制造及装配上的误差,在设计时需预留一定的调节余量,安装时通过调整关风器的位置,确保关风器的进料口和切割装置的出料口同心。
2.4 加压式密度控制仪的应用测试
加压式密度控制仪配套膨化机使用,主要应用于沉性水产饲料的生产,如虾蟹料、石斑鱼料等。现场测试的使用加压式密度控制仪前后的容重对比数据见表2。现场测试的不同压力下的加压式密度控制仪出口的噪声数据及容重数据见表3。

表2 使用密度控制仪前后的容重检测对比数据

表3 不同压力下的噪声和容重
3 小 结
从目前加压式密度控制仪的使用情况和检测数据来看,通过加压式密度控制仪生产的沉性料达到了高产能、高容重、高熟化、低水分,外观色泽得到了改善、耐水性得到了提升,满足了客户对饲料产品容重、色泽和产能的要求,而且由于该设备结构简单、性能稳定、适应性强、操作维护方便、没有能源浪费等一系列的优势,已经在水产膨化机上得到了越来越广泛地应用。
