385/95R25全路面起重机轮胎高速性能提升
2020-07-19高利,刘娟,周勇
高 利,刘 娟,周 勇
(三角轮胎股份有限公司,山东 威海 264200)
全路面起重机是一种兼有汽车起重机和越野起重机特点的高性能车辆,它既能像汽车起重机一样快速转移、长距离行驶,又可以满足在狭小和崎岖不平或泥泞场地作业的要求。近年来,随着物流行业的发展,越来越多的移动式起重机需要进行高速长途作业,这对其所用轮胎的高速性能提出了更高要求,传统385/95R25和445/95R25规格的E速度级别轮胎已不能满足实际需求。
本工作通过对F速度级别385/95R25全路面起重机轮胎进行硫化工艺优化及配方改进,进一步提升轮胎高速性能。
1 实验
1.1 主要原材料
天然橡胶(NR),3#烟胶片和20#标准胶,泰国进口产品;炭黑N326和N330,卡博特化工(天津)有限公司产品;白炭黑,罗地亚白炭黑(青岛)有限公司产品。
1.2 主要设备和仪器
Roell Z010型拉力机,德国Zwick公司产品;DMTS EPLEXOR 500N型动态力学分析仪,德国GABO公司产品。
1.3 性能测试
钢丝帘布附着力测试方法自行开发,具体为2层胎体帘布沿胎体钢丝方向呈90°排列,中间用铝片隔离,样品尺寸为100 mm×100 mm,其中25 mm×60 mm的未隔离区域为测试区域,拉力机测试的是测试区域两层帘布间的粘合力。
其他性能按相应国家标准测试。
2 结果与讨论
2.1 硫化工艺优化
对385/95R25轮胎进行热电偶硫化测温,根据测温数据对硫化工艺进行优化。优化前后硫化工艺及轮胎关键部位总等效硫化时间对比见表1。
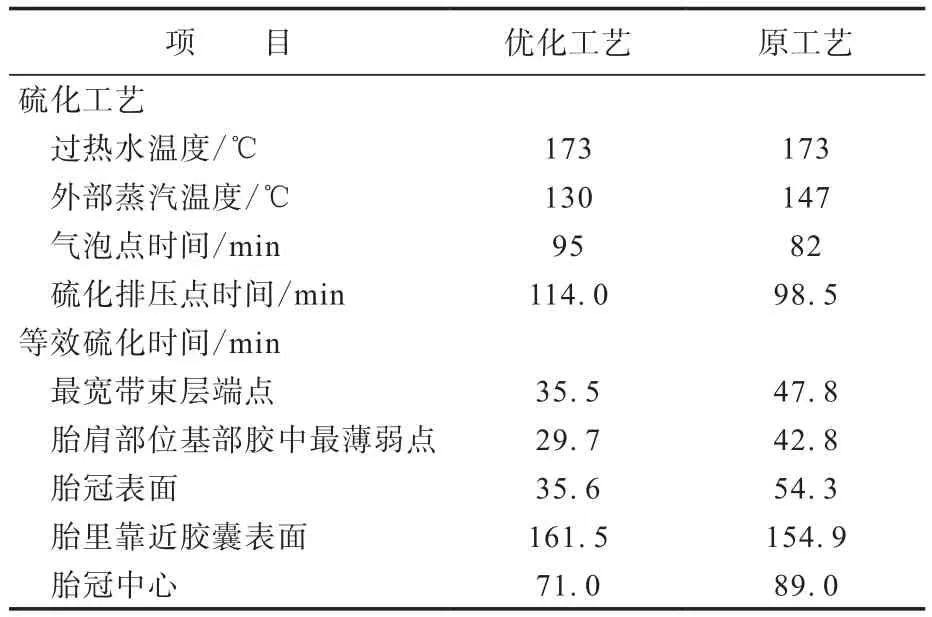
表1 优化前后硫化工艺及关键部位等效硫化时间对比
由表1可知,硫化外部蒸汽温度降低后轮胎硫化时间延长15.5 min,虽然硫化时间有所延长,但因外部蒸汽温度降低,除胎里靠近胶囊表面位置等效硫化时间延长外,其余各关键部位等效硫化时间明显缩短。通过调整硫化工艺,降低了基部胶、胎面以及胎体等关键部位的等效硫化程度,轮胎硫化程度降低后能够降低轮胎整体生热,提升轮胎耐久性能[1-2]。
2.2 胶料配方改进
2.2.1 带束层胶
为改善轮胎胎冠脱层问题,对带束层胶配方进行改进,主要目的是提高带束层帘布附着力及降低胶料生热。改进后带束层胶配方如下:3#烟胶片 100,炭黑N326 53,氧化锌 8,Koresin增粘树脂 1,癸酸钴(质量分数为0.205) 0.8,防焦剂CTP 0.35,防老剂 2.5,其他 9。配方改进前后带束层胶性能见表2。
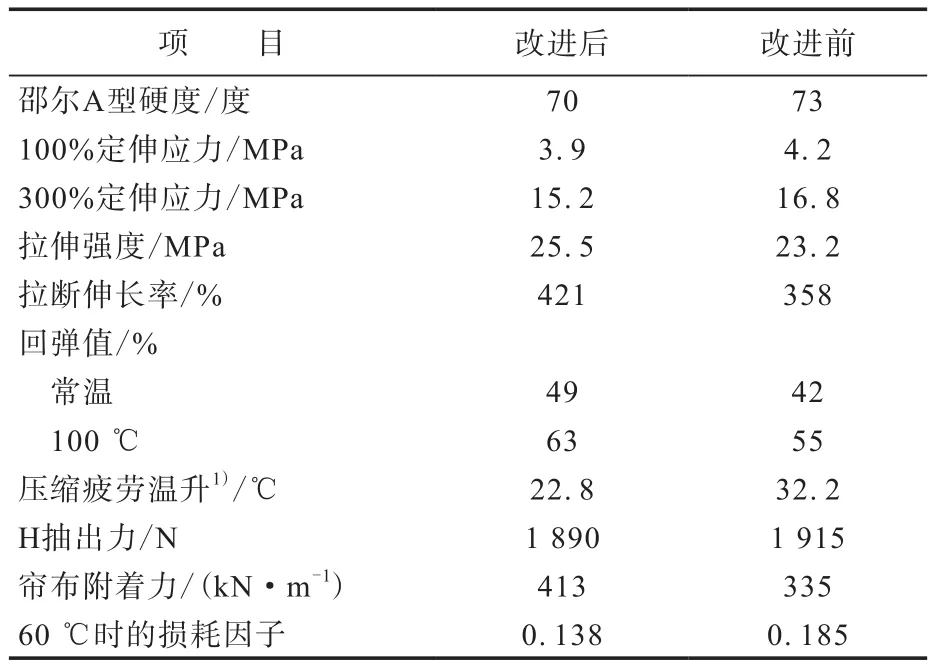
表2 配方改进前后带束层胶性能
由表2可见,配方改进后带束层胶硬度和模量减小,弹性明显提升,压缩疲劳温升和60 ℃时的损耗因子显著降低,H抽出力略有下降,但帘布间附着力显著提升。
2.2.2 基部胶
为改善轮胎室内高速耐久性测试过程中胎冠脱层问题,对基部胶配方进行改进,目标是提高胶料模量以减小轮胎滚动过程中基部胶的形变,同时降低胶料生热。优化后基部胶配方如下:20#标准胶 100,炭黑N330 33,白炭黑 10,有机硅混合物 3,氧化锌 5,硬脂酸 2,防焦剂CTP 0.3,防老剂 2,其他 6。配方改进前后基部胶性能见表3。
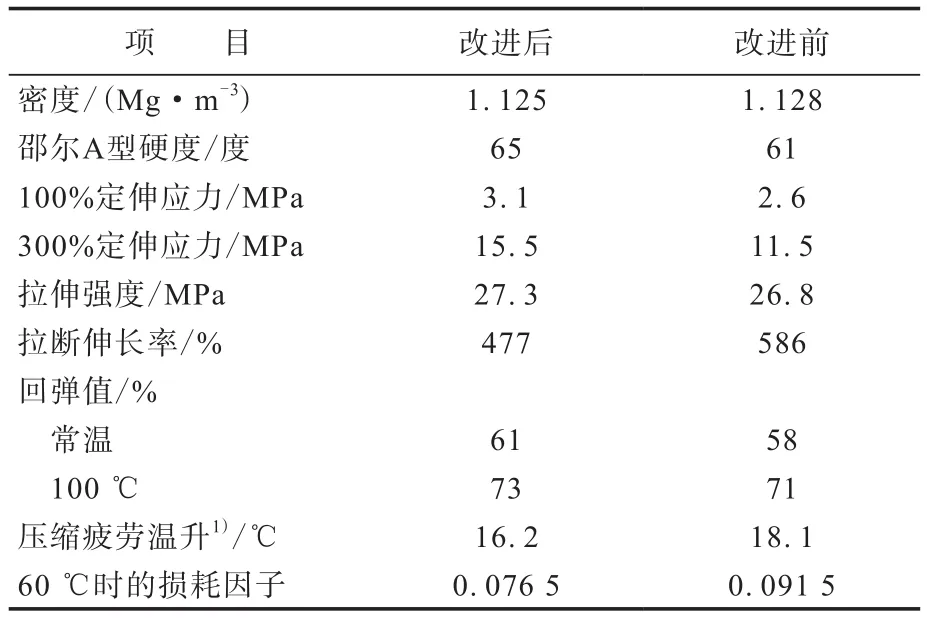
表3 配方改进前后基部胶性能
由表3可见,配方改进后基部胶硬度和模量提高,其中300%定伸应力提升35%,弹性明显提高,压缩疲劳温升和60 ℃时的损耗因子显著降低。
2.3 成品轮胎室内高速性能
对优化前后轮胎按照主机厂标准进行室内高速性能测试,未优化、硫化工艺优化、硫化工艺优化和带束层胶配方改进、硫化工艺优化及带束层和基部胶配方改进成品轮胎的高速性能耐久时间分别为255,315,345和428 min。可见硫化工艺优化及带束层胶和基部胶配方改进轮胎高速性能耐久时间延长了68%,满足主机厂对全路面起重机轮胎高速性能的要求。
3 结论
对全路面起重机用385/95R25轮胎进行硫化工艺优化及带束层胶和基部胶配方改进,通过降低硫化外部蒸汽温度以适当降低轮胎关键部位硫化程度,通过配方改进提高带束层帘布附着力并降低带束层胶生热,提高基部胶模量并降低生热,优化后轮胎室内高速性能耐久时间显著延长。
