60 MN拉伸机技术升级
2020-07-17陈伦树胡孟君
陈伦树 胡孟君
(二重(德阳)重型装备有限公司,四川618000)
拉伸机主要用于铝合金热轧板材淬火后的预拉伸以及铝合金热轧板拉伸矫平去应力。拉伸后铝合金板的应用领域广泛,主要应用在航天、航空、高铁(轨道)车箱、军工、船舶和高端民用等领域。
某铝厂60 MN拉伸机是二十世纪七、八十年代我国自主设计制造的拉伸机。在放置多年并经过技术升级后,于2001年投入生产,拉伸了大量铝合金板,解决了国家急需。随着市场需求的增大和质量要求的提高,经过多次技术升级仍不能满足市场要求,某铝厂决定再次技术升级以满足市场要求。
我公司承担了本次技术升级任务,负责设计、制造、拆卸、安装和调试等全部改造工作,即交钥匙工程。
1 技术升级内容
本次对移动和固定拉伸头及其电、液控制系统等进行技术升级。本着降低成本、节省投资、减少浪费的原则,采取了旧设备修复再利用的技术升级方案。
1.1 升级前存在的主要问题
(1)故障率高,生产效率低,每次断带都会造成设备不同程度的损坏,拉伸力较大时,上、下月牙板会出现不同程度的转动,造成设备损坏。
(2)自动化程度低,人工劳动强度大,需要人工计算预夹紧缸、夹紧缸的工作压力和两个拉伸头间的间距以及固定拉伸头锁紧销的插孔位置。固定拉伸头没有行走动力,其行走需要移动拉伸头,通过板材带着其前进或后退,调整两个拉伸头的间距比较困难。
(3)板材拉伸质量较差,设计制造时间久远,设备不能满足现有市场对产品的质量要求。
(4)夹钳夹持痕迹的均匀度占夹持面积的70%左右,夹钳夹持痕迹不均匀造成拉伸变形不均匀,应力消除不均匀。
1.2 技术升级范围
移动和固定拉伸头中的箱体装配、夹钳装置、夹紧油缸及其附件、固定拉伸头的车轮装配以及拉伸头的液压、润滑和电气系统等重新设计制造;C形板机架利旧修复;两个拉伸头的对中装置、移动拉伸头的车轮装置、固定拉伸头的锁紧装置和拉伸缸装置、承压梁装置、轨道装置以及拉伸缸的液压、电气控制系统等全部利旧。
2 技术升级方案
2.1 主要技术参数
升级后的主要技术参数见表1。

表1 升级后主要技术参数表Table 1 Main technical parameters after upgrading
2.2 结构组成
改造部分的拉伸头由C形板机架、夹钳装置、夹紧油缸及其附件、箱体装配和固定拉伸头的车轮装置等组成,见图1。

1—C形板机架 2—夹紧油缸及其附件 3—箱体装配 4—夹钳装置图1 改造的移动拉伸头Figure 1 Improved moving stretching head
2.3 C形板机架加工改造
为了避免C形板机架拉伸时损坏,对机架进行了有限元仿真计算,分别按板宽1000 mm,拉伸力35 MN和板宽2700 mm,拉伸力60 MN及50 MN三种情况进行计算,计算结果见表2。
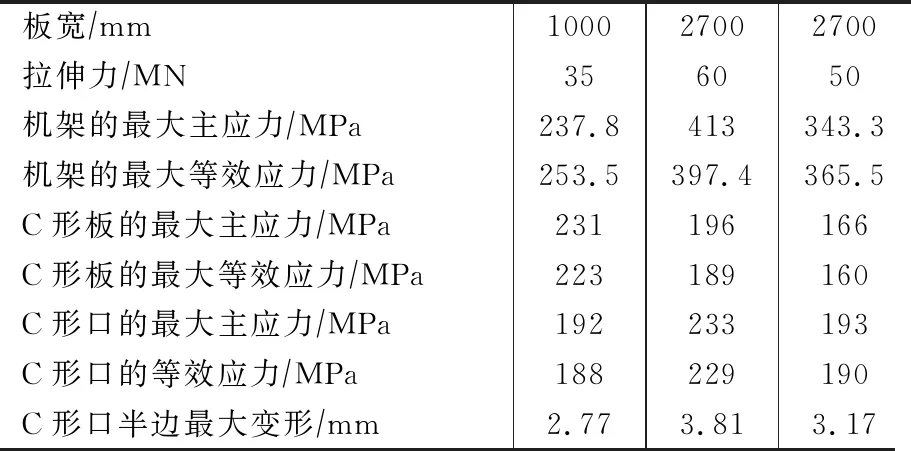
表2 三种载荷计算表Table 2 Three kinds loading calculation
板宽1000 mm,拉伸力35 MN的应力分布图和变形分布图见图2。
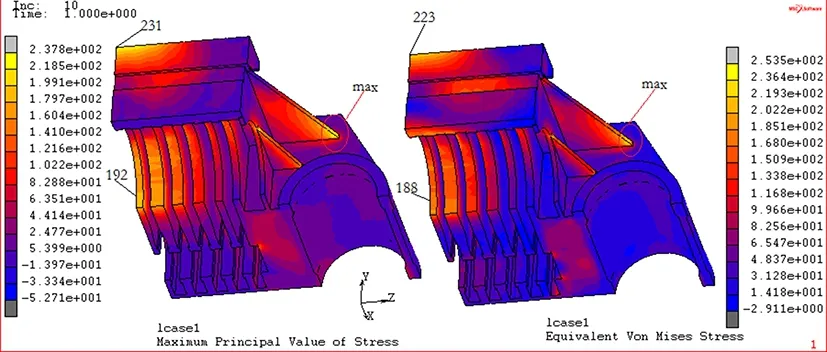
(a)应力
C形板的材料20MnSi,要求的力学性能为Rm≥430 MPa,Re≥240 MPa。在板宽1000 mm、拉伸力35 MN时,C形板的最大主应力为Re≥231 MPa。由此可见C形板承受的单位宽度极限载荷为35 kN/mm;当板宽2700 mm、拉伸力60 MN和50 MN时,C形板承受的单位宽度的载荷分别为22.2 kN/mm和18.5 kN/mm,C形板能够满足强度要求,但局部应力过高;通过局部优化改造,能够把拉伸力50 MN的最大主应力和最大等效应力降低到264.9 MPa和328.1 MPa,该应力位于筋板尖角位置,对机架整体影响较小,可以使用,即最大拉伸力为50 MN。
2.4 夹钳及夹紧油缸装置
在机架C形口的上下两面分别装有月牙板一,侧面装有月牙板二;夹钳导轨装在月牙板一上,其一端把合在机架上,另一端装在月牙板二的侧面上,夹钳装在夹钳导轨上。
夹钳的夹紧和提升分别通过推杆和钢丝绳来实现;每个夹钳均设置了一根推杆和钢丝绳,每根推杆和钢丝绳都配置了夹紧缸和提升缸;所有推杆装在横梁上,横梁的两端装有预夹紧缸。
在机架许可应力范围内,通过优化设计,上、下夹钳夹持任何板材时,其倾翻力矩均通过夹钳导轨作用在月牙板二上,两个力矩大小相等,方向相反,处于平衡状态,避免月牙板出现旋转。
夹紧时,先由预夹紧缸通过横梁和推杆推动所有夹钳同步预夹紧;预夹紧完成后,再由夹紧缸通过推杆推动夹持的夹钳再次夹紧,消除夹钳与板材间的间隙。拉伸时,夹紧缸和预夹紧缸均退回到位。提升时,提升缸通过钢丝绳把夹钳提升到位。既保证每个夹钳均匀夹紧板材,又避免了拉伸断带时夹钳冲击推杆而造成设备损坏。

1—同步齿轮 2—车架 3—同步轴 4—车轮 5—液压马达图3 车轮装置Figure 3 Wheel device
固定拉伸头的移动采用液压马达驱动。由于受到基础限制,液压马达不能直接驱动车轮(车轮装置见图3);需通过同步齿轮驱动车轮旋转,同侧两个马达由同步轴同步,避免了基础改造,节省了投资。
3 升级后的使用效果
从升级后投产近一年的使用情况上看:
(1)设备性能稳定,运行可靠,故障率低,生产效率高,经受住了43 MN拉伸力的考核,受到了多次拉伸断带的冲击,设备均完好无损。
(2)拉伸时,夹钳与板材间无滑移现象,没有出现夹钳夹断板材的现象;拉伸后,板材夹持痕迹均匀,其均匀度达到了夹持面积的98%以上;板材的拉伸质量满足了市场要求。
(3)智能化程度高,人工劳动强度低;具有友好的人机对话界面;在人工输入板材的相关参数后,设备自动计算、移动和锁紧固定拉伸头,同时反馈移动拉伸头位置参数;自动判断采用哪几组夹钳参与夹紧;能够自动确定预夹紧缸和夹紧缸的压力;能够自动预夹紧和夹紧板材等。
4 建议
本次技术升级达到了预期目标,提高了板材拉伸质量,降低了设备故障率和人工劳动强度,设备智能化程度明显提高。
由于受到资金和其它因素的限制,没有进行全面彻底的技术升级,未能升级成智能化设备;建议再次技术升级,把这台旧拉伸机升级成现代化的智能拉伸机,实现“一键智能化拉伸”功能;即在完成人机对话,按下“一键智能拉伸”操作按钮后,拉伸机自动完成上料、对中、喂料、夹紧、拉伸、卸料和下料等智能化拉伸功能;进一步提高生产效率,降低人工劳动强度。
