大型外径千分尺检修工装的研制
2020-07-17柳玉晗运金芬邓水平
柳玉晗 运金芬 邓水平
(1.二重(德阳)重型装备有限公司,四川618000;2.国家重大技术装备几何量计量站,四川610199)
检修人员对大型外径千分尺进行检定、校准、修理时,经常遇到一些难题。在外径千分尺所有要求被检定的参数中,两工作面的平行度属重要参数,检定要求为:外径千分尺锁紧装置紧固与松开时千分尺两工作面的平行度不大于规程中的要求。1000 mm以下外径千分尺的平行性检具是由专业厂家制造的;而对于圆柱形(∅8 mm)测头外径千分尺两工作面平行性的检定,目前现有的方法是:将两套或三套1000 mm的平行性的检具进行组合,对1000 mm~3000 mm千分尺的平行性进行检定,或者在三坐标测量机上进行检定。我公司现有精密量具中有相当部分是1600 mm~1800 mm异型测头千分尺,因其一端是∅16 mm的锥形测头,无法与检具的∅8 mm测头相配,因此无法按照常规进行检定。
1 挤压法修理外径千分尺
外径千分尺经过长期使用后,其量杆因为磨损会变短,在对其进行修理时,需要加大尺寸来得到较多的研磨量。检修人员在长期修理大量内、外径千分尺的修理实践中,总结出一套修理办法,最常用的是挤压法。挤压法是使用设计的挤压修理工装,通过敲击的方法使量杆长度延伸,从而加长尺寸。但是,挤压修理工装的挤压效果不佳,因此急待改进。
量杆受到挤压后,在加大尺寸后的量杆顶端配合煤油和研磨膏在研磨平台上进行研磨,等到温度降至实验室温度后进行检定,反复以上过程直至达到合格尺寸。研磨时,量杆难以固定,因此需要设计一个工装来辅助研磨。因此,研制了大型外径千分尺平行性检具、量杆挤压修理工装和量杆研磨修理工装。
2 工装设计的要求和难点
2.1 平行性检具
理论上,由大型异形测头外径千分尺两测量面不平行引起的外径千分尺在活动测杆移动L时,可以计算出其中一个测量面倾斜而产生的最大示值误差:

式中,N为校对棒尺寸;δ2和δ1分别为两测量面的平行性偏差;d为活动测杆横截面直径。由此可见,平行性对示值的影响很大。
在检定普通外径千分尺两工作面平行性时,用固定长度的平行性检具测头上的两接触点(在量杆的两端,且在同一方位上),与千分尺的两测量面接触,如图1所示。在千分尺恒定测力的作用下,旋转平行性检具,使两触点在不同的方位上,读出其数值,最大与最小之差为平行性。同样,在检定1600 mm~1800 mm异型测头外径千分尺时必须注意以下三点:
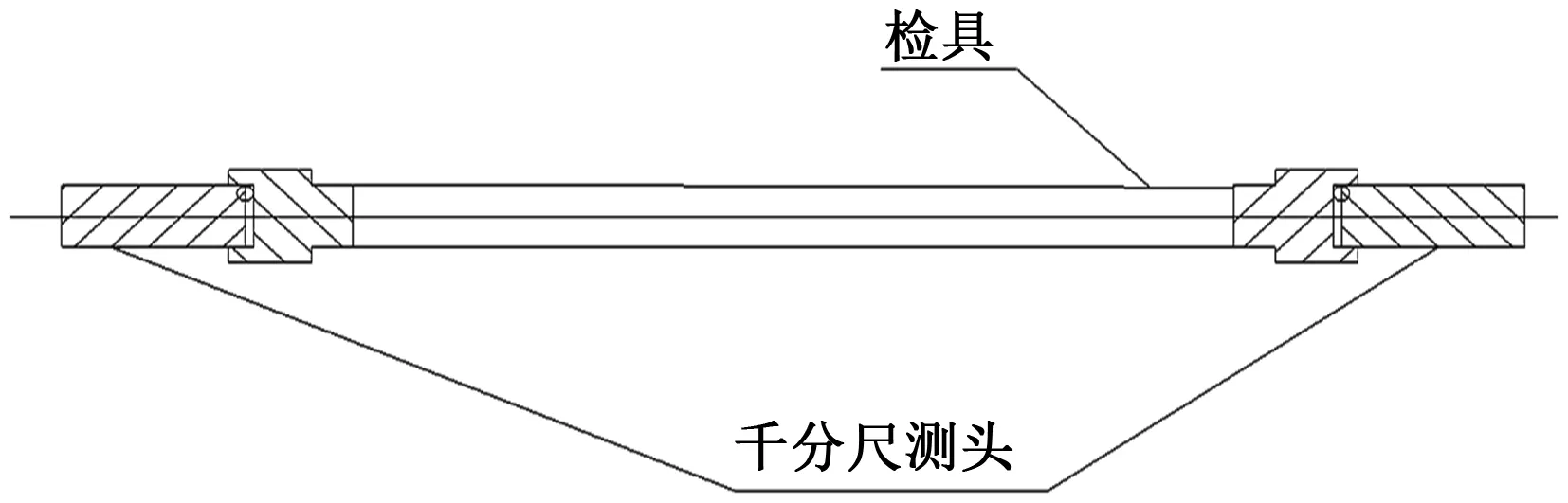
图1 现有外径千分尺两工作面平行性检具Figure 1 Existing parallelism verification tool used for two working surfaces of the outside micrometer
(1)接触点在一条直线上;
(2)检具的测头与外径千分尺测头相匹配,并以测头的圆柱面定位;
(3)量杆要有足够的力学性能分析。
大型异形测头外径千分尺的平行性检具设计难点:在检定中,虽然平行性检具只受自身重力影响引起变形,但实际检定时,需要将平行性检具每旋转90°在千分尺上读数一次,在此旋转过程中,会造成平行性误差,此误差不可太大,否则会对检定结果造成巨大影响。
2.2 挤压修理工装
检修人员在使用以前的外径千分尺量杆的挤压修理工装时,需要很大的力度,并配合多次敲击才能达到对外径千分尺量杆的挤压加长效果,查阅资料发现挤压修理工装的材料硬度足以满足要求。因此,改进后工装的材料可以不改动,因此只能从受力方面分析,对工装与量杆接触面的外形进行改进,减小接触面积,使接触面应力更加集中,达到更加显著的拉伸效果,但又不能超过工装和量杆材料的屈服强度。
挤压修理工装设计改进难点是力学要求和有限元分析软件的选择。对挤压修理工装与外径千分尺量杆的接触面的外形进行改进,减小接触面积,使接触面应力更加集中,且引起0.5 μm~5 μm以内沿量杆长度方向的变形,但又不能超过工装和量杆材料的屈服强度。
2.3 挤压研磨工装
由于大型外径千分尺量杆在研磨时,量杆无法固定,并且需要控制研磨量,因此需要一个专用的研磨修理工装。对于研磨修理工装的要求如下:
(1)能够将其外圆夹持住,并且将其固定;
(2)能够充分地调整、控制其研磨量。
同时满足两个要求,要求工装不能太大,要求使用简单,因此,难度很大。
3 确定工装的设计方案及实施
3.1 平行性检具
3.1.1 1000 mm外径千分尺平行性检具
(1)自重引起的变形
外径D=13 mm,内径d=9 mm,长度L=1000 mm。根据材料力学的自重引起变形的相关理论,变形最大发生在千分尺平行性检具的中心位置,变形量为:YC=-5qL4/384EI=-3.7 mm。
(2)受轴向力引起的变形
由材料力学可知,“细长压杆”的临界压力为判断依据,当轴向压力大于临界压力时,存在变形;当轴向压力小于临界压力时,不计变形。临界压力为:PCR=π2EI/L2=2.13 kN。
根据千分尺的校准规定,其千分尺的测力为fmax=12 N⟨2.13 kN。所以,检具在测量过程中,只存在自身重量引起的变形。在实际校准中,能达到国家校准规定的要求。
3.1.2 第一套方案:1000 mm接杆组合成2000 mm尺寸段,配合异型测头作为平行性检具。
(1)自重引起的变形
外径D=13 mm,内径d=9 mm,长度L=2000 mm。经计算为YC=-29.8 mm。
(2)受轴向力引起的变形
经计算临界压力为PCR=532 N。
由于千分尺的测力fmax=12 N⟨532 N,所以,在检定中,只存在自身重量引起的变形。但在实际校准中,因千分尺平行性检具的接长杆的中间弯曲和接长杆在校准过程中的旋转,引起0.5 mm左右平行性误差,不能达到国家校准规定的要求,此方案被否定。
3.1.3 第二套方案:以2100 mm内径千分尺为接长杆的平行性检具。
(1)自重引起的变形。外径D=20 mm,内径d=15 mm,长度L=2000 mm。经计算YC=-10.7 mm。
(2)受轴向力引起的变形。经计算临界压力PCR=2.65 kN。
千分尺的测力fmax=12 N⟨2.65 kN。
对第二套方案中的接长杆,选择SolidWorks软件,建立一个外径D=20 mm,内径d=15 mm,长度L=2000 mm的长圆柱体,对其进行有限元分析。
通过图2可知,合力的最大位移是3.836 mm,应力最集中的位置受力251.319 kPa。测量过程中,只存在自身重量引起的变形,此方案的平行性检具变形量最小。
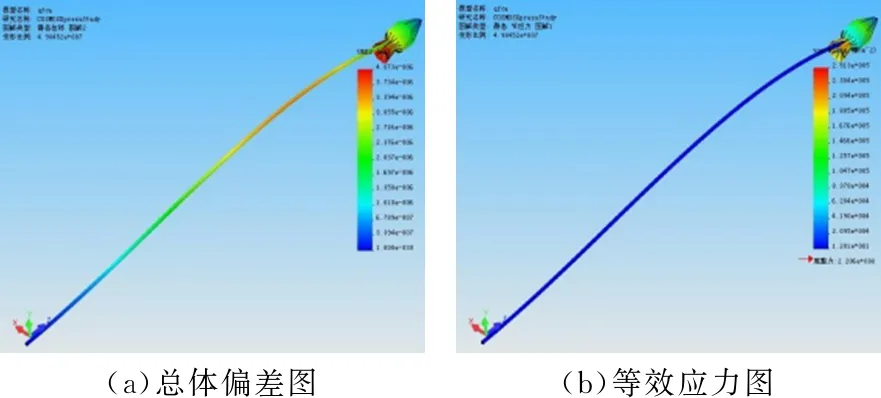
(a)总体偏差图(b)等效应力图
因此最终确定2100 mm内径千分尺为接长杆,配上设计的异型测头,组成一套新的平行性检具。此方案经过检修人员长期使用,多次与三坐标测量机的测量数据进行比较,平行性数据符合要求。
3.2 挤压修理工装
(1)此设计需要比较专业的模拟分析和验证,因此选择了ANSYS Workbench 13.0分析软件,使用其静力分析模块进行有限元分析。
(2)在原修理工装的二维图形基础上,对与外径千分尺量杆接触的那个部分进行形状修改,减小接触面积,集中接触面的应力。
(3)参照二维图,用SolidWorks软件绘制挤压修理工装和量杆的三维模型。
(4)在Static Structural静力分析模块,设置材料库参数,再进入Gometry建模,将三维模型倒入,进入Model,对工装和量杆设置材料,划分网格,并对二者接触面进行网格加密,对下工装的下底面和上、下工装的四个孔加以约束,使下工装固定,且上工装只能在Z方向运动,再对上工装上表面加力,按经验将这个力设置为0~0.05 s内从0直线增加到1000 N,并在0.05 s~1 s内保持,此时分析参数设置完毕,点击Solve进行计算分析,最后生成报告。
通过外径千分尺量杆模型沿Y方向的变形可知,如图3(a)所示,最大变形量为0.1885 μm,符合每一次敲击工装允许引起的量杆变形量,对比原工装对量杆的挤压效果,改进后的设计方案更符合要求。
通过量杆模型总体变形图3(b)可知,应力最集中的地方最大总体变形量为2 μm左右,不超过3.5 μm,这样的变形量足以用油石打磨近乎均匀平整,不影响今后的使用。
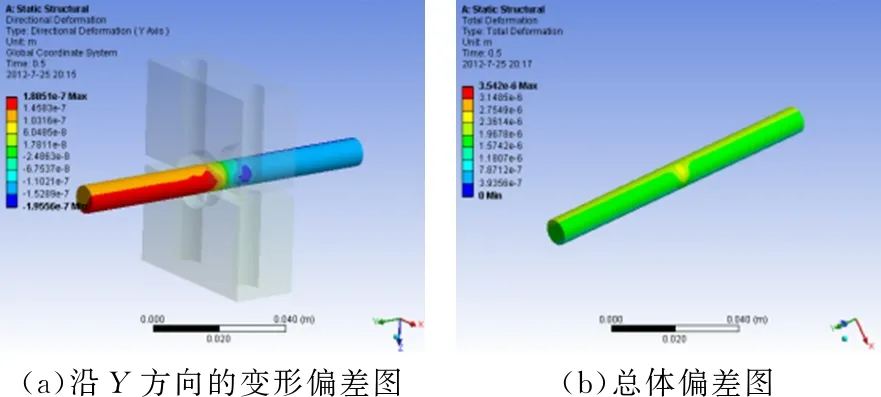
(a)沿Y方向的变形偏差图(b)总体偏差图
通过等效应力图(图4)可知,工装与量杆接触面在冲击时,应力最集中的面积明显减小,应力最集中部分的应力大小为111 MPa,因为力的作用是相互的,所以工装和量杆受应力最大为111 MPa,而经正火处理的45钢的屈服强度为355 MPa,所以,对于工装和量杆在此冲击力下是安全的。
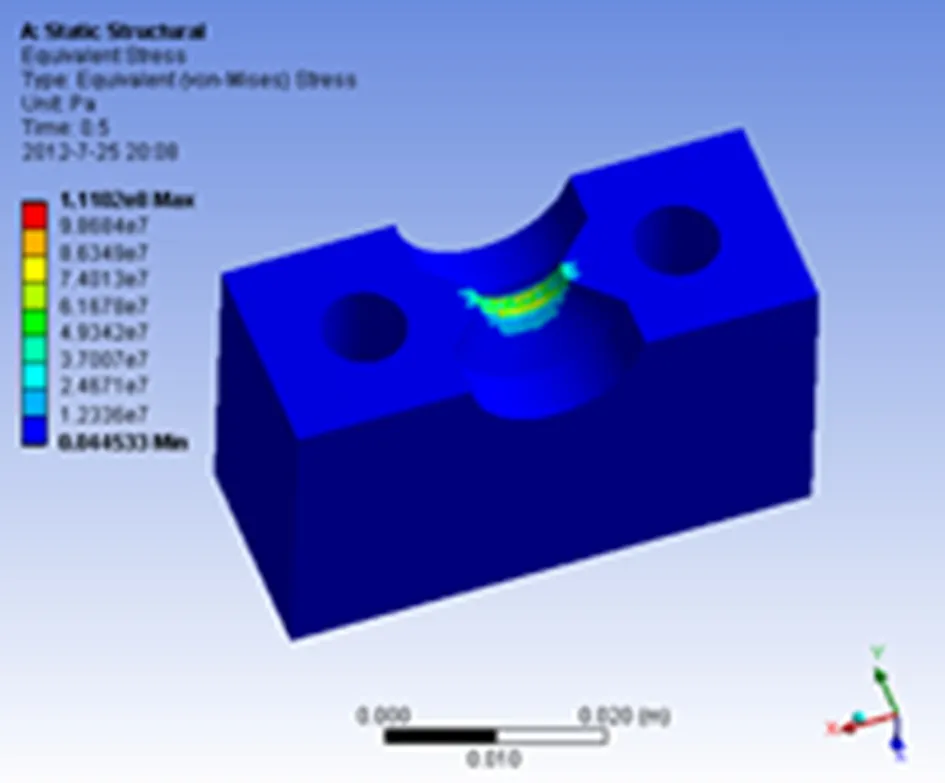
图4 等效应力图Figure 4 Equivalent stress
使用改进后的挤压工装修理外径千分尺量杆时,挤压前后用合适的外径千分尺测量修理的外径千分尺量杆的长度,效果比原工装效果显著,更容易达到所要求的长度值,改进后的工装也更安全,并且显著提高了效率。
3.3 研磨修理工装
(1)设计一种研磨工装,体积小,使用方便,用SolidWorks软件绘制出其与外径千分尺量杆装配后的三维模型,如图5所示,从外形上可以同时满足所有设计要求。

图5 研磨修理工装与量杆装配在一起的三维模型Figure 5 3D model of grinding repairing tool assembled with measuring rod
(2)外径千分尺量杆研磨修理工装应具有较好的研磨性,重量轻,因此选用45钢,加工后进行淬火而成,材料性能满足设计要求。
通过检修人员对研磨修理工装的长期使用,效果很好。
4 结语
对于大型异型测头外径千分尺平行性检具的设计,通过使用内径千分尺接长杆配合异形测头的方法,避免了在检定平行性时的旋转,造成的影响平行性误差很小,解决了由于此种外径千分尺尺寸过大、测头异型而引起的无法检定其平行性的问题;通过改进挤压修理工装与量杆接触面,减小了接触面积,集中了应力,通过有限元分析得出此种外形设计不会超过量杆和工装的屈服强度;通过对大型外径千分尺量杆的研磨修理工装外形的设计,解决了研磨修理过程中量杆无法固定和调控研磨量的问题。
经过实施后,使用效果较好,显著地提高了检修效率。使用工装检修出来的外径千分尺均达到技术要求。