基于板材加工的智能夹钳系统设计
2022-03-24桑伟峰
桑伟峰
(江苏金方圆数控机床有限公司,江苏 扬州 225127)
板材的抖动对其加工质量影响重大,夹钳自动避让系统是板材加工的辅助装置,它可以在板材加工过程中夹住板材,从而让板材始终保持稳定状态,以达到优良的加工效果。根据加工头的位置在整个板材加工过程中至少有两组夹钳夹持板材,避让加工头和夹钳的干涉位置。
1 智能夹钳功能
如图1 所示夹钳布局示意图,该套夹钳自动避让系统由三组智能夹钳组成:夹钳1、夹钳2、夹钳3,它们安装在待加工板材的同一侧。加工头可以在整个板材范围内移动,在移动到和三个夹钳机械干涉时需要将干涉的夹钳张开然后退回去,其他夹钳继续保持夹持状态,直到加工头移出夹钳的干涉区域,夹钳需要重新伸出并闭合夹持板材。这套动作周而复始,直至整个加工结束。

图1 夹钳布局
2 设置夹钳位置信息
如图2 所示CAM软件设置,将三个夹钳Y 向的中心位置75、525、975 写入CAM软件的相关设置中并输入和加工头的安全距离20,以供CAM软件规划加工路径并生成倍福控制器可执行的CNC 程序。
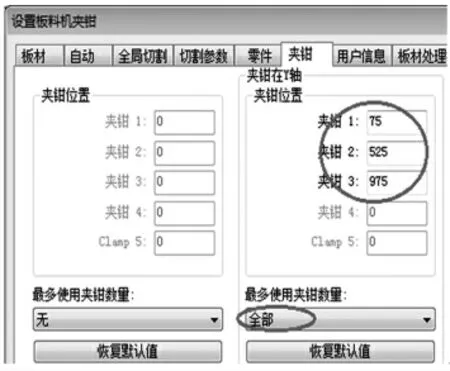
图2 CAM软件设置
3 控制流程图
如图3 所示控制流程图,从程序被执行开始,每个夹钳都遵循动作时序,在程序运行过程中,根据CAM 软件生成的CNC 代码,夹钳随时可以改变状态,进入调用夹持板材或退出调用松开板材。三个夹钳均可独立调用如流程图所示功能块并完成各自功能。它们互相协作,共同完成对板材的夹持,从而保证加工平稳进行,直至程序运行结束。

图3 流程图
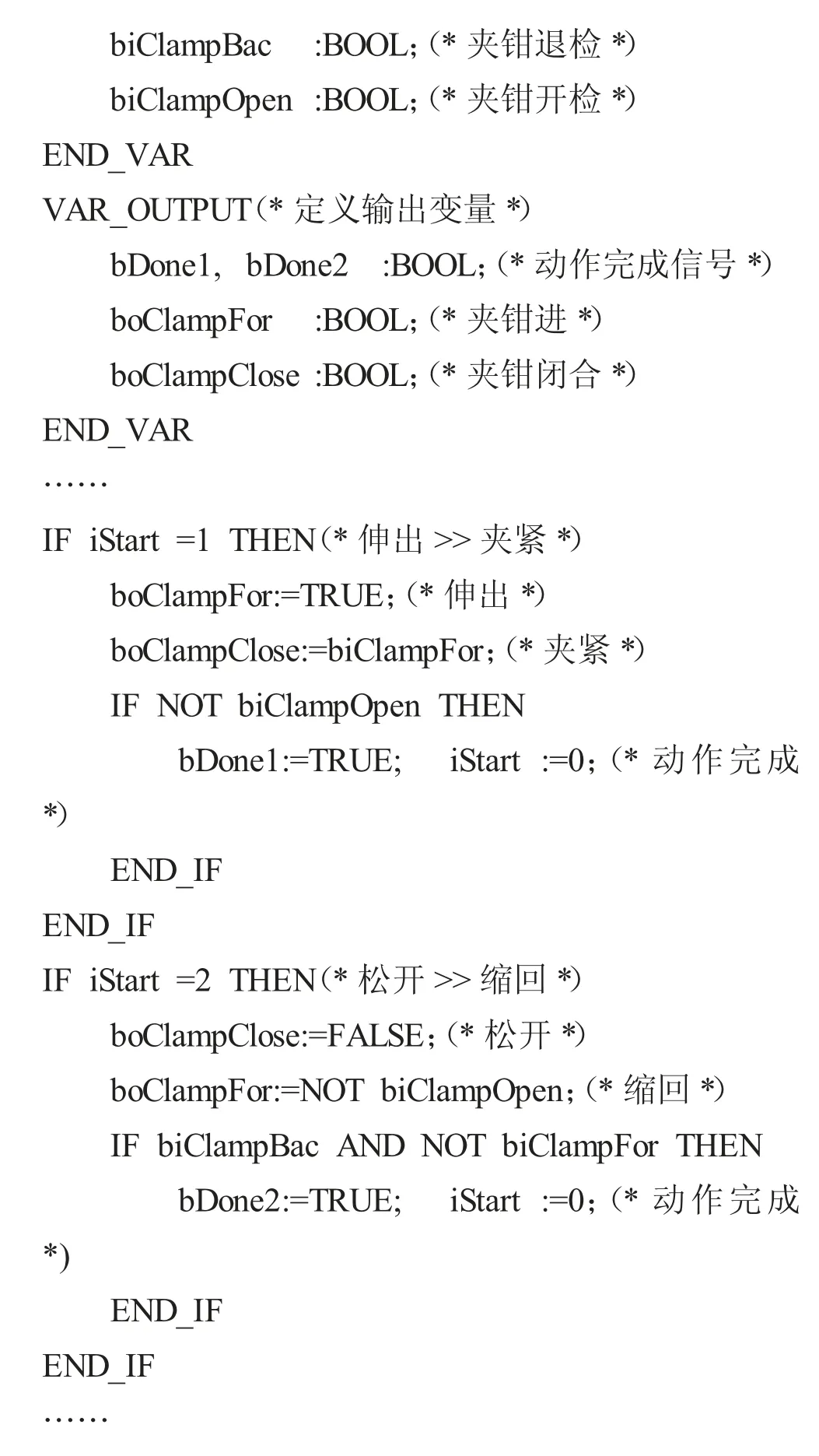
4 流程图的PLC 实现
笔者在倍福控制器搭载的PLC 上,将夹钳动作编程设置为一个可被循环调用功能块,里面设置iStart 整型变量来操控某组夹钳的动作,变量值为1 时执行夹钳的伸出>>夹紧动作,变量值为2 时松开>>缩回动作,变量值为0 时动作完成。每组夹钳都可以循环调用此功能块完成所需要的执行动作,直至CNC 程序结束,即整个板材加工完成。

5 CNC 中夹钳动作相关代码解析
CNC 程序需要解析后PLC 才能控制夹钳运行,三组智能夹钳共有六个代码,分别对应不同的动作需求。①"C1 Open":第一组夹钳张开、退回;②"C1 Close":第一组夹钳伸出、夹紧;③"C2 Open":第二组夹钳张开、退回;④"C2 Close":第二组夹钳伸出、夹紧;⑤"C3 Open":第三组夹钳张开、退回;⑥"C3 Close":第三组夹钳伸出、夹紧。
6 结语
以倍福控制器为载体,将CAM软件有机结合在一起,对加工零件进行排样、路径规划、生成可执行的CNC 代码,然后代码解析后交由PLC 来控制夹钳,达到智能夹持板材的效果。实际使用效果良好,达到工业应用要求。
