响应面法优化米曲霉Co-26产曲酸发酵工艺参数研究
2020-07-15张阳阳姜兴旭
张阳阳,姜兴旭
(信阳农林学院 食品学院,河南 信阳 464000)
曲酸(Kojic acid)[1],属于弱酸性次级化合物是由真菌有氧发酵产生。具有抑制酪氨酸酶的能力和金属离子的螯合作用[2],还可作为美白祛斑剂、食品防腐剂、保鲜剂和香料等[3-4],用于食品、化妆品和医药等行业具有很高的应用价值,曲酸还可作为香料合成的中间体等[5]。在众多曲霉属家族中[6],米曲霉(Aspergillusoryzae)[7]占有重要的地位,人们对米曲霉的研究也越来越多,对发酵生产曲酸的研究也越来越广泛。笔者采用响应面法优化发酵生产曲酸的工艺参数,确定最佳工艺,为工业化发酵生产曲酸提供理论依据。
1 材料与方法
1.1 实验材料与设备
1.1.1 实验材料
米曲霉Co-26;无水乙醇,葡萄糖,KCl,K2HPO4,HCl,MgSO4·7H2O,FeCl3,FeSO4(均为国产分析纯试剂);琼脂(为生化试剂)。
1.1.2 实验仪器
立式全自动高压蒸汽灭菌器(江阴滨江),高速台式冷冻离心机TL-16(湖南湘仪),紫外可见分光光度计UV-1700(上海奥析)。
1.1.3 培 养 基
斜面培养基:1.5%葡萄糖,0.2%酵母膏,2%琼脂,pH自然,121 ℃灭菌30 min。
摇瓶发酵培养基:10%葡萄糖,0.05% MgSO4·7H2O,2.5%酵母膏,0.05% KCl,0.1% KH2PO4,0.01% FeSO4,6%无水乙醇[8],pH 6.0,121 ℃灭菌30 min。
1.2 试验方法
摇瓶发酵实验:挑取斜面活化的菌体孢子,制成106CFU/mL的孢子悬液,以10%的接种体积分数50 mL接种于250 mL摇瓶中,转速控制在160~200 r/min。
曲酸质量浓度[9]采用三氯化铁比色法来测定。
1.3 单因素法
1.3.1 菌龄的影响
分别按照24,48,60,72,84,96 h的菌龄添加到摇瓶发酵培养基中,然后分别测定曲酸的质量浓度。
1.3.2 接种体积分数的影响
以确定的菌龄时间为准,分别按照5%,10%,15%,20%,25%,30%的接种体积分数添加到发酵培养基中,分别测定曲酸的质量浓度。
1.3.3 发酵温度的影响
按照1.3.1和1.3.2的结果,分别选取23,26,29,32,34,37 ℃的温度下进行培养,分别测定曲酸的质量浓度。
1.3.4 发酵时间的影响
按照1.3.1,1.3.2和1.3.3的结果,分别在2,3,4,5,6,7,8,9 d的天数下,分别确定曲酸的质量浓度。
1.4 响应面优化发酵条件
响应面实验法最常用的是Box-Behnken的中心组合法[9]。运用Design Expert 8.0软件对实验结果进行统计分析,得到最优解,进而确定最佳发酵条件,最后进行实验复证,最终确定米曲霉发酵生产曲酸的最优发酵工艺条件[10]。
2 结果与分析
2.1 单因素实验
2.1.1 接种体积分数对米曲霉曲酸的影响
每一组水平做3组,选取平均值,得到接种体积分数的筛选试验结果如图1所示。实验结果表明:在接种体积分数为10%时,曲酸质量浓度达到最大。
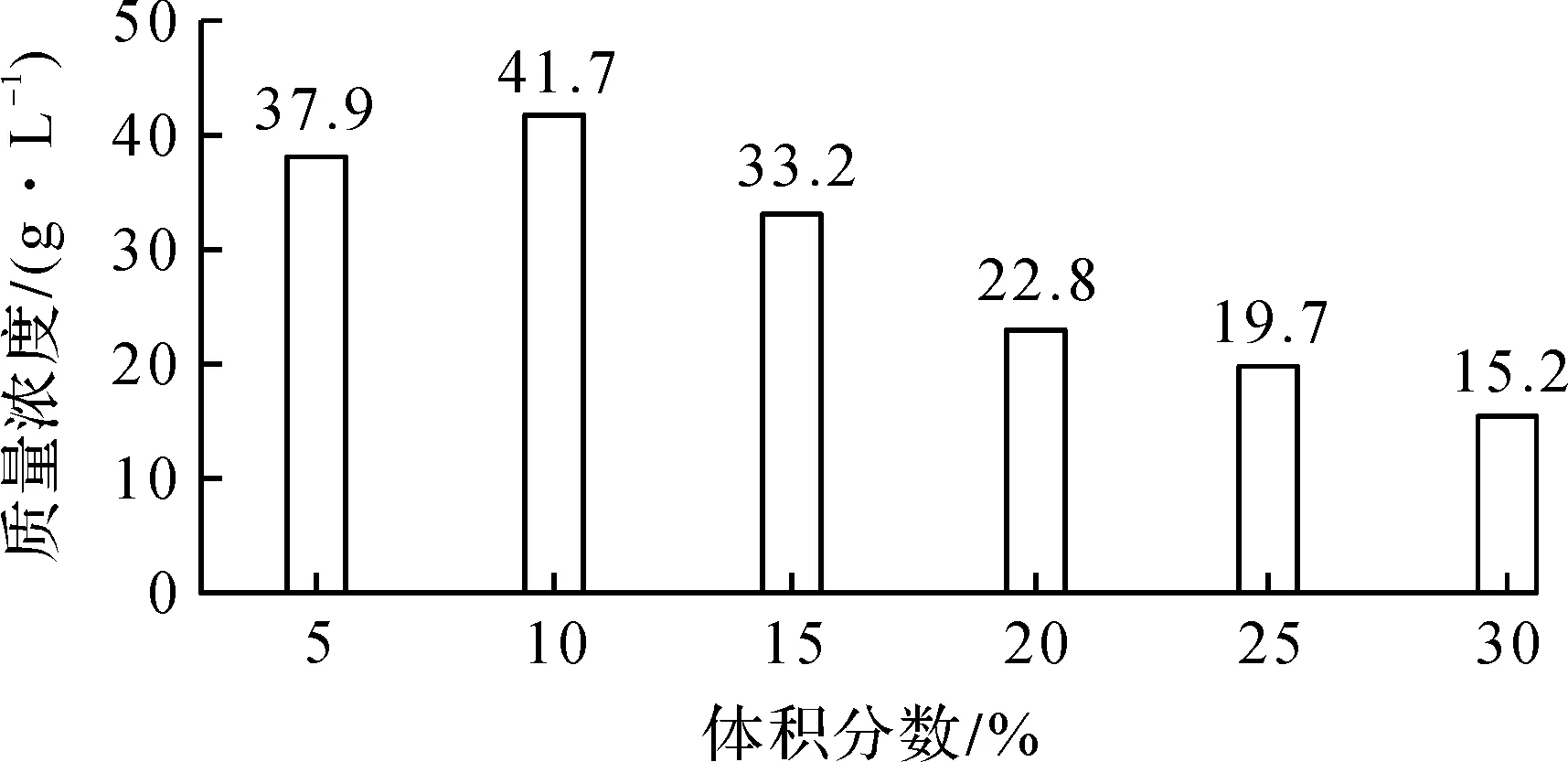
图1 接种体积分数对曲酸质量浓度的影响Fig.1 Effect of inoculation volume fraction on kojic acid mass concentration
2.1.2 发酵时间的确定
每一组水平做3组,选取平均值,发酵时间筛选试验如图2所示。从实验结果得出:发酵时间为6 d时,曲酸质量浓度达到最大。
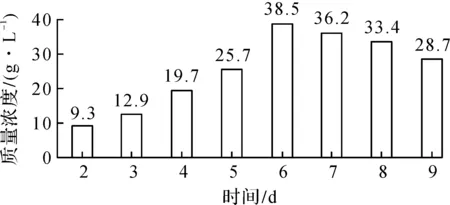
图2 发酵时间对曲酸质量浓度的影响Fig.2 Effect of fermentation time on kojic acid mass concentration
2.1.3 发酵温度的确定
每一组水平做3组,取其平均值,结果如图3所示。实验结果表明:在34 ℃时,曲酸质量浓度达到最高。
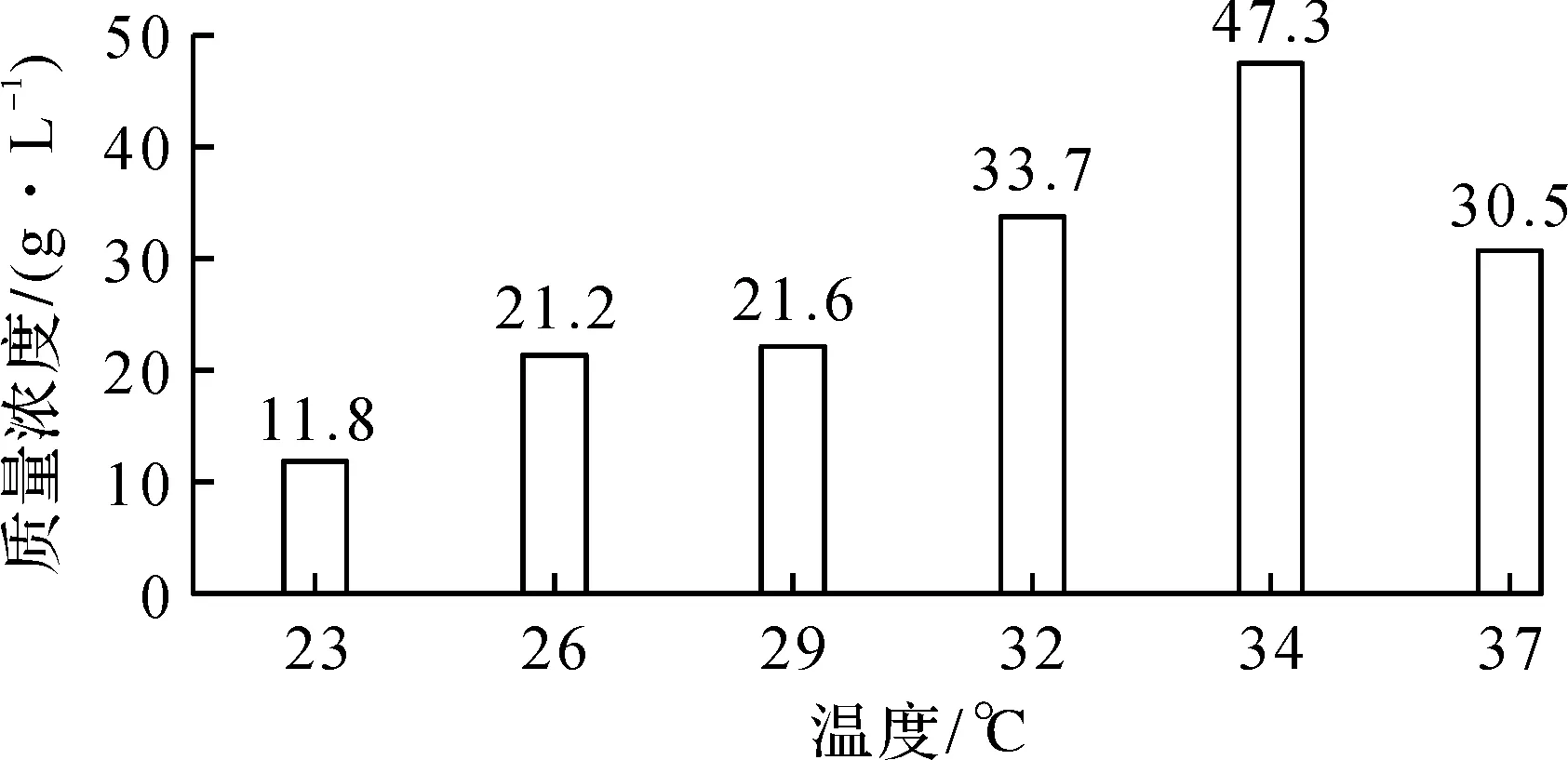
图3 发酵温度对曲酸质量浓度的影响Fig.3 Effect of fermentation temperature on the mass concentration of kojic acid
2.1.4 菌龄的确定
菌龄每个水平做3组,取其平均值,筛选结果如图4所示。实验结果表明:菌龄为48 h时,曲酸质量浓度达到最高。
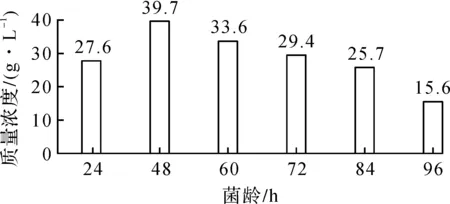
图4 菌龄对曲酸质量浓度的影响Fig.4 Effect of bacterial age on kojic acid mass concentration
2.2 响应面实验
2.2.1 响应面实验设计与结果
为了更准确研究各个发酵条件的交互影响作用,找出影响显著因子,根据单因素实验结果,进行Box-Behnken实验,设X1为体积分数,X2为发酵时间,X3为发酵温度,X4为菌龄,Y为曲酸质量浓度。设计四因素三水平(表1),共29个实验点,其中24个析因实验,5个为中心实验[11],响应面实验进行方差回归分析结果见表2,实验结果见表3。
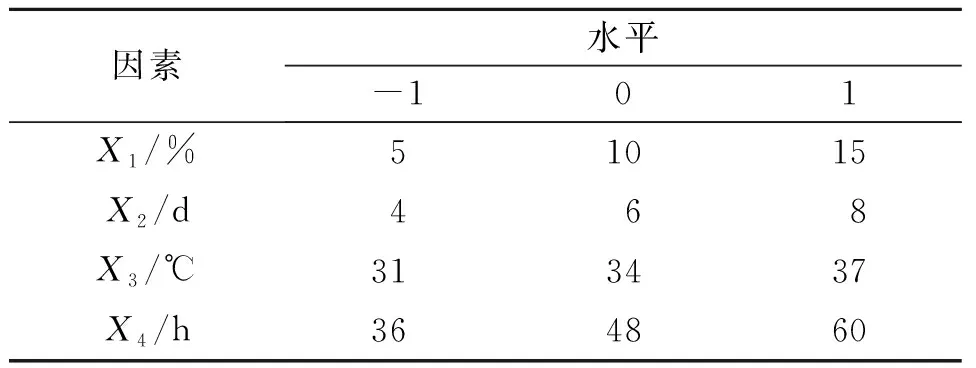
表1 Box-Behnken实验因素与水平Table 1 Box-Behnken experimental factors and levels
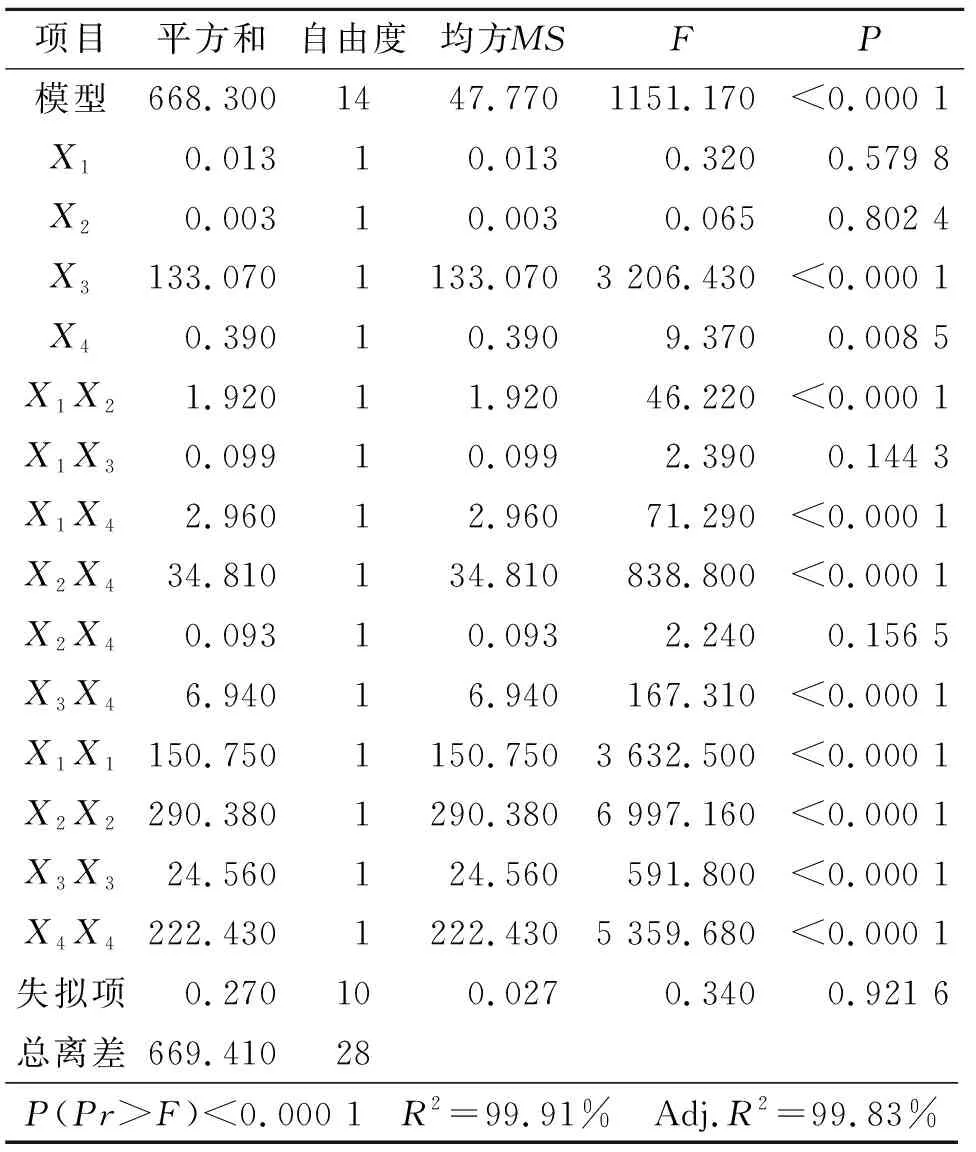
表2 响应面实验拟合二次回归方差分析Table 2 Response surface experiment fitting quadratic regression analysis of variance
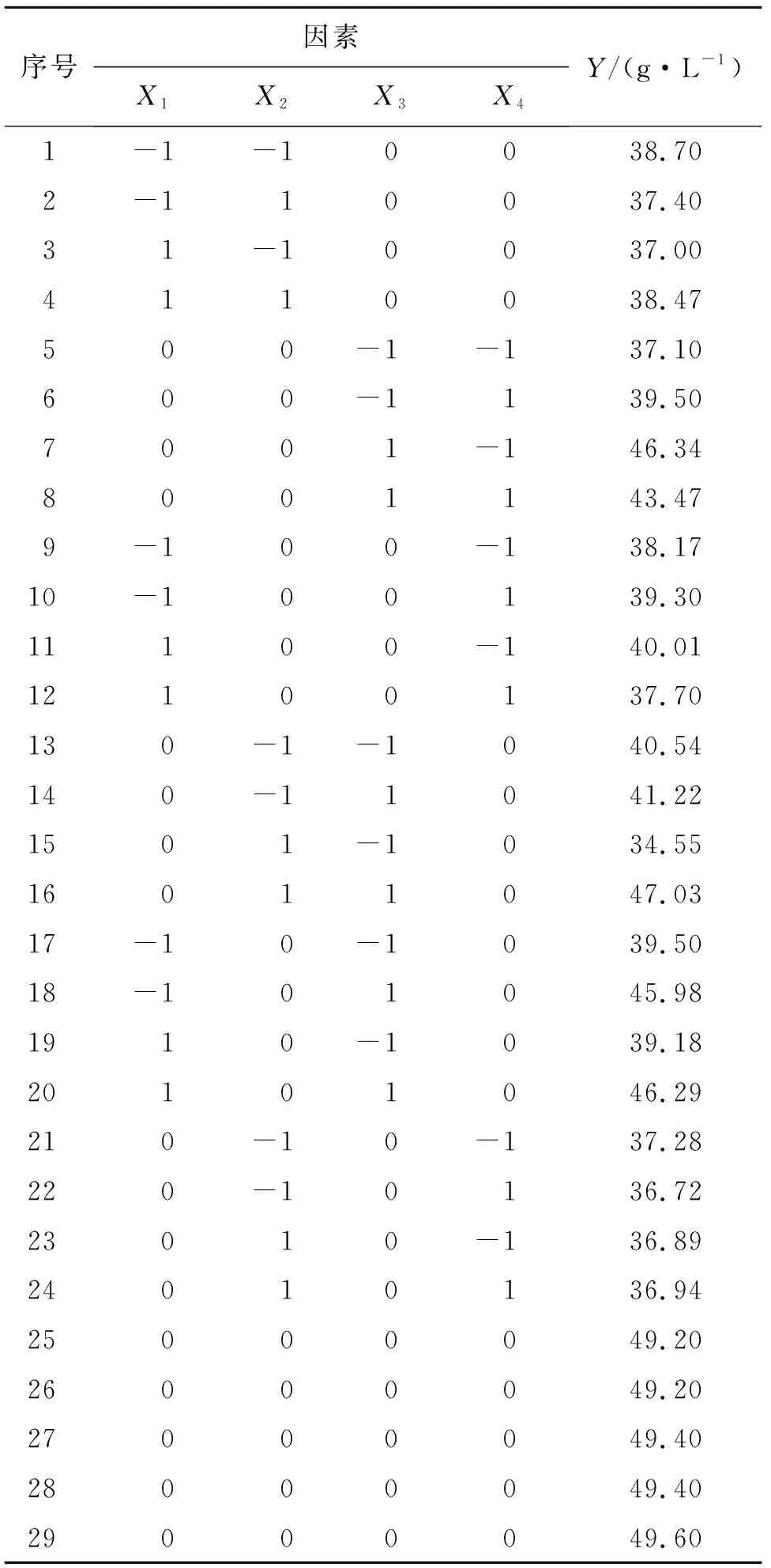
表3 Box-Behnken实验设计与结果Table 3 Box-Behnken experimental design and results
方差分析表明:X3对曲酸质量浓度影响显著,其余三因素影响不显著,X1和X2,X1和X4,X2和X4,X3和X4两两交互效应对曲酸质量浓度高低影响显著,失拟项反映的是试验数据与模型不相符的情况,P=0.921 6>0.05,失拟不显著,回归显著,模型选择正确,因此可以用此模型来分析响应值的变化[12]。
2.2.2 响应面图像分析
为了进一步研究相关变量之间的交互作用及确定最优点,通过Design Expert 8.0软件来进行可视化的分析[13-14],如图5~7所示,分别显示了3组以曲酸质量浓度为响应面分析立体图及等高线图。

图5 接种体积分数与发酵时间对曲酸质量浓度交互影响Fig.5 The inoculation volume fraction and fermentation time had interactive effects on kojic acid mass concentration
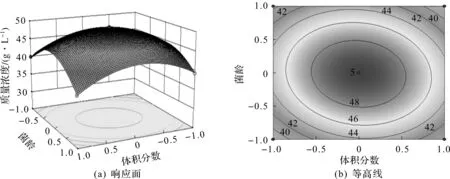
图6 接种体积分数与菌龄对曲酸质量浓度交互影响Fig.6 The effect of inoculation volume fraction and bacterial age on kojic acid mass concentration was interactive
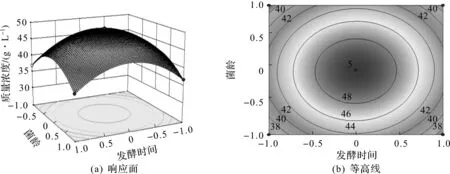
图7 发酵时间与菌龄对曲酸质量浓度交互影响Fig.7 Fermentation time and bacterial age had interactive effects on kojic acid mass concentration
由图5~7可以看出:响应者存在最大值,确定为最佳接种体积分数10.02%,发酵时间6.23 d,发酵温度36.47 ℃,菌龄49.49 h。最终确定为当接种体积分数10%,发酵时间6 d,发酵温度36 ℃,菌龄49 h时,曲酸质量浓度最大能达到51.19 g/L。
2.2.3 模型验证
为验证模型的准确性,在发酵时间为6 d、发酵温度为36 ℃、接种体积分数10%及菌龄49 h时重复5次实验得到曲酸的质量浓度50.9 g/L接近预测值,说明该模型准确反映了实际发酵情况[15]。
3 结 论
通过设计4因素3水平的Box-Behnken试验优化曲酸发酵工艺参数,对试验结果进行统计分析,得到R2=99.91%拟合程度非常好的模型[16-17]。结果表明:采用单因素法以发酵产物曲酸质量浓度为指标依次确定接种体积分数、最佳的发酵时间、发酵温度和最适合的菌龄等是发酵工艺参数的最重要的组成部分,通过响应面对选出的因素进行优化,确定最优的发酵工艺参数,为进一步的发酵培养提供依据。
