基于模具的固定零件设计
2020-07-01徐美玲
◎ 徐美玲
模具作为重要的生产工艺装备,在现代工业的规模生产中日益发挥着重大作用。通过模具进行产品生产,具有优质、高效、节能、节材、成本低等显著特点,在机械制造机电设备等领域得到了广泛应用,被赞为“制造业之母”。固定零件设计是模具设计的重要组成部分,本文就此进行研究。
一、模架
一般模架是由上模座、下模座、模柄以及导向装置组成。模架是整副模具的支持,承担冲裁中的全部载荷,模具的所有零件都以不同的方式直接固定或间接固定在模架上。模架的上模座通过模柄和压力机滑块相连,下模座一般以螺钉压板固定在压力机操作台上。上下模座依靠导向装置保持精确定位,主导凸模运动,保证冲裁的间隙均匀。模架由专业模具特别是模架生产厂家生产。在进行模具设计时,必须按照凹模的周界尺寸选择标准模架。
1.对模架的基本技术要求。
(1)必须有标准的强度与刚度。
(2)必须有规定的精度,(例如上、下模座必须平行,导柱、导套中心必须与上、下模座垂直,模柄必须与上模座垂直等等)。
(3)上、下模之间的导向必须精确(导向件之间的间隙必须很小,上、下模之间的移动必须平稳)。
2.模架形式。
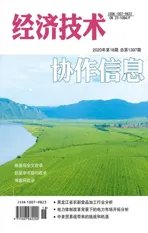
在标准模架中,使用最广的是用导柱、导套作为导向装置的模架。按照导柱、导套位置的差异,模架具有以下几种基本形式,如图1所示。
图1 模架的基本形式
(1)后侧导柱模架。如图1(a)所示,后侧导柱模架的两个导柱、导套安设于模架后侧,能实现纵向、横向送料,送料比较方便。而因其导柱、导套偏置,容易导致单选磨损,不利于做浮动模柄的模具。
(2)中间导柱模架。如图1(b)所示,中间导柱模架的一双导柱、导套位于模具左右对称线上,受力比较均衡,但仅能沿前后单方向送料。
(3)对角导柱模架。如图1(c)所示,对角导柱模架的两个导柱、导套布置于模具的对角线上,不仅受力比较均衡,而且能进行纵、横双向送料。
(4)四导柱模架。如图1(d)所示,四导柱模架具有4个沿四角分布的导柱、导套,不但受力比较均衡,导向功能较强,而且刚度较大,适用于较大型的模具。
3.导柱与导套。导柱的长度必须保证冲模在最低操作位置即闭合位置时,导柱上端面与上模座顶面为10mm-15mm距离,下模座底面与导柱底面为0。5mm-1mm距离,H为模具的闭合高度,如图2所示。导柱导套的配合精度应按照冲裁模的精度、模具寿命、间隙的大小选择。在冲裁的板料较薄,而模具精度、寿命都较高时,选H6/h5配合的I级精度模架;在冲裁的板料较厚时,选H7/h6配合的II级精度模架。
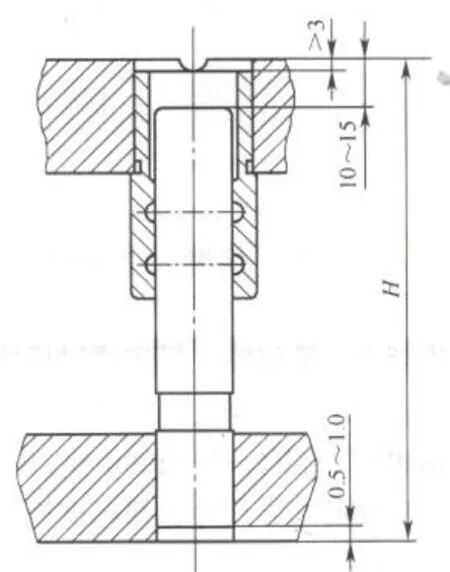
图2 导柱长度与上、下模座的关系
4.模柄。冲模的上模是经模柄安装在冲床滑块上的。模柄的形式较多,经常使用的主要有整体式的、压入式的、旋入式的、螺钉固定式的、浮动式的几种结构形式。浮动式模柄结构经常用在冲裁精度较高的薄板工件及滚动导柱导向的模具,这类模柄在冲裁时,能消除压力机导轨对冲模导向精度的影响,提高了冲裁精度,但加工制造复杂。
二、垫板
垫板直接承受和扩散凸模传递的压力,以降低模座承受的单位压力,避免模座被压出凹坑,负面影响凸模的正常工作。垫板外形尺寸多与凹模周界适合,它的厚度通常取3mm-10mm,为便于模具装配,垫板上销钉通过孔直径应该比销钉直径增大0.3mm-0.5mm。垫板材料通常选T7、T8或45钢制成,T7、T8淬火硬度以52HRC-56HRC为宜,45钢淬火硬度以43HRC-48HRC为宜。
设计复合模,凸凹模与模座之间应该加装垫板。
三、固定板
在冲裁模中,凸模、凸凹模、镶块凸模与凹模必须是通过与固定板吻合安装在模座上的。固定板的周界尺寸与凹模相同,它的厚度须为凹模厚度的0.8倍-0.9倍。凸模固定板上的各型孔位置都与凹模孔对应,与凸模采用过渡配合H7/m6、H7/n6,压装后把凸模端面与固定板磨平。固定板通常选用Q235制作,也可用45钢。
四、紧固件
模具中的紧固零件一般包括螺钉、销钉等。螺钉主要连接冲模中的各零件,使其成为整体,而销钉则起定位作用。螺钉选用内六角螺钉最佳,这种螺钉具有紧固牢靠的优点,因其螺钉头埋入模板内,因此,模具的外形美观,装拆空间小。销钉采用圆柱销,在设计时,圆柱销不可少于两个。
销钉与螺钉的距离不可过小,以避免强度降低。模具中螺钉,销钉的规格、数量、距离尺寸等在选用时,可参考国标中冷冲模典型组合,结合模具设计的实际情况进行设计。