注塑工艺及模具设计第五讲 注塑模设计(七)
2018-03-01洪慎章
洪慎章
(上海交通大学塑性成形技术与装备研究院,上海 200030)
(接上期)
5.7 侧向抽芯机构
5.7.1 简介
当塑件上具有与开模方向不同的内外侧孔或侧凹时, 塑件不能直接脱模, 必须将成型侧孔或侧凹的零件做成可动的, 称为活动型芯。在塑件脱模前先将活动型芯抽出, 然后再自模中推出塑件。完成活动型芯抽出和复位的机构称为抽芯机构。
5.7.1.1 分型与抽芯方式
抽芯方式按其动力来源可分为手动、机动、气动或液压分型抽芯。
(1)手动侧向分型抽芯 模具开模后,活动型芯与塑件一起取出,在模外使塑件与型芯分离, 或在开模前依靠人工直接抽拔, 或通过传动装置抽出型芯。具有手动抽芯的模具结构比较简单,但是生产效率低,劳动强度大,且抽拔力受到人力限制,因此只有在小批量生产和试制生产时才采用。
(2)机动侧向分型抽芯 开模时依靠注塑机的开模动力, 通过传动零件, 将活动型芯抽出。机动抽芯模具结构比较复杂, 但型芯抽出无需手工操作, 减轻了工人的劳动强度, 生产率高, 在生产实践中广泛采用。
(3) 液压或气压传动侧向抽芯 活动型芯靠液压系统或气压系统抽出, 有的注射机本身就带有抽芯液压缸, 比较方便, 但是一般的注塑机没有这种装置, 可以根据需要另行设计。由于注射机本身就是使用高压液体作为动力的, 因此采用液动比气动要方便些。这种方法不仅传动平稳, 而且可以得到较大的抽拔力和较长的抽芯距。
5.7.1.2 抽拔距确定
抽拔力的计算同于脱模力的计算。
将型芯从成型位置抽至不妨碍塑件脱模的位置,型芯 (或滑块) 所移动的距离称为抽拔距。
一般抽拔距等于侧孔深加2~3 mm。当结构比较特殊时,如成型圆形线圈骨架(见图221),设计的抽拔距不能等于线圈骨架凹模深度S2, 因为滑块抽至S2时,塑件的外径仍不能脱出滑块的内径,必须抽出S1的距离再加2~3 mm,塑件才能脱出。

式中:S——抽拔距,mm;
S1——抽拔的极限尺寸,mm ;
R——塑件外径,mm;
r——滑块内径,mm。
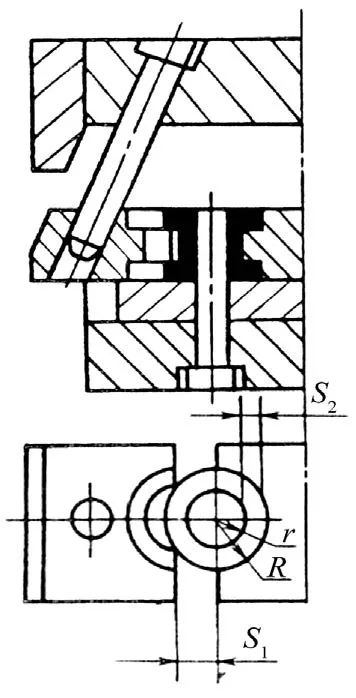
图221 模具抽拔距
5.7.2 机动式分型抽芯机构
机动式分型抽芯机构分为弹簧、斜导柱、弯销、斜导槽、楔块、斜滑块、斜槽、齿轮齿条等八种。
5.7.2.1 弹簧(或硬橡胶)分型抽芯机构
当塑件的侧凹比较浅, 所需抽拔力和抽芯距不大的时候, 可以采用弹簧或硬橡皮实现抽芯动作。图222所示为橡胶抽芯机构,闭模时,锁紧块迫使侧芯至成型位置;开模后,锁紧块脱离侧芯,侧芯即在硬橡胶或弹簧的作用下抽出塑件。

图222 橡皮抽芯机构图
图223所示为弹簧抽芯机构, 由滑块1、型芯2、弹簧等零件所组成。开模后塑件留在动模, 当推杆5推动推板4时, 滑块跟着移动; 当滑块移动到型芯减小处时, 两滑块在弹簧的作用下向内移动抽出塑件,继续开模即可取下塑件。
图224是弹簧抽芯的另一种型式。开模时,滚轮2脱离侧芯4,侧芯在弹簧3的作用下抽出。要注意在抽侧型芯时,中心型芯5不能随动模移动,否则塑件留于定模型腔,难于脱模。因此,设置了顶销6,使型芯与动模板1开始有一段相对移动,待侧型芯抽出后,塑件包紧在型芯5上,再和动模一起移动。
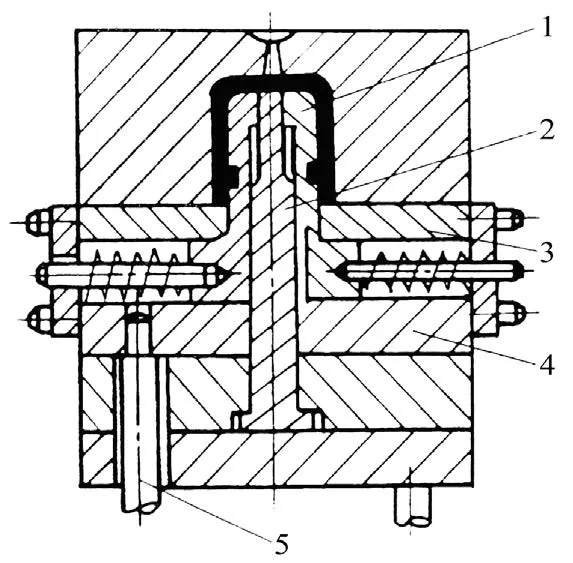
图223 弹簧抽芯机构
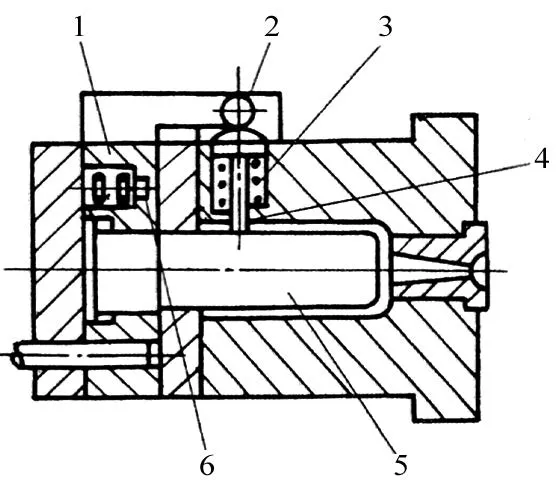
图224 弹簧抽芯机构
5.7.2.2 斜导柱分型抽芯机构
(1) 斜导柱分型抽芯机构的结构 斜导柱分型抽芯机构主要是由与模具开模方向成一定角度的斜导柱3与滑块8组成,侧型芯5用销4固定在滑块上,如图225(a)所示。开模时,开模力通过斜导柱作用于滑块,迫使滑块在动模板7的导滑槽内向左移动,完成抽芯动作。塑件被推出系统推出型腔,如图255(b)所示,限位挡块9、螺钉11、弹簧10是使滑块保持抽芯后最终位置的定位装置,保证闭模时斜导柱能很准确地进入滑块的斜孔(弹簧为压缩弹簧),再向左移动恢复原位。锁紧块1用于防止在注塑成型时, 由于侧型芯受力而使滑块产生位移。图225所示塑件靠推管推出型腔。
下面分别介绍斜导柱分型抽芯机构中的主要部分,即斜导柱、滑块、导滑槽、滑块的定位装置和锁紧块的形式。
a.斜导柱。斜导柱的形状如图226所示。斜导柱的材料多用45钢、T8、 T10,以及20钢渗碳处理等,淬火后硬度在55HRC以上,最后磨削加工保证表面粗糙度值Ra为 0.8 µm,各部尺寸见表46。
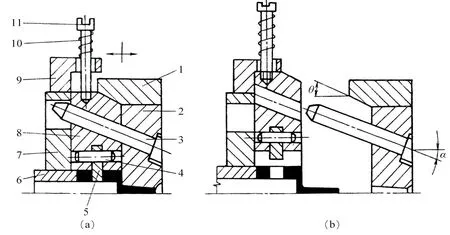
图225 斜导柱分型抽芯机构
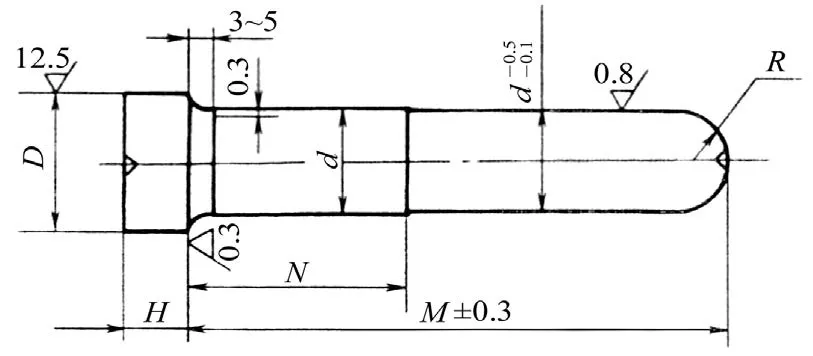
图226 斜导柱形状
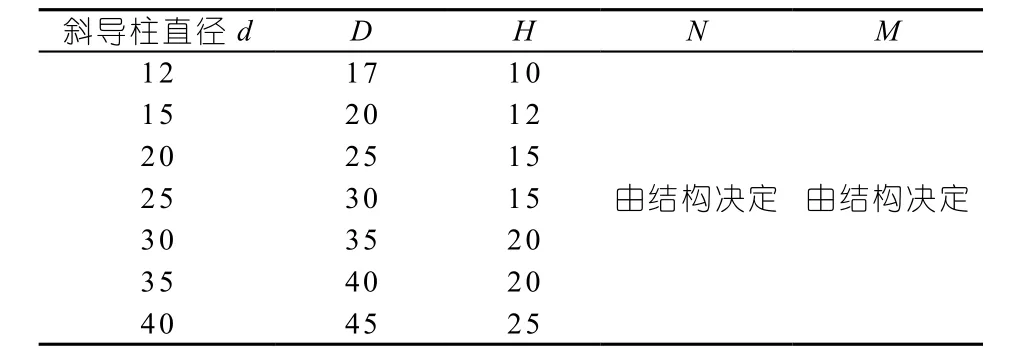
表46 斜导柱尺寸 mm
斜导柱的安装固定见图227。斜导柱的倾斜角α一般在25°以下,锁紧块的角度α'=α+(2~3)°。斜导柱与固定板之间用三级精度第三种过渡配合为宜。 由于斜导柱只起驱动滑块的作用, 滑块运动的平稳性由导滑槽与滑块间的配合精度保证, 滑块的最终位置由锁紧块保证,因此为了运动灵活,斜导柱和滑块问采用比较松的配合,斜导柱的尺寸为d-0.5-1.0。斜导柱的头部可以做成圆弧形,也可以做成圆锥形,必须注意圆锥部的斜角一定要大于斜导柱的倾斜角,以免斜导柱的有效长度离开滑块时, 其头部仍然继续驱动滑块。
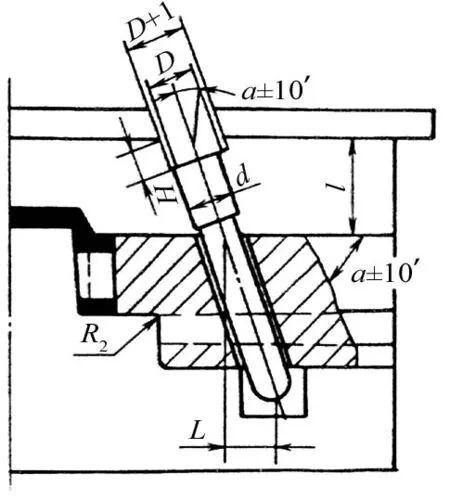
图227 斜导柱的安装固定
b.滑块。滑块分为整体式和组合式两种。组合式是把型芯安装在滑块上, 这样可以节省优质钢材, 且加工容易,因此应用广泛。型芯与滑块的连接形式如图228所示。一般型芯都比较小,所以在设计滑块与型芯的连接时,往往采用将型芯嵌入滑块部分的尺寸加大,见图228(a);在考虑强度问题时,还可以采用图228(b)的形式,用骑缝销钉固定; 图228(c)所示为燕尾糟式连接,用于型芯比较大的情况;当型芯比较小时,也可以用螺钉固定,如图228(d)所示;型芯为薄片形状时,可用通槽固定,如图228(e)所示;如有多个型芯时,可加压板固定,如图228(f)所示。
型芯为成型零件,材料用铬钨锰钢、T8、T10或45钢,淬火硬度为50HRC以上。滑块用T8、T10、45钢即可,淬火硬度为40HRC以上。
c.导滑糟。根据模具上型芯的大小,以及各厂的使用情况,滑块与导滑槽的配合形式各不相同,如图229所示。总的要求是在抽芯过程中,保证滑块运动平稳,无上下窜动和卡紧现象。
滑块的导滑长度有一定的要求。由于滑块在完成抽拔动作后, 需停留在导滑槽内, 因此留在导滑槽中的长度L不应小于滑块长度L1的2/3,如图230所示。如果太短, 滑块在开始复位时容易倾斜,甚至损坏模具。 为了不增大模具的体积,而又增加导滑槽长度,可采用局部加长的办法解决,如图231所示。

图228 型芯与滑块的连结形式
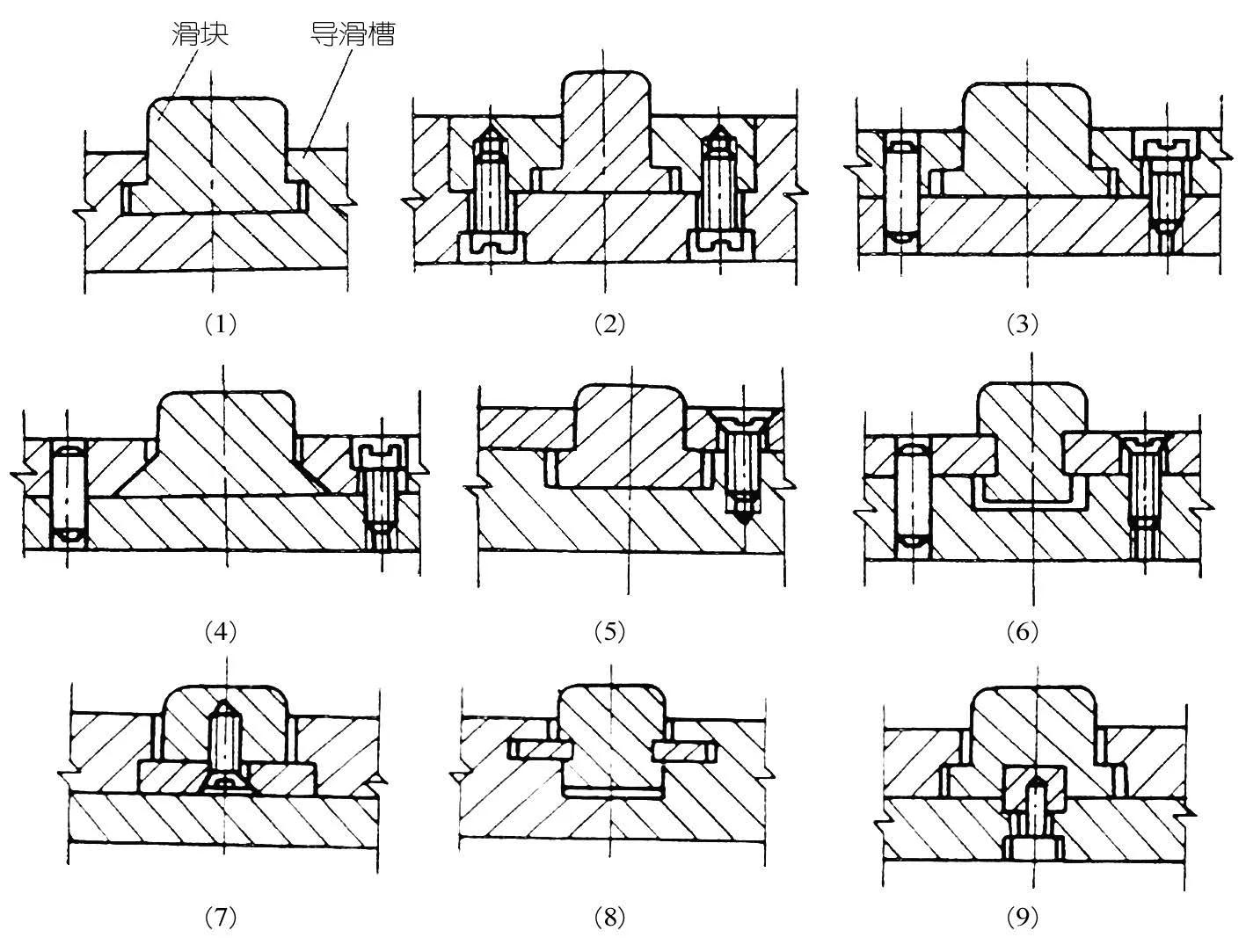
图229 滑块与导滑槽的配合形式

图230 滑块的导滑长度
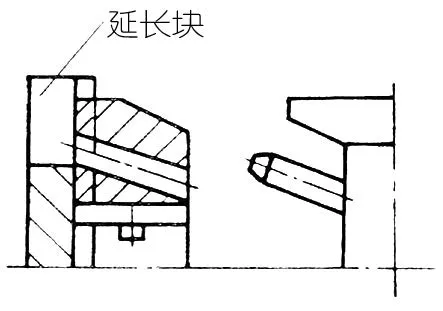
图231 延长块结构
d.滑块定位装置。开模后滑块必须停留在一定的位置上,不可任意滑动。因此, 必须设计定位装置,否则,闭模时斜导柱将不能准确地进人滑块,致使模具损坏。在设计滑块定位装置时,应根据模具结构,选用不同的形式。图242(a)(b)所示为利用挡块定位的两种形式。向下抽芯时, 可采用图242(a)所示的形式,它是利用滑块的自重停靠在挡块上,结构比较简单。向上抽芯时可采用图232(b)所示的形式,它是依靠弹簧的弹力使滑块停靠在挡块上而定位,弹簧的弹力应是滑块自重的1.5~2倍。图232(c)(d)所示装置都是采用弹簧销的定位装置,形式基本相同,仅因挡板的厚度不同而用不同的方式安装弹簧。图232(e)所示装置以钢球代替活动销。
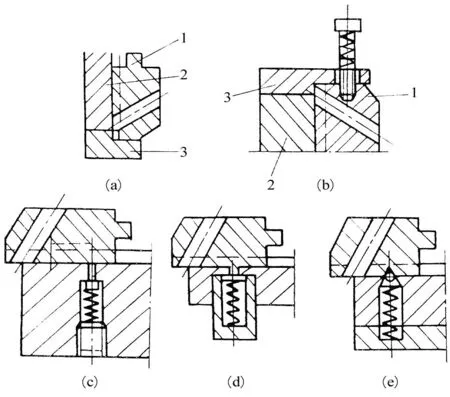
图232 滑块定位装置
e.锁紧块形式。在塑料的注射过程中,型芯受到塑料很大的推力作用。这个力通过滑块传给斜导柱,而一般斜导柱为一细长杆件, 受力后容易变形。因此,必须设置锁紧块, 以便在模具闭模后锁住滑块, 承受塑料给予型芯的推力。 锁紧块与模件的连接可根据推力的大小, 选用各种不同的装固方式。
锁紧块形式如图233所示。图233(a)是将锁紧块与定模固定板做为一体的整体式结构,牢固可靠,但是金属材料耗费大,多用于侧向力较大的场合。图233(b)是用螺钉和销钉固定的,这种形式制造简单,适用较为普遍。图233(c)是利用 T形槽固定锁紧块的形式,销钉定位,这种结构可承受较大的侧压力。图233(d)是采用锁紧块整体嵌入模板的一种连接形式。图233(e)(f)都是对锁紧块起加强作用的形式,用于侧压力很大的场合。
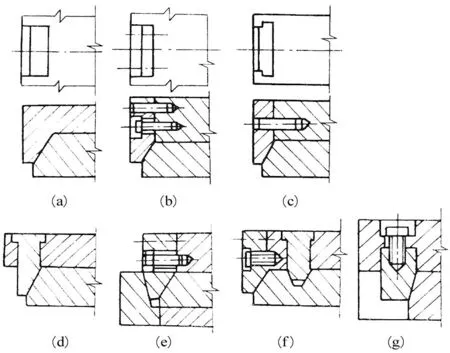
图233 锁紧块形式
要求锁紧块的楔角ɑ'大于斜导柱倾斜角ɑ。这样当模具一开模锁紧块就让开,否则斜导柱将无法带动滑块作抽拔动作,见图234。一般取ɑ' =ɑ+(2~3)°。

图234 锁紧块模角ɑ'的形状
(2)斜导柱长度和最小开模行程计算 斜导柱的长度由抽拔距、 斜导柱的直径及其倾斜角的大小确定。抽芯方向与开模方向垂直时,其长度计算如下(见图235) 。

式中:L——斜导柱总长度,mm;
D——斜导柱固定部分大端直径,mm;
h——斜导柱固定板厚度,mm;
d——斜导柱直径,mm;
α——斜导柱的斜角,°。
其中, L4=S/sinα称斜导柱有效长度; L3+L4称斜导柱伸出长度;L5称斜导柱头部长度,常取10~15 mm,也可取截锥长度为 d/3,半球形头取d/2。
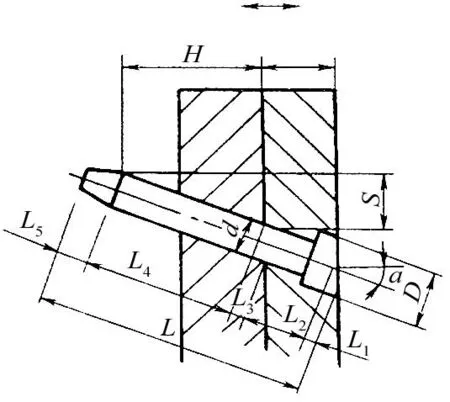
图235 斜导柱长度与开模行程
完成抽拔距 S所需的最小开模行程H由下式计算:
H=Scotα (53)
(3) 斜导柱分型抽芯机构的结构形式
a.斜导柱在定模、滑块在动模的结构。斜导柱在定模、滑块在动模的结构如图236所示。滑块在斜导柱的作用下,在推出板上导滑而脱离塑件。当塑件内都有凹槽时,也可以用斜导柱抽出型芯,如图237所示。
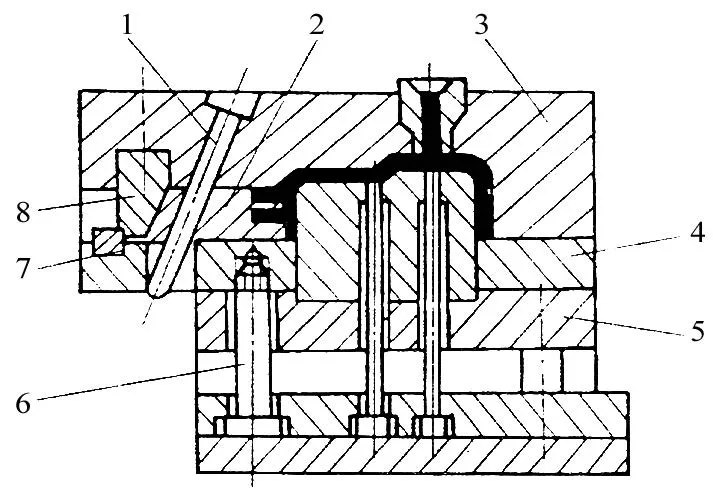
图236 斜导柱在定模、滑块在动模的结构
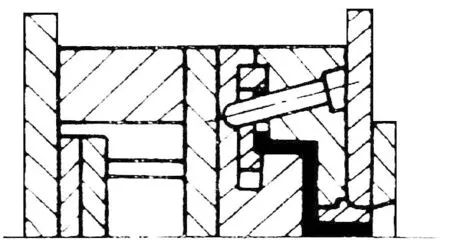
图237 用斜导柱抽出型芯
设计斜导柱在定模、滑块在动模的结构时,必须注意的是在复位时滑块与推出系统不要发生干涉现象。如图238所示,在滑块1的复位先于推杆2的复位时,至使活动型芯碰撞推出杆而损坏,所以设计时就应慎重考虑。在模具结构允许的情况下, 应尽量避免推出杆与活动型芯的水平投影相重合,或使推出杆的推出距离小于滑动型芯的最低面。当推出系统采用复位杆复位时,推杆可先于活动型芯复位,条件是:推杆端面至活动型芯最近距离h'和 tanɑ的乘积,大于活动型芯与推杆或推管间在水平方向的重合距离S′,h'tanɑ>S'即(一般大0.5 mm以上)。图239所示的三种情况就不会产生干涉而相互碰撞。如果模具结构不允许时,推出杆的复位应采用先复位机构。
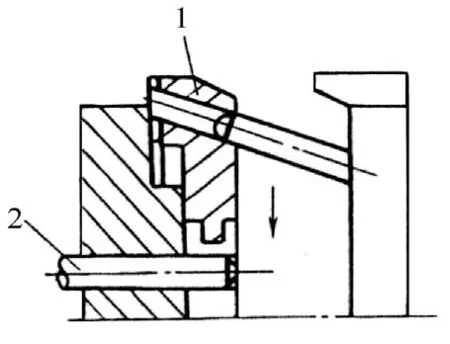
图238 干涉现象
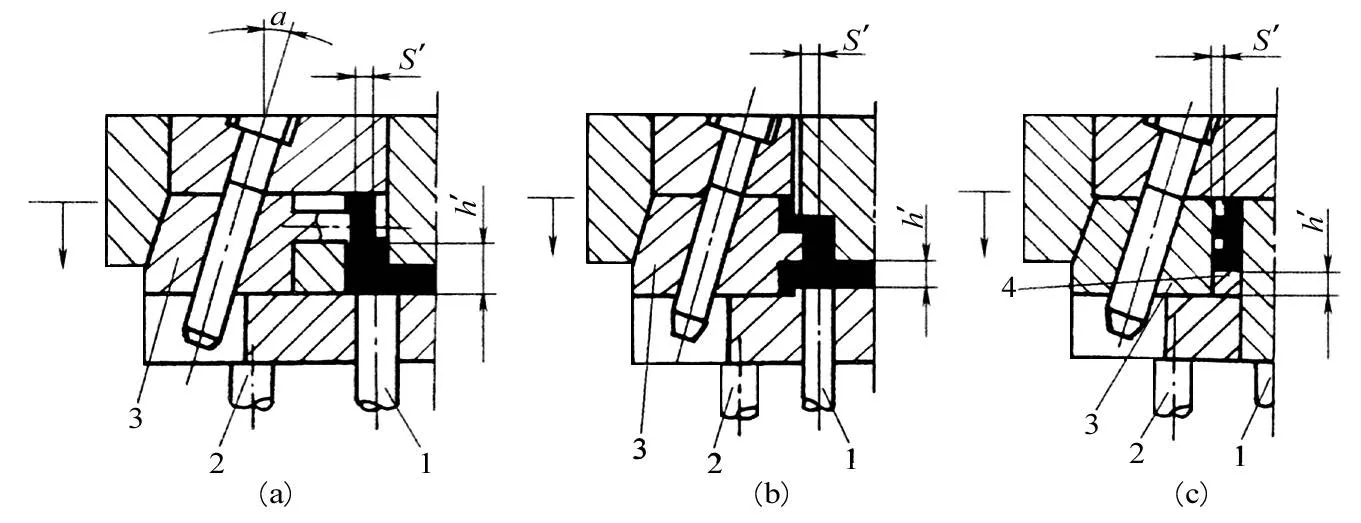
图239 h'和 S'的关系图
①楔形滑块复位机构,如图240所示。楔形杆4固定在定模上,楔形滑块3在推出板2的导滑槽内可以滑动。合模过程中,楔形杆的斜面将楔形滑块朝箭头方向移动,同时楔形滑块又迫使推出板2后退,完成推杆l的复位。这种形式由于楔形滑块不宜过大,所以推杆1退回的距离也较小。
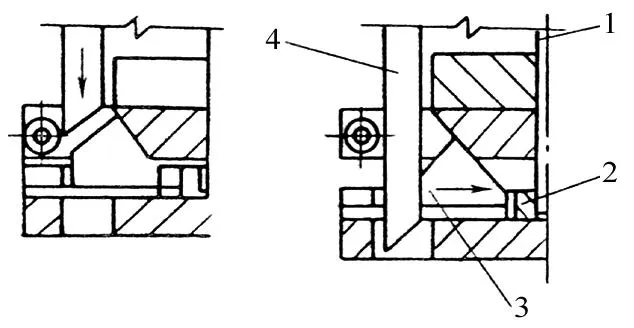
图240 楔形滑块复位机构
②摆杆复位机构,如图241所示。摆杆复位机构与楔形滑块复位机构相似,所不同的是由摆杆3代替了楔形滑块的作用。合模时楔形杆5推动摆杆,使其朝箭头方向转动,推动推出板2使推杆1复位。
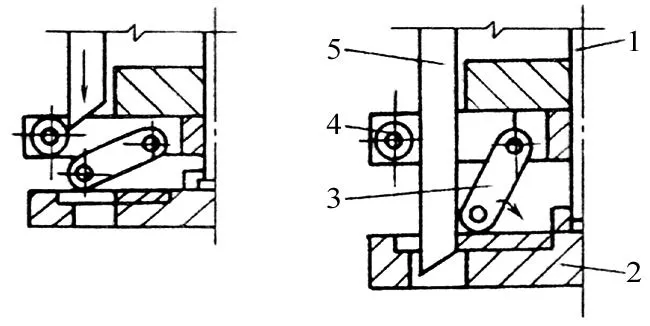
图241 摆杆复位机构
③弹簧复位机构,如图189 所示。在推出板与动模板之间装上弹簧,推出板靠弹簧的弹力而复位。利用弹簧复位在生产中应用较多,这是因为它结构简单,装配和更换都很方便。其缺点是弹簧力量小,可靠性差。
b.斜导柱在动模、滑块在定模的结构。斜导柱在动模、滑块在定模的结构如图242、图243所示。图242所示结构的特点是没有推出机构。由于斜导柱和滑块上导柱孔的配合问隙较大(C=1.6~3.6 mm),使得滑块在分开前,模具首先分开一个距离D(D=C/sinα),使型芯从塑件中抽出D距离而与塑件松动,然后靠导柱孔的外侧将滑块移动而退出塑件,最后用手将塑件取出。这种形式的模具结构简单,加工容易,但是塑件必须用人工取出,仅适用于小批量的简单模具。
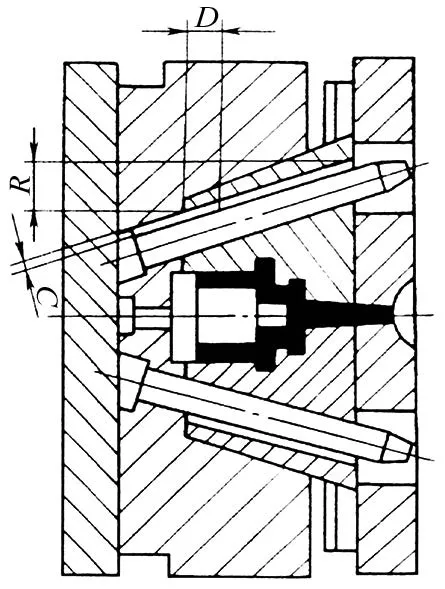
图242 斜导柱在动模、滑块在定模的结构 I
图243所示结构的特点是型芯7与固定板5有一定距离的相对运动。为了使塑件不留于定模,开模时,首先从A面分型,型芯不动,固定板移动,这时滑块10在斜导柱8的作用下退出塑件;继续开模时,动模板与型芯台肩相碰,模具从B面分型,型芯7带着塑件脱离定模型腔,最后推板4将塑件推出。
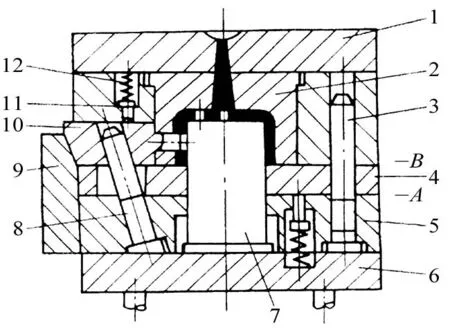
图243 斜导柱在动模、滑块在定模的结构II
c.斜导柱和滑块同在定模的结构。如图244所示,开模时由于摆钩6的连接作用, 使模具首先沿A面分型,同时斜导柱驱动滑块2完成外侧抽芯;继续开模,摆钩碰到压块5,使摆钩失去连接作用,同时定位螺钉3限位,模具沿B面打开,塑件被带到动模,最后由推板1将塑件推出模外。
d.斜导柱和滑块同在动模的结构。斜导柱和滑块都在动模一边时, 可通过推出装置或顺序分型机构实现斜导柱与滑块的相对运动。图255所示为斜导柱和滑块同在动模的结构。滑块1装在推板2的导滑糟内,闭模时滑块靠装在定模上的锁紧块锁紧;开模时,动定模分开,这时滑块和斜导柱并无相对运动,因此滑块不动。当推出系统开始动作时,在推杆3的作用下推动推板2,使塑件脱离型芯的同时,滑块在斜导柱的作用下而离开塑件。这种结构由于滑块始终不脱
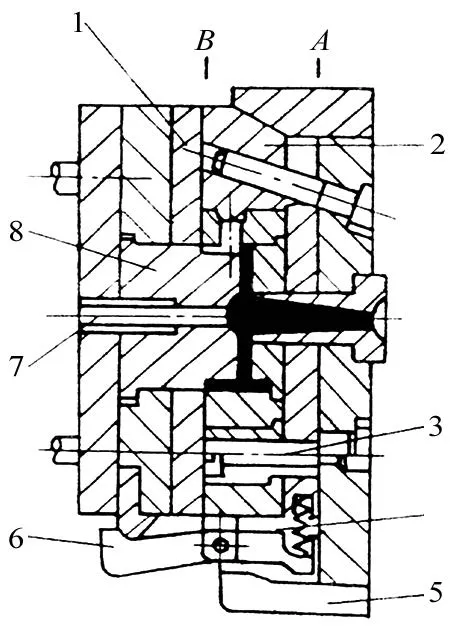
图244 斜导柱和滑块同在定模的结构
离斜导柱, 所以不需设滑块定位装置, 结构比较简单。
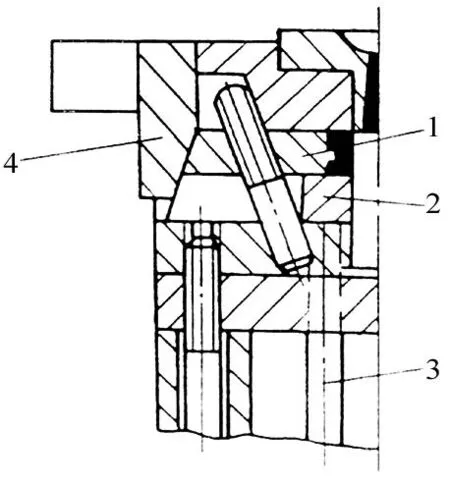
图245 斜导柱和滑块同在动模的结构
