酸洗钝化酸雾收集处理系统的设备设计应用
2020-06-28陆建国
陆建国
(南通中集安瑞科食品装备有限公司, 江苏 南通 226000)
0 引言
大型不锈钢食品罐体生产过程中因用盐酸、 硫酸对金属表面进行酸洗钝化处理的过程中会产生一定的量酸雾废气, 挥发出来的酸雾废气将会危害车间工人的身体健康及对周围大气环境造成污染,以致破坏生态平衡。为了贯彻和落实国家环保方针、地方政府及集团公司要求,配合保护环境战略的实施, 为现有酸洗钝化研制了新一代酸雾收集处理系统设备, 使废气通过治理达到符合排放标准。 该系统具有投资省、操作管理方便的特点,处理效率高、占地少、解决了占地大、系统不工整、不协调等缺点,同时也实现了酸雾收集的智能化、自动化。 酸雾收集处理系统主要由产品无轨转运小车、酸洗房、酸洗地面、酸液回收循环系统、酸雾收集处理系统等组成。
1 酸雾处理工艺流程
酸洗钝化是使不锈钢表面形成致密的氧化膜达到不生锈、不腐蚀的关键工序,为了提高酸液使用效果,大型不锈钢罐体酸洗是通过配比一定浓度的酸洗液采用喷淋循环酸洗方式使产品表面形成钝化膜,酸洗过程中,酸洗后用水淋洗工件表面去除酸洗液及杂质, 清洗后的工件自然干燥。 由于酸液的特性是极具挥发性,酸液会弥漫于空气中,造成人体伤害及腐蚀建筑以及生产设备。 因此需要将酸洗空间密封进行酸雾废气集中收集处理,为满足产品进出密闭空间需要采用升级式柔性卷帘门密封酸洗房间,酸房地面采用自然风补风,酸房顶部设置集气收集防腐风管,通过外置防腐离心风机形成酸洗房微负压,将挥发的酸雾废气抽到酸雾吸收塔,由酸雾吸收塔收集处理合格后通过烟囱排放,能有效防止酸雾废气弥漫到空气中。
酸雾处理工艺流程图见图1。
2 酸雾收集系统
酸洗酸雾钝化收集处理系统主要由酸洗房、 无轨转运小车、酸雾收集处理系统、电器控制系统等组成。
2.1 酸洗房
酸洗房主要由防腐蚀地面、防腐墙面、柔性卷帘门、酸洗液回收循环系统、工件输送、工件放置架、酸洗房照明和电气控制系统等部分组成。 酸洗房集合了酸洗液的喷淋、收集、循环以及废水的收集、排放等功能。
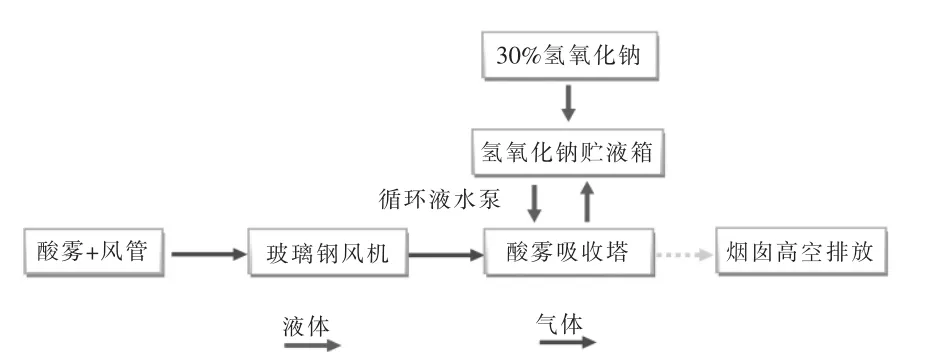
图1 酸雾吸收处理系统工艺流程图Fig.1 Production Process diagram of acid mist absorption treatment system
酸洗房体外框由桁架结构组成, 内部采用耐腐性能极好的PE 耐酸瓦,耐酸瓦能够满足耐酸要求,具有一定耐冲击力,即使遇到外力,也能保持基本形状,PE 耐酸瓦之间通过耐腐的3M 胶带一次粘接, 然后通过316 材质的铆钉和自攻螺丝固定在桁架结构上, 提高了酸洗房密封性和耐腐性。为了满足酸洗房的气密性,减少清洗酸雾外泄,大门采用耐酸性的柔性升降式卷帘门密闭,柔性卷帘门采用二级防坠落设计, 增加了工件或人通行的安全性,酸洗房侧面配备了两扇应急通道小门,确保特殊状况下,能够满足操作人员或维修人员通行。
为方便喷淋酸洗后的液体回收和循环, 酸洗房地面采用中间高两边低的5°斜坡度设计, 酸洗房四周设置了酸液回收槽, 确保喷淋酸洗或清洗的废水通过房屋四周的“溢流槽”汇聚到室外的酸液收集池,室外的酸液收集池能够通过耐酸阀电器远程自动或遥控实现喷淋酸液循环和废水收集功能。
酸洗房地面采用玻璃钢 (主要成分环氧乙烯基酯树脂、过氧化环体酮、涤纶布等)防护,为保证玻璃钢和混凝土地面紧密相贴,避免玻璃钢脱层,减少无轨充电自行走式小车对玻璃钢的损伤,在玻璃钢施工前,确保混凝土地面含水率在6%以下, 凸出物用砂盘机或刮铲磨平铲平,提高了玻璃钢表面的刚度,大型罐体通过支撑工装接驳,实现产品进出酸洗房。
酸洗房所有电器系统均采用防爆防腐蚀材料, 满足了设备电器运行的稳定性, 柔性卷帘门和自行走式小车等设备操作均采用外部遥控操作, 避免了酸液和酸雾对人体的侵害。
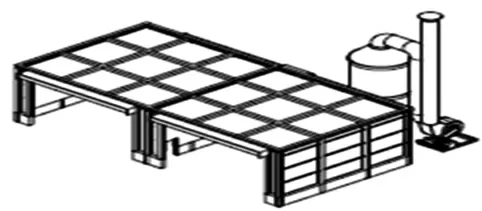
图2 酸洗房结构图Fig.2 Structure diagram of pickling room
2.2 无轨转运小车
液压无轨升降电动小车用于酸洗房工件转运, 能够平升平降及平台升降自动调平功能,自行走式小车可以实现200mm 上下液压升降,可以任意角度转向,具有直线行驶、斜行、横行、八字转向功能,转向采用控制,要求防震、防磁、防潮和常温(-15~40℃)下工作稳定性,设置警戒标识、警示灯,运行时具备点状检测障碍物声光报警,两侧各配一只防护急停按钮, 整车必须考虑防酸碱腐蚀装置,轮子采用防腐轮,无线遥控、转弯功能、耐酸功能等。
无轨转运小车采用两轮驱动对角线摆布液压转向电动平车,小车体主要由:车架、舵轮组、平车驱动轮组、驱动轮组悬挂装置、旋转支撑、驱动减速电机、 电动升降式台面、转向液压装置、蓄电池组、电控柜、遥控器接/发装置、警示灯、电磁制动器组、电量指示装置和充电装置等部门组成。 主要系统由控制系统、转向系统、驱动系统、制动系统、升降系统等组成。
(1)控制系统。 控制系统采用DC 24V 安全电压供电,采用三菱可编程控制器、D/A 模块、中间继电器、编码器、电机控制器来实现驱动电机控制, 台面的上升与下降有限位停止功能。 通过线控手柄的操作或者遥控的操作来实现平车所有运动。
(2)转向系统。 转向系统由液压动力单元、分配阀、液压锁、电磁阀、双出杆液压油缸及管件、车轮等组成,由三菱可编程控制器+编码器+中间继电器+电磁阀组控制液压油缸实现车轮转向, 通过分配阀和编码器保证转向协调一致。
(3)驱动系统。驱动系统由固定在框架底部两组直流牵引电机、减速机、车轮等组成,电机由蓄电池供电,通过减速机将电机动力放大传送到车轮上驱动整个车体的运动,并用三菱可编程控制器+D/A 模块+编码器+电机控制器来保证两组驱动轮的转速达到控制要求。
(4)制动系统。 制动系统通过与电机同轴的电磁制动器的控制来对平车进行制动,制动快、效果好;控制环节采用三菱可编程控制器PLC 集中控制,通过中间继电器、直流接触器和失电制动器控制电机的制动, 从而控制平车的停止。
(5)台面升降系统。 平车由主体和上台面分体结构组成, 台面的升降由升降电机驱动T 型减速机通过连杆驱动四个举升减速机使丝杠同步旋转上升, 有效保证了台面上升的同步性与稳定性。

图3 无轨转运小车图Fig.3 Trolleyless trolley diagram
2.3 酸雾处理系统
不锈钢罐体酸洗时, 将酸洗液从罐顶从上向下喷淋对罐体外部进行酸洗,酸洗液循环使用,不排放,酸洗后进行水洗,去除酸洗液及杂质。 酸洗、水洗使用循环水泵对工件表面进行循环淋洗,酸洗过程中产生的硝酸雾、氢氟酸等通过酸雾收集处理系统进行有效的捕集及处置,确保尾气达标排放,减少对周边空气环境质量的影响。
酸雾收集处理系统主要由玻璃钢离心风机、 玻璃钢风管、酸雾吸收处理塔、排气筒和电器控制系统等组成。酸洗过程中产生的酸雾等废气通过玻璃钢离心风机进行抽风, 将抽出的废气通过玻璃钢风管送到酸雾吸收处理塔,经过处理合格后的废气通过排气烟囱排出。
玻璃钢风管采用PP 材质防止腐蚀,提高风管的使用寿命。 玻璃钢风机电机采用变频电机在不同工况及不同天气情况下进行电源频率调节以达到降低电耗的目的,一台大功率电机同时控制两个房间的抽风系统, 变频风机通过变频器和换向器自动分配两个房间的风量, 大大节省了成本和占地面积。
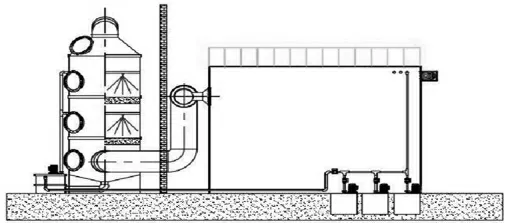
图4 酸雾吸收机构图Fig.4 Acid mist absorption mechanism
酸雾塔全部采用玻璃钢材质大大增加了使用年限和使用性能,酸雾吸收塔采用PP 材质制成,采用立式结构,上段为塔体,下段为贮液箱;塔体内填料采用花环填料或多面球。 酸雾吸收处理塔的特点是:贮液箱内部隔开,以防止塔内的杂物进入水泵,同时塔底部制作成斜坡型,设置排渣槽,更有利的放空排渣;塔顶部设置旋流挡板加收水填料组合进行防止飘水现象;设置pH 仪与加药储存箱电磁阀联动, 当pH 小于9 时自动加药,pH 大于10 时自动停止, 可根据实际生产情况自定设置储液箱液位计与补水管浮球阀联动,当液位低于设定值时自动补液。酸雾通过酸洗房后壁的抽风通 道被输送到室外的酸雾塔内,酸雾塔自动的加药中和酸雾,实现达标排放。
酸雾风机正压将抽吸的酸雾送至吸收塔下部, 采用逆流上部喷淋碱液;废气通过管道输送到碱喷淋吸收塔,利用碱液泵将碱液输送至酸雾喷淋吸收塔, 废气在塔内与自上而下喷雾碱液作充分接触, 氯化氢与碱液进行中和反应,达到去除酸雾废气的目的,酸雾喷淋吸收塔内设有多层湍球,大大增加了废气与碱液的接触面积,处理效果更为理想。碱液要定期更换,更换出来的碱液排放至废水处理站处理。酸性废气逆向通过两层填料,与碱性喷液充分接触发生中和反应、吸收传质,废气中的酸雾进入吸收溶液中并回至贮液箱内,贮液箱根据pH 值随时自动补液调整pH 值至9~10。
净化后洁净空气经除雾层进行气液分离, 气相通过烟筒排入大气,碱液箱与塔身设计为一体化形式,节省占地面积。 酸雾中和系统采用国内先进的两极喷淋系统实现了酸雾的达标排放,整个酸雾塔高度达到30m,酸雾具有一定的湿度, 会引起风管及风机内积水所以在风机底部以及风管最低部位设置排液阀,合并后统一收集,大大降低了碱液的消耗。 风机与风管及吸收塔之间采用软连接,防止抖动对吸收塔及风管的损害。
酸雾收集处理控制系统采用PLC 自动控制,所有的系统都是独立的模块单元, 需要控制时由PLC 调用每个控制模块,实现负压控制、自动喷酸洗和除雾等功能,在风机的控制上,PLC 会根据操作者按下的按钮自动控制变频风机风速,同时自动切换不同房间的风道阀门,减小电机的启动电流,在安全方面,在控制回路中设有过载、反向、缺相保护功能,这样就更有效地保护了电机、避免了因为过载、反向、缺相而损坏电机,接触器不吸合等常见故障,充分保护了系统的安全性,急停按钮确保在任何紧急状态下能停止所有的操作,停止酸洗按钮,PLC 会根据操作者要求自动的停掉酸液循环泵。

图5 酸雾收集处理控制原理图Fig.5 Schematic diagram of acid mist collection and processing control
3 结束语
该酸洗酸雾收集处理系统不仅满足使用要求,且运行可靠、操作简单、维修方便、工人作业条件安全良好、三废治理达到国家标准,具有良好的社会效益,符合国家大力倡导推广并积极引导和支持的绿色健康发展要求。
