麻薯配方与3D打印特性研究
2020-05-18王维琴
杨 帆, 张 慜*, 王维琴
(1.江南大学 食品学院,江苏 无锡 214122;2.海通食品有限公司,浙江 宁波 315000)
3D打印技术是利用层与层叠加的方法来制造具有立体形状的产品的技术[1-3]。 麻薯(mochi)是日语的音译词,是指以糯米粉等其他淀粉类物质及水为主要原料,经过蒸煮及定型制成的团状糕点类食品。传统的麻薯食品因加工技术的限制,外型不够好,口感也有待改善。3D打印技术因其可以完成任何想象得到的形状的优势,被引入到麻薯食品的生产中,以期改善麻薯食品的外型及口感。
芝麻油由于可以改善3D打印过程中麻薯的挤出性而被直接添加到配方中。芝麻油可以降低流体与喷嘴壁之间的摩擦力,一定程度上让物料的表面黏度降低到维持连续打印挤出必要的物料的流动性。
经过一系列的预实验,证明改良配方的麻薯是适合挤出式3D打印的原料。配料中的亲水性胶体可改善麻薯体系在3D打印过程中需要的流变特性,直接影响到打印过程中打印材料的挤出性、打印后打印产品的精度、形状稳定性、质构特性及口感等[4-11]。作者通过改变配方组成及出料温度设置来优化麻薯3D打印的成型效果。
1 材料与方法
1.1 主要材料与仪器
糯米粉:河南黄国粮业股份有限公司提供;异麦芽糖浆:上海海通食品有限公司提供;高麦芽糖浆:上海海通食品有限公司提供;芝麻油:上海益海嘉里投资有限公司提供;水:实验室专用的超纯水。
1.2 仪器与设备
物性分析仪:TA.XT2i型,英国SMS公司产品;旋转流变仪:AR-1000型,美国TA仪器公司产品;低场核磁共振仪:MiroMR20-030V-I型,苏州纽迈电子科技有限公司产品;食品打印机:FSE 2型,昆山博力迈三维打印科技有限公司产品。
1.3 实验方法
1.3.1 麻薯样品的制备 先将装高麦芽糖浆水浴融化,水温55℃,20 min。再将异麦芽糖和高麦芽糖浆依次加入,搅拌均匀,确认底部无结块。将混合料放在不锈钢碗里,加入常温水(分2次加入)搅拌均匀,无结块;把蒸煮锅里加入水烧开,把混合好的物料放入锅内,盖上锅盖先蒸煮6 min,取出搅拌一下,再放入,继续蒸煮13 min即可,出锅温度65℃;将温度符合要求的原料出锅,表面刷芝麻油,用保鲜膜盖住表面冷却至室温即可进行下一步打印。糯米粉质量分数为 24.62%、29.37%、34.13%,变化的部分由水补足。
1.3.2 3D打印 取1.3.1中制备的麻薯样品,打印温度设置为25、30、35℃。喷头直径选用的是0.8、1.5、2.0 mm。在非讨论条件下,打印温度设置为30℃,喷头直径选用的是0.8 mm,丝径值(打印挤出线条的横截面的直径)设置为2.30 mm,喷头移动速度选用的是25 mm/s,喷头高度选择的是2.40 mm。作者选用的打印模型是苹果公司商标,打印模型的长宽高分别为45.00,45.00,25.00 mm。打印产品需保持至少打印后20 min不坍塌,并测量打印产品的长宽高,越接近目标模型的长宽高说明打印产品的打印精度越高、成型效果越好。
1.3.3 静态剪切流变特性的测试 取1.3.1中制备的麻薯样品于流变仪上,平板直径为2 000 μm,设置间隙设置为2 cm,应变设置为0.2%,测量温度为25 ℃,记录剪切速率(shear rate)在 0~100 s-1递增范围内样品表观粘度的变化。
1.3.4 水分状态分布 取1.3.1中制备的麻薯样品,测定温度为25℃,扫描时间为120 s,测定麻薯样品中不同状态水分的比例。
1.3.5 常温动态黏弹性测定 取1.3.1中制备的麻薯样品,测定温度25℃,扫描应变0.2%,记录在0.1~100 rad/s角频率(angular frequency)递增范围内贮能模量(G′)和损耗模量(G″)的变化。
1.3.6 升温动态黏弹性测定 取1.3.1中制备的麻薯样品,温度设置为25~45℃,频率为1 Hz,扫描应变为0.2%,记录在设置的温度范围内的内贮能模量(G′)及损耗模量(G″)的变化。
1.3.7 质构特性分析 取1.3.1中制备的麻薯样品于物性分析仪上,测定温度设置为(25±0.2)℃,测试探头设置为P/0.35型,应力值设置为25%,平台与测试探头的初始间距设置为3 cm,探头下降、挤压及回复的速度分别设置为2.0、1.0、2.0 mm/s。测定样品的质构特性。
1.3.8 统计分析 实验重复3次,采用Origin8.5软件,实验数值间以Duncan法(p<0.05)进行差异显著性分析。
2 结果与分析
2.1 不同质量分数糯米粉的打印样品的成型效果分析
不同质量分数糯米粉的打印样品的照片见图1,相应的不同质量分数糯米粉的打印样品的三维结构分析见表1。经统计分析表明,糯米粉质量分数为29.37%时,打印产品的长宽高与模型的最接近,打印表面最光滑,打印成型效果最好。
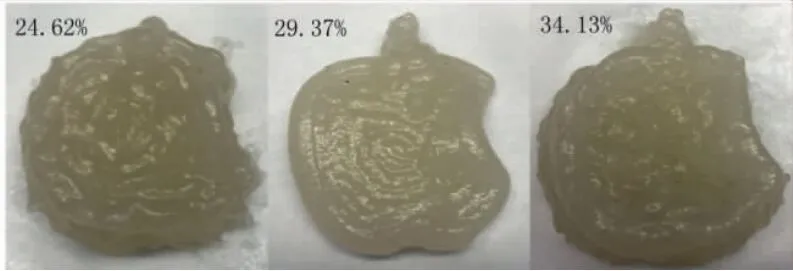
图1 不同质量分数糯米粉的打印样品Fig.1 Representative photos of printed products with different contents of glutinous rice flour
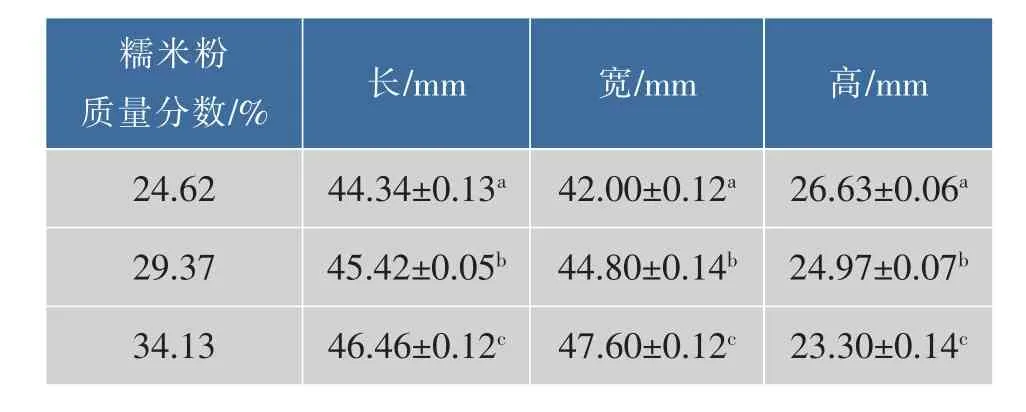
表1 不同糯米粉质量分数的打印样品的三维结构分析Table 1 Three-dimensional structure analysis of printed products with different contents of glutinous rice flour
图2是不同糯米粉质量分数的样品的表观黏度。如图2所示,糯米粉的添加可以显著提高样品的表观粘度。在糯米粉质量分数较低的范围内,糯米粉的添加可以提高打印样品维持自身形状的能力,即形状稳定性。而当糯米粉质量分数超过一定阈值后,材料过高的表观粘度会导致材料自身的挤出性降低,不利于打印过程的进行,从而使打印精度严重下降。
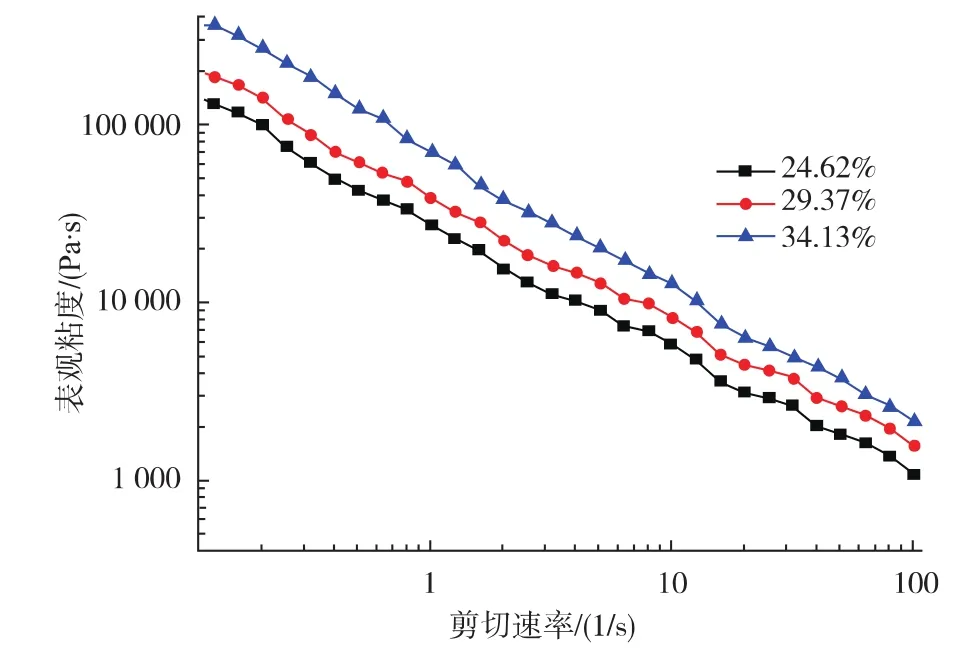
图2 不同质量分数糯米粉样品的表观黏度Fig.2 Apparent viscosity of samples with different contents of glutinous rice flour
表2是不同糯米粉质量分数样品的质构特性分析。图3是不同糯米粉质量分数样品的动态模量分析。如表2所示,随着糯米粉质量分数增加,样品的粘结性逐渐增加,但是弹性和内聚性却均逐渐降低,这也反映在图3的样品的粘弹性随糯米粉质量分数增加而逐渐降低,说明样品的可打印性在逐渐降低。

表2 不同质量分数糯米粉的样品的质构分析Table 2 Certain key relevant index of texture analysis of of samples with different contents of glutinous rice flour
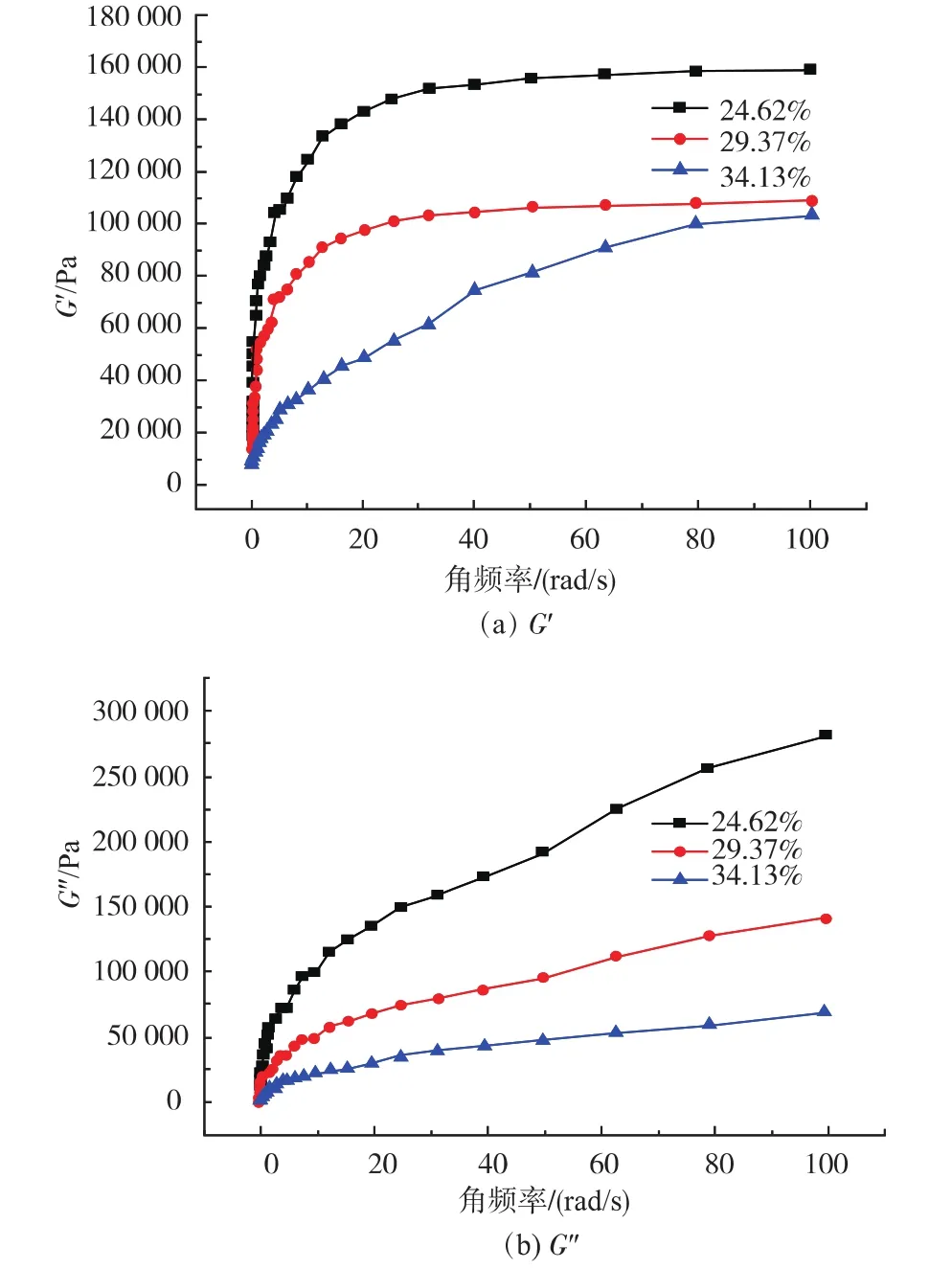
图3 不同质量分数糯米粉样品的动态模量分析Fig.3 Elastic and viscous modulus of samples with different contents of glutinous rice flour
图4是低场核磁测定的不同糯米粉质量分数样品的水分状态分布。T2代表不同状态的水的弛豫时间。T21代表结合水,T22代表非结合水,T23代表自由水。在麻薯样品体系中,0<T21<3 ms<T22<20 ms<T23<100 ms。如图4所示,随着糯米粉质量分数逐渐减少,T23的峰值逐渐降低,所占面积逐渐减小,说明麻薯样品内自由水的状态分布范围减小,从另一个侧面间接证明了麻薯样品的凝胶强度及硬度的逐渐增强。
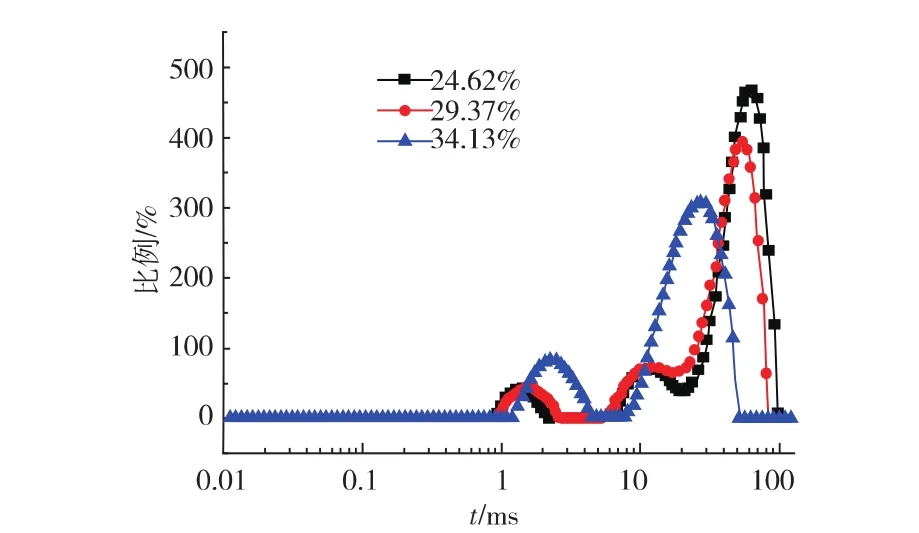
图4 不同质量分数糯米粉样品的水分分布Fig.4 Water distribution of samples with different contents of glutinous rice flour
2.2 不同打印温度条件下打印样品的成型效果分析
常温下由于麻薯自身过高的黏度使得麻薯的可打印性很差。适当地提高温度可以改善麻薯的流动性使其易于被挤出,从而提高了可打印性[5]。图5是不同打印温度设置下打印样品的照片。表3是不同温度设置下打印样品的三维结构分析。从图5和表3可以看出,当喷头加热温度为30℃时,打印产品的长宽高与目标模型的最接近,打印产品表面最光滑,打印产品的成型效果最好。较低温度(25℃)的样品的挤出性较差。较高温度(35℃)的样品则容易发生坍塌现象。

图5 不同喷头加热温度下打印样品的照片Fig.5 Representative photos of printed products with different extruding temperature
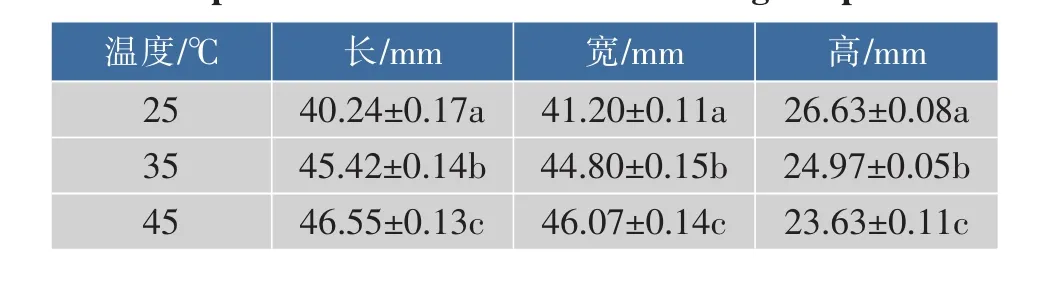
表3 不同喷头加热温度下打印样品的三维结构分析Table 3 Three-dimensional structure analysis of printed products under different extruding temperature
图6是25~45℃范围内样品的动态模量分析。如图6所示,在测试的温度范围内,随着温度上升,粘弹性先升高再下降,并且在30℃附近获得最大的粘弹性,说明具有最好的可打印性。因此,处于适中糯米粉质量分数(29.37%)及适中打印温度(30℃)的样品具有最理想的粘弹性,能够保证既能有较好的挤出性,又能有较强的维持自身形状的稳定性。

图7 不同喷头直径条件下打印样品的照片Fig.7 Representative photos of printed products with different nozzle diameter
2.3 不同喷头直径条件下打印样品的成型效果分析
喷头直径大小决定了挤出物料的直径大小,因此喷头直径主要影响打印样品的表面精细程度和打印精度。喷头直径越小,样品的打印精度越高。图7是不同喷头直径条件下打印样品的图片。表4是不同喷头直径条件下打印样品的三维结构分析。从图7和表4可以看出,随着喷头直径的变小,打印样品的表面越来越细腻光滑、打印精度也越高。当喷头直径为0.8 mm时,打印样品的长宽高与目标模型的最接近。

表4 不同喷头直径条件下打印样品的三维结构分析Table 4 Three-dimensional structure analysis of printed products under different nozzle diameter
3 结语
作者研究了不同麻薯配方中糯米粉含量、打印温度及喷头直径对打印产品成型效果的影响,并探究了打印样品的流变特性、质构特性及水分状态分布,解释了配方、打印温度及喷头直径影响打印产品成型效果的原因。实验结果表明:当配方为m(糯米粉):m(水):m(异麦芽糖浆):m(高麦芽糖浆):m(芝麻油)=29.37:33.99:16.20:19.44:1.00,喷头挤出温度为30℃及喷头直径为0.8 mm时,打印产品的成型效果最好。与原麻薯配方体系相比,添加糯米粉可增加麻薯样品的表观黏度、粘结性及粘弹性,但是也一定程度上稍微降低了糯米粉的弹性和内聚性,因此可打印性随糯米粉含量表现出先升高后降低。升高打印温度可以改善麻薯体系的流动性,一定程度上提高了可打印性,但是如果温度设置超过一定阈值,过高的温度反而会造成打印产品容易发生坍塌现象。喷头直径大小决定了挤出物料的直径大小,因此喷头直径主要影响打印样品的表面精细程度和打印精度。喷头直径越小,样品的打印精度越高。总之,打印产品的品质或成型效果主要取决于两个方面:挤出性和维持形状的稳定性。因此,如何平衡好挤出性和维持形状的稳定性是今后实际3D打印产品的生产中关键问题及注意点。