车桥夹具在自动化加工中的设计与应用
2020-05-15沈阳第一机床厂有限公司辽宁沈阳110142
■ 沈阳第一机床厂有限公司 (辽宁沈阳 110142) 王 雷
近几十年来,我国汽车工业飞速发展,汽车零件加工制造业是汽车工业的一个重要支撑行业,也同样发展迅速。作为汽车关键零部件之一的车桥系统也得到相应的发展,据统计,国内每年的汽车车桥加工量达几百万根,在国内,数控机床对汽车车桥的加工工艺已经有了比较固定的加工方案,各生产厂家基本上形成了专业化、系列化和批量化生产的局面。下文对我厂销售的两台车桥专用数控车床在自动化生产线中加工挂车车桥的案例进行简单的介绍。
1. 工艺方案及自动化要求
工艺方案及自动化要求如下所述。
(1)工艺方案及设备选用 图1所示为挂车车桥,根据用户工艺要求,在本工序中,需要加工车桥两端外圆,为保证零件精度及加工效率,选用我厂的车桥类专用数控车床CQ550,该数控车床配置左、右双刀塔,可一次性装夹,同时加工车桥两端,既可以保证加工精度,也可以提高效率。另外左、右刀塔上均安装工件检测装置,使用该装置对工件进行检测,既可以实现工件自动定位,又可以保证加工尺寸的一致性。

图1 挂车车桥
(2)自动化要求 由于要使用自动化生产线加工车桥,所以就要求机床上的各类工装必须能实现自动化加工这一功能,另外从提高生产效率和降低操作人员的劳动强度方面考虑,客户也要求工件的整个定位和装夹过程最好全部由液压系统来完成,机械手将工件安装到位后,只需要在机床上执行相应的代码,整个夹紧过程就会自动完成,不需要人为地去调整,并要保证安全性。
2. 专用工装
设计的专用工装如下所述。
(1)胀块式夹具 加工车桥的胀块式专用夹具装配如图2所示。
夹具体安装在机床主轴上,通过螺钉紧固。过渡套安装在夹具体上,可以根据车桥内孔不同,实现夹具互换。定位套安装在过渡套上,起到轴向定位作用。锥套通过小轴安装在导向体上,导向体通过拉杆联接尾部液压缸。端盖大角度锥角可以避免与工件刮碰。
液压油通过液压缸推动拉杆向右移动,锥套在拉杆的推动下,通过锥面使胀块在径向方向移动,直至胀紧工件内孔。反之,则松开工件。
由于是挂车车桥,工件相对质量小,因此采用一端胀块式夹具,另一端使用专用顶尖顶紧工件。这样既能满足精度要求,同时也降低了夹具成本。
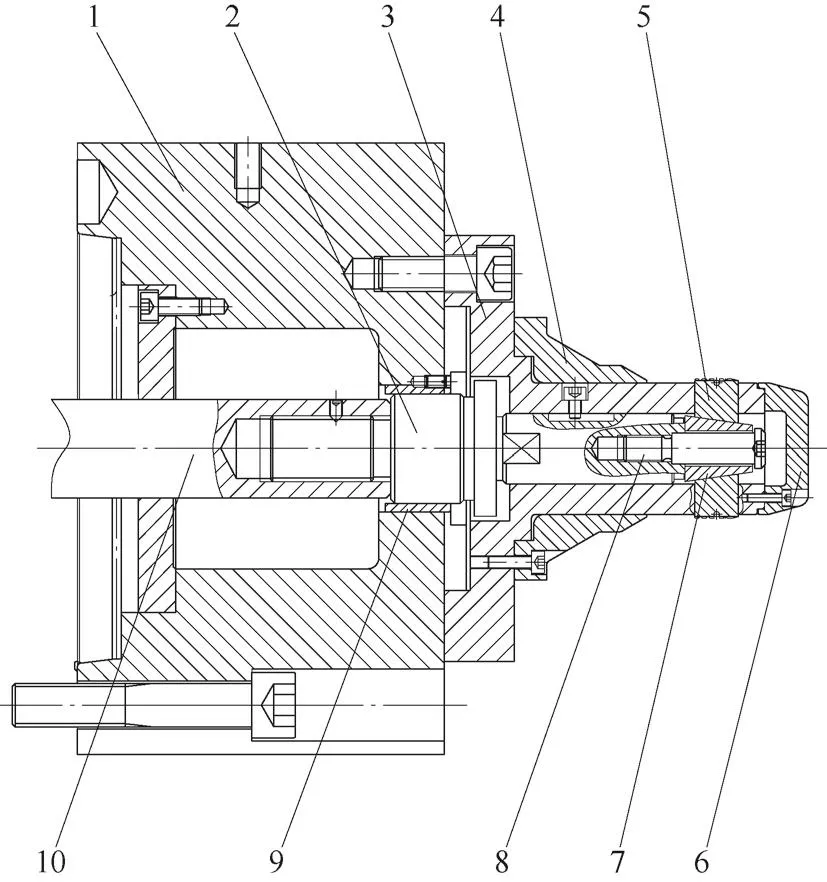
图2 胀块式夹具装配
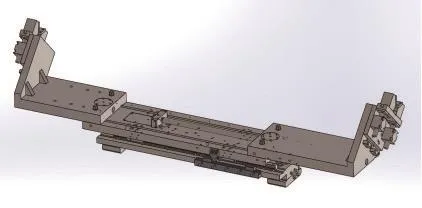
图3 自动拖料架
(2)自动拖料架 图3所示为自动拖料架三维图,共分为3层,最下层为固定板,安装在机床床身上,配有镶条,通过两侧压板压紧。中间层为过渡板,在过渡板与固定板之间,安装有Z轴液压缸和滚动直线导轨。Z轴液压缸行程190mm,可根据工件上下料需求,在190mm范围内调整实际行程。最上层为支架层,分别安装有左、右两个支架,左、右液压缸以及V形块、丝杠和丝母座等。左侧支架为固定支架,通过T型螺栓固定在过渡板上,支架右端面距过渡板左端面110mm。右侧支架为可调整支架,根据零件的长短,可用扳手调节大螺距丝杠,使支架移动至适合的距离,之后锁紧T型螺栓。支架可在1 900~2 500mm的范围内进行调整,适合长度在此范围内的车桥进行加工。
拖料架的上、下料均是通过液压控制实现的,再配合桁架机械手就可以实现自动上、下料。拖料架上料顺序如下:机械手将工件放在拖料架的V形块上,左、右支架上的液压缸同时推动工件上升,到位后,过渡板下面的Z轴液压缸向左推动过渡板(实现Z轴方向的上料),使工件进入胀块式夹具,尾台专用顶尖左移顶紧工件,到位后,夹具胀紧工件内孔。然后左、右支架上的液压缸同时下降。拖料架下料顺序如下:工件加工完成后,左、右支架上的液压缸同时上升托住工件,夹具松开,液压尾台撤回,过渡板下面的Z轴液压缸向右推动过渡板(实现Z轴方向的下料),左、右支架上的液压缸同时下降,桁架机械手取走工件。同时,机床配置了工件测量装置,可对工件进行位置标定,以及工件是否正确上、下料进行测量,避免与其他部件发生碰撞现象,保证加工安全可靠。
3. 应用实例
图4所示为此次销售的车桥自动化生产线中,专用车桥数控车床的现场实例。在此次验收过程中,我们所设计的专用夹具以及自动拖料架,均采用液压控制,运转平稳,安全可靠。满足了客户的自动化需求。同时在加工节拍、加工精度等方面也都达到了客户的要求,得到了客户的高度认可,值得在汽车车桥类零件加工中推广应用。
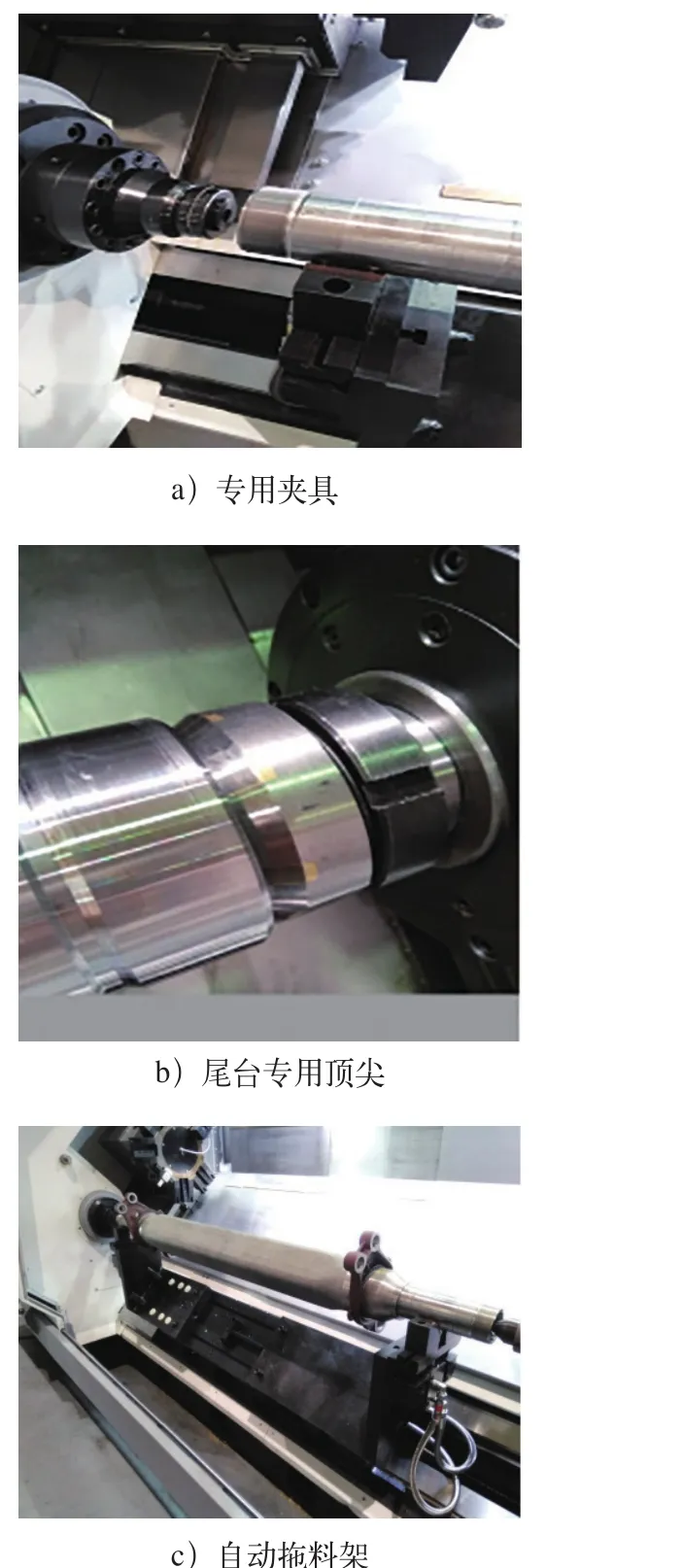
图4 现场实例
4. 结语
由于汽车制造产业的蓬勃发展,实现汽车零部件自动化加工的趋势将越发明显,本文通过分析车桥的加工工艺以及自动化要求,选取了专用的加工设备,设计了专用夹具及自动拖料架,并将其应用于自动化生产线中,在现实生产中验证了方案的可行性,以及专用夹具的可靠性。
