大吨位高速精密冲床的研发
2020-05-14黎近秋牟联满赵利平
黎近秋,牟联满,赵利平
(1.东莞市高技能公共实训中心,广东东莞 523297;2.东莞市泰基山机械设备有限公司,广东东莞 523770)
0 引言
随着我国EI、电机、连接器、计算机、移动电话、航空LED、汽车、非标五金等行业的蓬勃发展,冲压制造行业对生产力有着越来越高的要求,传统的普通冲床已经无法达到高速冲压效果,因此将会逐渐被更有优势的高速精密冲床所代替[1]。中国高速冲压零件加工行业的发展突飞猛进,最大的技术进步还是冲压速度、精密度的极大提升,国内高速精密冲床发展飞快,从低速向高速、从普通到精密是中国高速冲床的重要转变,也是中国高速精密冲床市场发展的必然结果。
国内高速冲床生产厂家虽起步较晚但发展较快,已推向市场的高速冲床产品大都可以基本满足国内用户的使用要求,实现进口替代。但是国内高速冲床产品和国际一流水平产品相比,除了在性价比上占有优势,在产品的精度、设定转速、机床稳定性、耐用寿命和性能等指标上还存在很大差距[2]。
1 高速精密冲床结构
高速精密冲床如图1所示,主要由曲轴转动组件、滑块调模组件、大直径长导柱机构、润滑油回油路系统等组成[3]。4个大直径滑块长导柱与2条大直径的调整螺杆穿过滑块均布连接,使滑块在冲压动作时高效、平稳地完成冲压动作。
1.1 曲轴转动组件
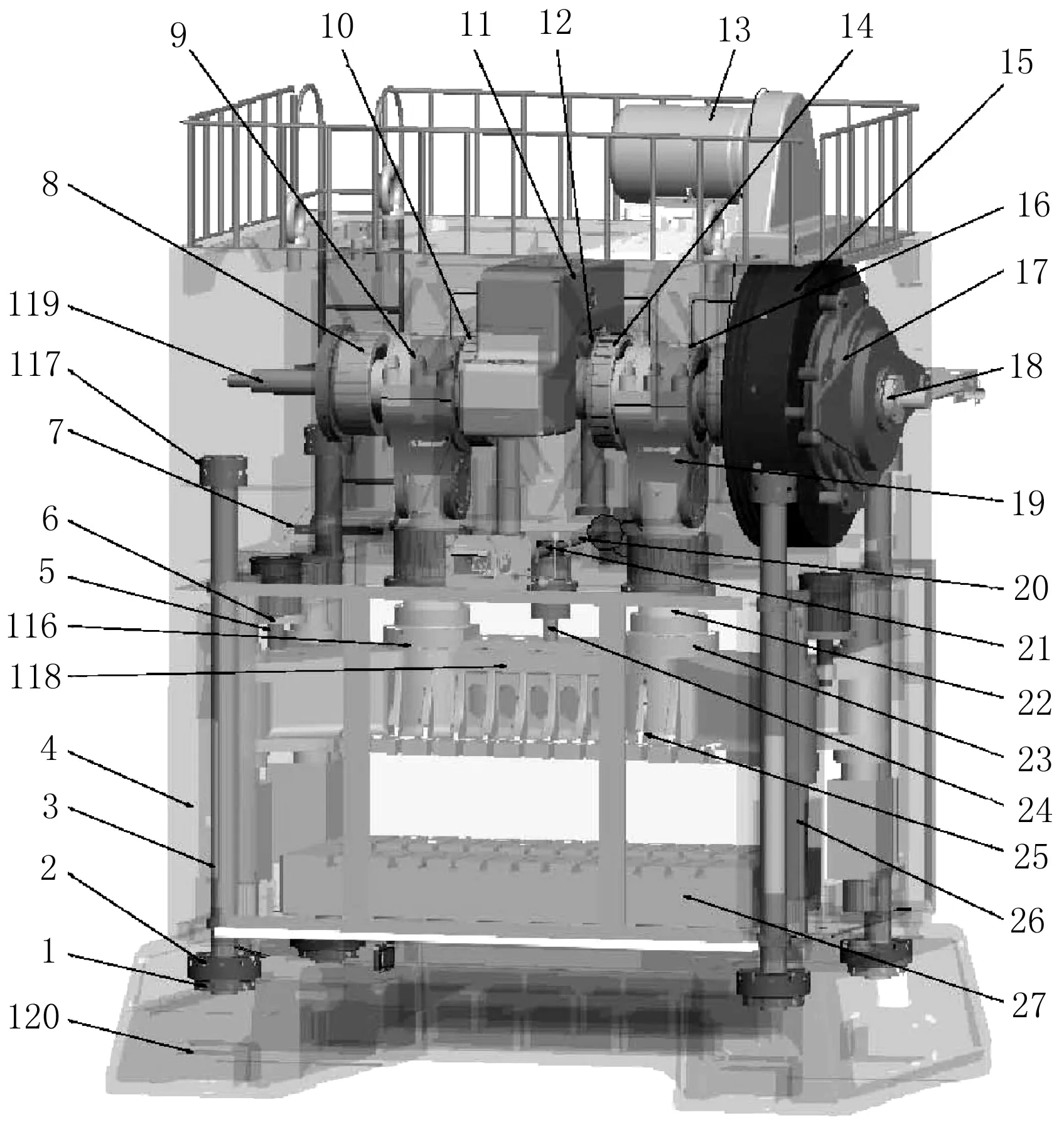
图1 高速精密冲床结构设计图
当电动马达接收到控制系统指令后,马达启动,带动1组皮带轮与飞轮转动。曲轴上的滑动轴承均匀分布在曲轴上,使曲轴受力均匀。采用动平衡装置,曲轴动平衡轴颈处两段向上偏心,曲轴滑块连杆轴颈处两段向下偏心。利用曲轴偏心量来达到产品的行程数,左端与冷油机联接。曲轴内部深孔油路,保证了具备液体润滑的条件下可长时间高速运转。图2所示为曲轴转动组件。
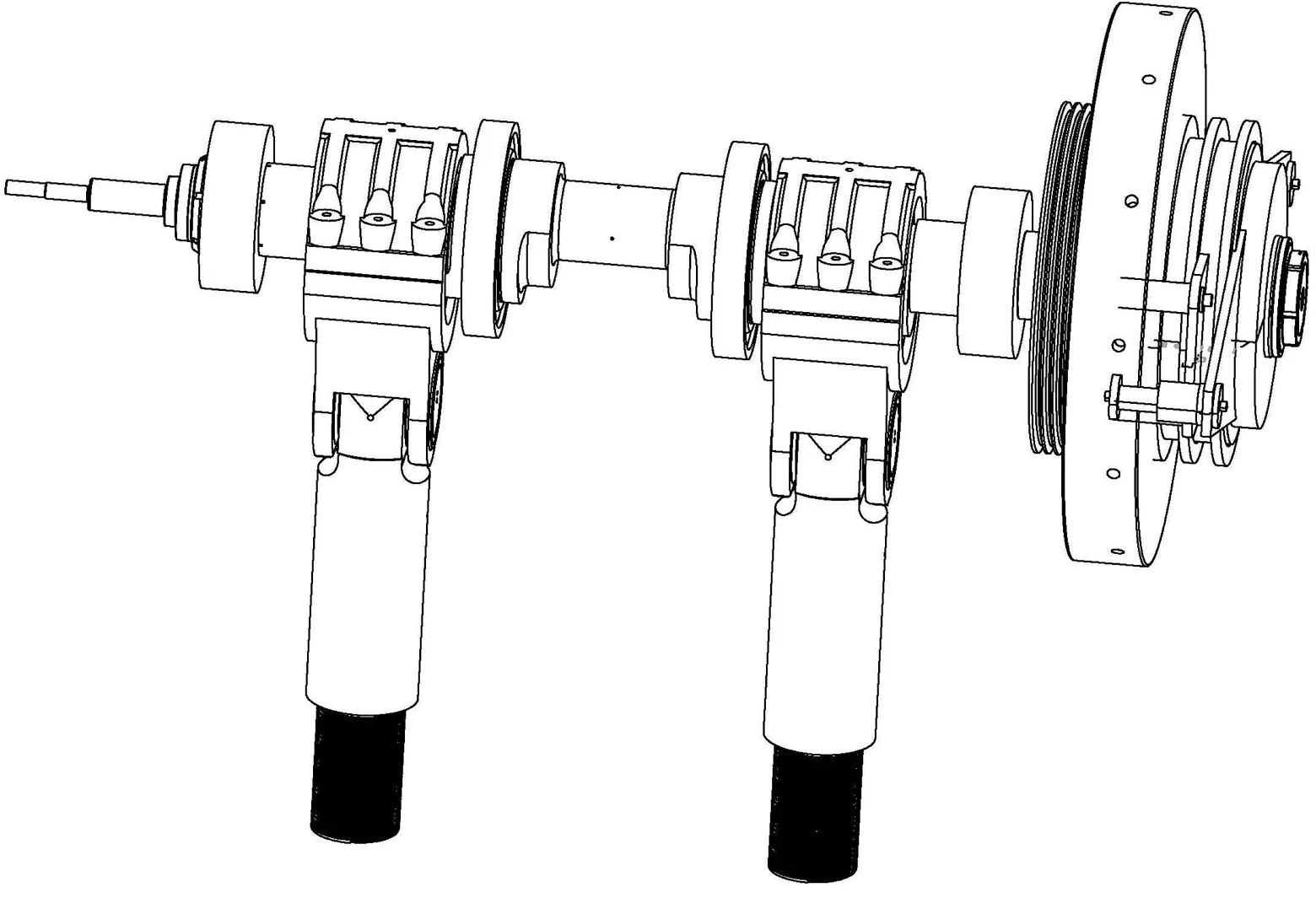
图2 曲轴转动组件
1.2 八圆导柱结构组件
如图3所示,装夹上模冲头即滑块,采用八圆导柱结构与滑块联接。油路进油入滑块4个位置,在高速运转时,滑块上下滑动。确保在多功能复合冲压模具冲压复杂多工序的产品时,滑块的工作精度——平衡度、垂直度是完全达到的[4]。
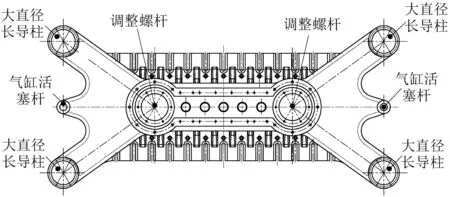
图3 八圆导柱结构组件
1.3 润滑油回油路系统设计
润滑油回油路的循环冷却系统中(图4),润滑油起到的主要作用如下。
(1)润滑作用。润滑油减小运转部件自身与2个运转部件之间的摩擦,使机台运转更灵活。
(2)降温作用。机台在运转过程中会因功产生一定热量,而润滑油可以通过循环冷却把一部分热量散发出去,从而保证机台在正常的温度环境下运转。
(3)耐磨损作用。润滑油在设备零部件的表面会形成一层薄薄的油膜,油膜作为一种介质可以避免零部件的直接接触,延长配件的使用寿命。
(4)抗腐蚀作用。润滑油本身具有防腐作用,可以克服水蚀对设备的危害。
以上4个作用中,润滑和降温效果的好坏,将直接影响机台的正常运转。
1.4 卡模时解模组件
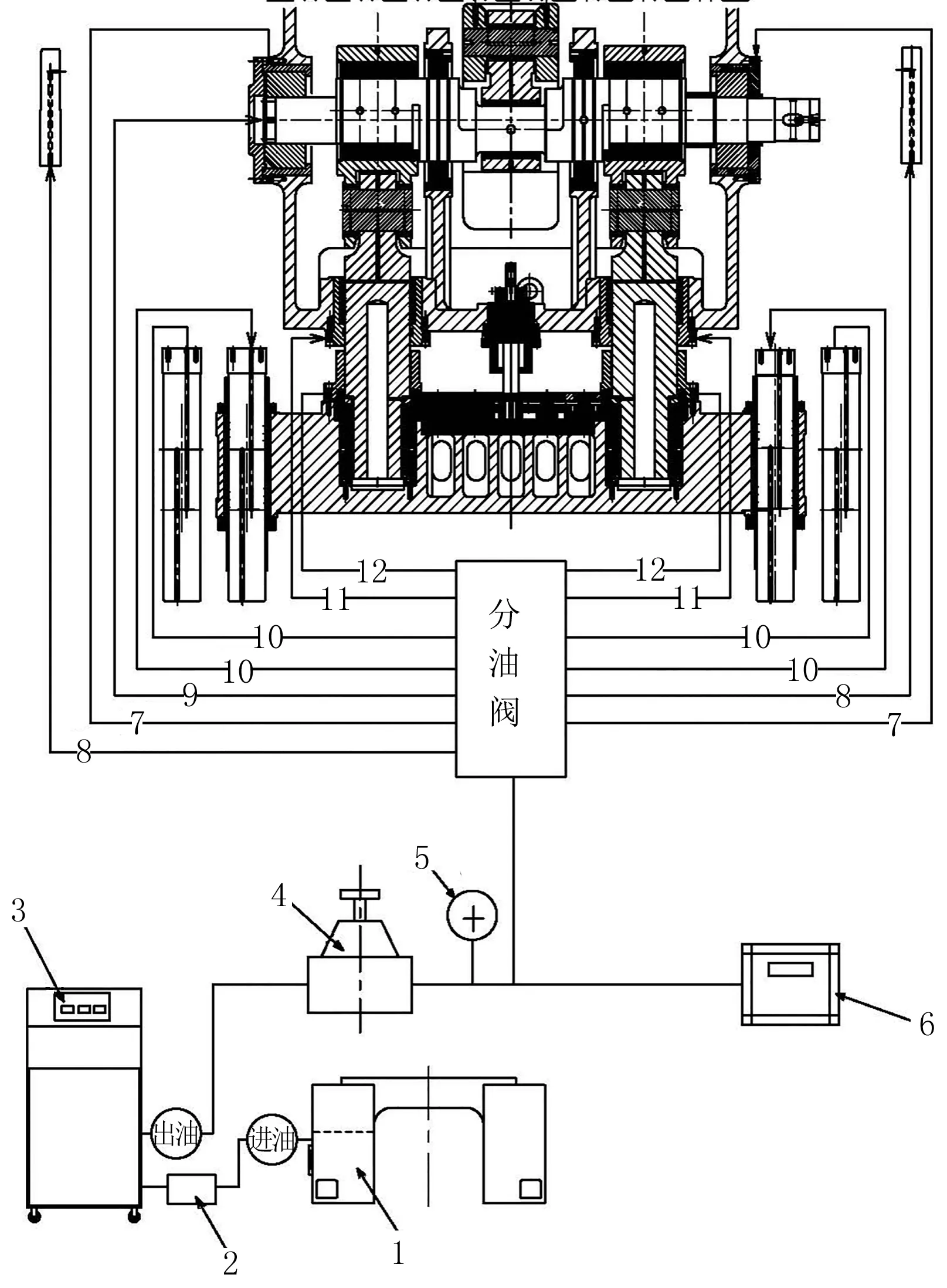
图4 润滑油回油路系统
当机床在冲压产品时,在下死点附近被卡死,离合器打滑,滑块不能动作。产生这种状况时,泰基山高速冲床可以通过4组拉杆组件内的液压活塞卸除压力,将卡模现象解除。用简单巧妙的方法,轻松解决了卡模后需要花较长时间和力气才能解决的难题,既省时省力,又无需损坏某个零件、部件或模具,这是液压快速解模装置实用性的关键所在[5]。图5所示为卡模时解模组件。
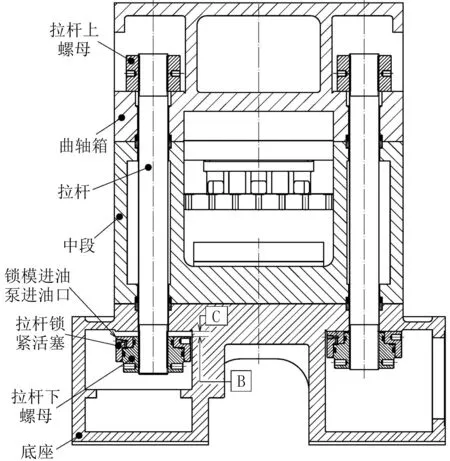
图5 卡模时解模组件
2 高速精密冲床工作原理
冲压工件时,通过变频电动机和3条皮带带动1组皮带轮、飞轮旋转,飞轮的转动带动曲轴转动。曲轴带动调整螺杆上下移动,通过油压进油到锁模活塞,油压加压后锁模活塞与滑块连接,同时抱紧调整螺杆直径作上下移动,滑块两侧4个大孔穿过4条滑块长导柱上下滑动。4个大直径滑块导柱和2条大直径的调整螺杆与滑块均布连接,使滑块在冲压动作时高效、平稳地完成冲压动作,保证了滑块大面积工作面每个位置的平行度、垂直度达到标准,确保在多功能复合冲压模具冲压复杂多工序的产品时,滑块的工作精度——平衡度、垂直度是完全达到的[6]。
锁紧拉杆依次穿过曲轴箱、中段和底座,锁紧拉杆的一末端由拉杆上螺母固定于曲轴箱内,另一末端由拉杆下螺母固定于底座内,拉杆下螺母与底座内表面之间夹持一液压活塞模块,液压活塞模块包括液压活塞、活塞活动杆和液压进油口,连接启动油压泵浦单元,可维持液压活塞对底座的压力。在固定锁紧拉杆的下方加装1组液压活塞装置,该液压活塞装置内的液压活塞与底座的内表面之间相互靠近,可通过液压进油口输入压力,使液压活塞压紧底座的内表面形成锁紧力。当发生卡死时,可以将液压活塞装置卸荷,从而令拉杆下螺母与底座之间恢复缝隙,实现解模。
工件冲压完成后,机构手回到原位,操作面板上按下“紧急停止”,检查上模座、下模座模具冲头是否有磨损,使飞轮与刹车离合器脱离,切断电源,放出剩余空气。将工作台面涂防锈油,重复下一个工作循环。
3 高速精密冲床的特色与创新
(1)高速精密冲床在传动结构与调整方面,从选材、结构创新方面实现了设备在运行过程中的高精度及稳定性。一是曲轴转动机构,由轴承端座、曲轴箱支承铜套和曲轴轴承等组成。二是调整螺杆配合结构,包括滑块、调整螺杆、调整齿轮副锁模活塞等传动链。机械加工无法达到此精度,用内外圆螺纹磨床也很难达到。将调整螺杆大齿轮的齿轮长度一分为二,不修改原齿轮总长,这样机械加工比较容易达到此精度,降低加工成本,提高效率。三是连杆曲轴联接结构。曲轴与滑块连杆的联接结构,采用了新型的连杆曲轴联接结构,在曲轴与连杆之间安装多个单列圆柱滚子轴承。
(2)高速精密冲床曲轴内循环润滑结构解决了容易造成润滑不足、零件过早磨损、抱轴等不良现象。通过冷油机、连接轴直接给曲轴上各个支承旋转的滚动轴承、铜套或铜瓦24 h源源不断地提供有压力的冷却后润滑油,确保曲轴转动部分不会因为供油不足而引起油温升高,从而产生抱轴或过早磨损现象。曲轴上旋转部分通常用飞溅润滑或喷射润滑,这两种润滑不可靠,油膜不会均匀,或飞溅,喷射润滑油的位置偏、角度偏差。
(3)高速精密冲床解决在调模操作时,工作人员由于操作不慎出现卡模,导致长时间恢复的问题,通过一种使用数字显示的模高调整结构,实现准确可靠的人工调整模高。快速解模包括锁紧拉杆、曲轴箱、中段和底座,锁紧拉杆依次穿过曲轴箱、中段和底座,一末端由上螺母固定于曲轴箱内,另一末端由下螺母固定于底座内。下螺母与底座内表面之间夹持有一液压活塞模块,液压活塞模块包括液压活塞、活塞活动杆和液压进油口,连接启动油压泵浦单元,可维持液压活塞对底座的压力。在固定锁紧拉杆的下方加装1组液压活塞装置,该液压活塞装置内的液压活塞与底座的内表面之间相互靠近,可通过液压进油口输入压力,使液压活塞压紧底座的内表面形成锁紧力。当发生卡死时,可以将液压活塞装置卸荷,从而使下螺母与底座之间恢复缝隙,实现解模。数字显示的模高调整结构由齿轮减速电机(或盘式电机)、链轮副、万向连接轴、蜗杆副、滑块调整螺杆副等组成。这种新型模高调整结构,无论模高调整30 mm或50 mm,都可以通过模高指示器数字显示出调模高的深度(包括显示高速冲床当时的闭合高度),数字显示精度为0.01 mm,完全满足生产高端冲压产品的技术要求[7]。
4 结束语
本文解决的关键问题:一是在曲轴转动结构中采用滚动轴承和滑动轴承相互结合的方式,保证摩擦因数小、传动效率高,高速转动的滑动轴承,保证具备液体润滑的条件下可长时间高速动转;二是设计新的曲轴内循环润滑结构,实现在各曲轴位置上制作曲轴分流道,通过冷油机注入润滑油到各轴承位置内部,保证曲轴不会由于油温升高或供油量不足,发生抱轴和轴承过早磨损现象[8]。