漆包机烘炉的热平衡控制方法研究*
2020-05-14王俊影袁浩期
王俊影,李 扬,袁浩期
(广东工业大学机电工程学院,广州 510006)
0 引言
漆包机是用于生产漆包线的专用设备。目前漆包机存在温度控制精度不高、不环保以及高耗能等问题,主要原因是漆包机各加热区的温度受大气温度与大气气压变化的影响,同时控制策略也对调温效果产生了较大影响,使得烘炉内部各温区的温度波动范围大(20~30℃以上)。例如,当烘炉内部的热能过剩或不足时,对烘炉内部各温区分别采用独立温控表进行温度调节将产生较大困难,就会出现“顾此失彼”的严重问题。此外,烘炉的热能过剩就浪费了电能,热能不足又容易出现控温不准,也就造成催化燃烧不充分和废气排放超标。因此,漆包机烘炉的热平衡控制方法对于保证漆包线加工质量、节约能源和环保都具有重要的意义。
高建文等[1]提出了利用热能平衡控制、模糊控制和PID控制相结合的方法,对现有的漆包机炉温控制系统做出改善。张晓栋等[2]提出了一种漆包机烘炉的热能平衡模糊控制系统,使烘炉的温控能够自适应环境温度的变化,节约电能,提高了产能比。本文对卧式漆包机炉膛的内部结构进行了分析,结合热平衡原理实现对漆包机烘炉整体系统的热能模糊控制。对PID控制方法与模糊控制方法进行了仿真对比,并搭建了模拟试验装置进行了实验研究。
1 漆包机烘炉热能计算
1.1 漆包机炉膛结构
目前我国以采用多层催化燃烧热风循环结构的低速卧式漆包机为主,该烘炉内部构造复杂,需要调整的阀门多,各加热区的温度调节比较难[3];另外各加热区之间由于热量的传递,导致不同温区相互影响。漆包机的烘炉结构主要分为:前炉加热区、中炉加热区、后炉加热区、催化区和循环区。漆包机烘炉结构如图1所示。
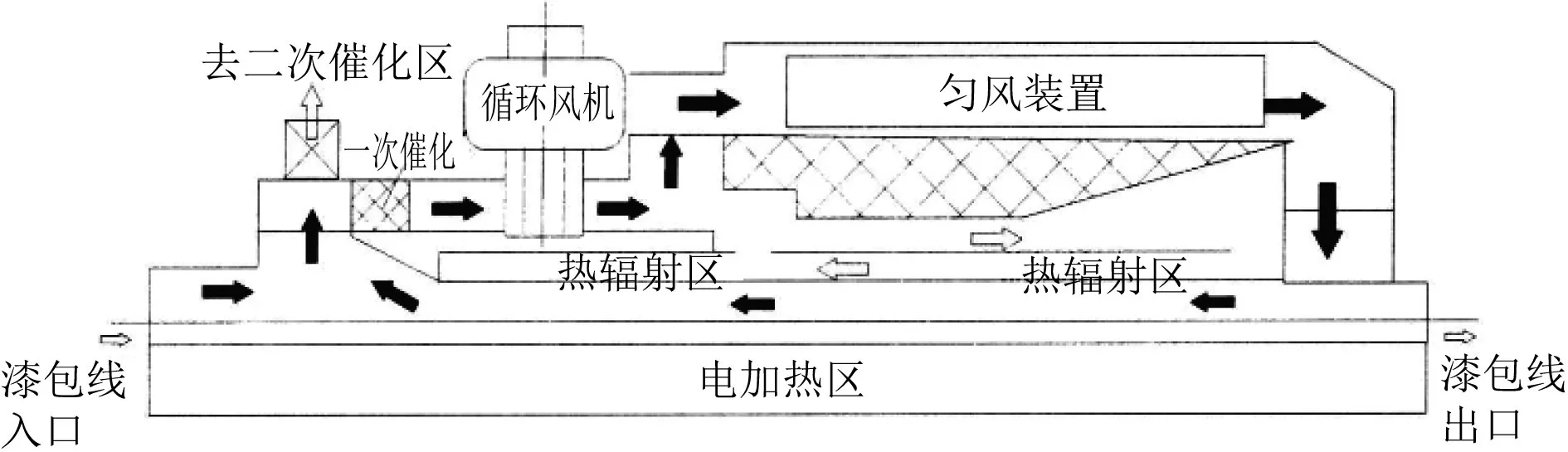
图1 漆包机烘炉结构图
1.2 热能平衡模型
烘炉的热平衡模型如图2所示。绝缘漆在烘炉中催化燃烧放出大量的热能,再加上加热管放出的热能与排废时的热量损失,烘干暖风的利用热输出,以及漆包机的热能泄漏,在烘炉运行过程中达到动态的热能平衡,称之为烘炉热能平衡。烘炉的热平衡式的模型为:

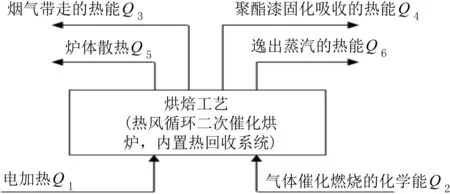
图2 烘炉的热平衡模型
式中:Q1为烘炉内的电加热能,kJ/h;Q2为烘炉内有机溶剂蒸气经过催化燃烧后释放的化学能,kJ/h;Q3为烘炉排放烟气带走的热能,kJ/h;Q4为导线上聚酯漆固化吸收的热能,kJ/h;Q5为炉体散热,kJ/h;Q6为炉膛出口处逸出蒸气的热能,kJ/h[2]。
1.3 热能的计算
系统的热能主要指热量,热量Q的计算式简化为:

式中,CV为炉膛热蒸气的比热,dT为炉内外的温差,即dT=t-t0,t为炉内温度,t0为大气温度[4-5]。

可得:式中:V1、V2、V3为前炉、中炉和后炉的容积,V1=V2=V3=VH/3,VH为烘炉的容积;V4为催化前炉腔的容积;V5为催化室和催化后炉腔的容积;t0为大气温度;t1、t2、t3为前炉、中炉和后炉的温度;t4为催化前炉腔的温度;t5为催化后炉腔的温度;取比热为相对值,C1=C2=C3=C4=1.0,取C5=2.0。
因此可得到炉膛热量(相对值)的计算式为:

2 热能模糊控制
2.1 模糊控制原理
模糊控制器主要分为3个部分:模糊化输入、模糊推理和解模糊,对于二维模糊控制器,需要同时将偏差E和偏差变化率EC作为输入量。本文将E、EC和U这3个论域均 分 为7级{- 3,-2,-1,0,1,2,3} , 用 符 号{NB,NM,NS,ZO,PS,P M,PB} 来表示[6-7]。
2.2 输入量量化
输入量量化等级如表1所示,实验环境按照控制精度在±1℃要求,定义E的论域为[-6,+6],EC的论域为[-0.9,+0.9]。E代表热能误差,通过上文所述的热能方程,利用热电偶检测到的温度以及设定的温度计算热能值Qr(检测计算热能值)和Qt(设定热能值),热能误差E=Qr-Qt,E>0表示系统热能高于设定值,E<0表示系统热能低于设定值。
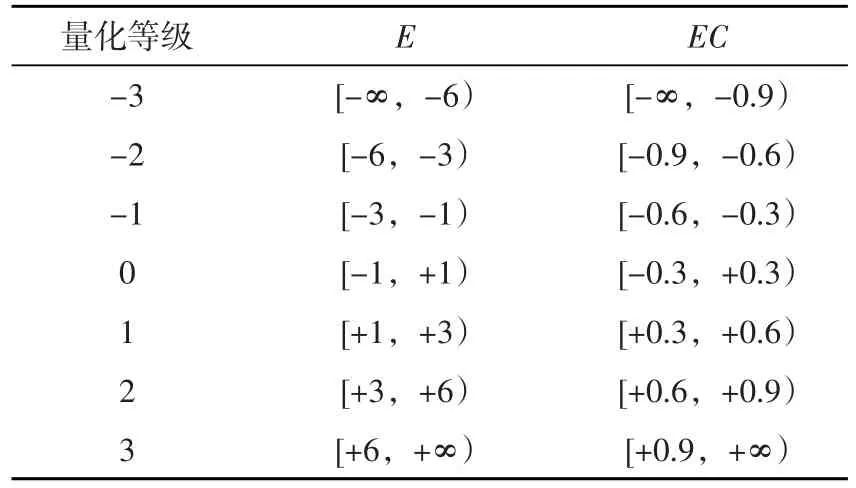
表1 输入量量化等级表
EC代表热能误差变化率,用当前误差与前一时刻采样热能误差的差值变化率EC=E n-E n-1来代替。若EC>0,表明系统热能在增加,系统正进行的是升温过程,若EC<0表明系统热能在减少。
2.3 模糊推理
E和EC对应的模糊规则为:
IF E is NB and EC is NB
Then U is PB
该规则可归纳为IF A and B then C,其中A为论域U上的一个模糊子集,B是论域V上的一个模糊子集,根据人工调节的经验,可给出其控制决策表R,R是笛卡尔乘积集的一个模糊子集,则某一时刻其控制量由下式给出:

模糊推理采用最小最大的方法,由于MCGS控制器脚本程序的模糊运算能力有限,所以将模糊矩阵运算的运算部分采用离线方式进行求取[8]。根据E和EC查找模糊控制响应表,如表2所示。
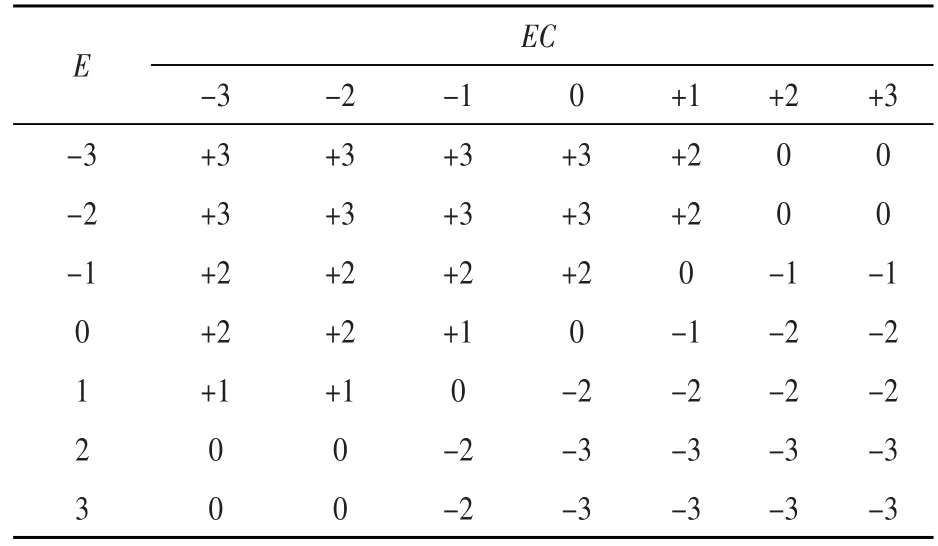
表2 模糊控制响应表
2.4 解模糊
U表示模糊控制器的输出,由于U代表的是电流变送器的输出,范围在[4 000,20 000],输出量化等级与输出相应表如表3所示。

表3 输出量化等级与输出相应表
3 仿真模拟及实验验证
3.1 Simulink仿真
按照前文介绍的模糊控制规则建立模糊推理系统,设置相应的仿真参数。PID控制中Kp=10,Ki=8,Kd=5,而模糊控制器中设置Gain=3.5,Gain1=0.5,Gain2=2,将基本论域与模糊论域对应上;由于漆包机烘炉的传递函数可以近似为一个一阶环节和迟滞环节,利用Simulink画出仿真图进行PID控制与模糊控制的仿真,如图3所示。
系统响应图如图4所示,通过比较PID控制器和模糊控制器,可知两个系统的波形并没有太大的区别,都提高了系统的响应速度,相对而言,PID控制一般需要精确建模,然后再用试凑法给出P、I和D参数;而模糊控制则不需要进行精确建模。由于在实际生产实践中难以确定系统的传递函数,因此模糊控制方法就具有较大应用价值。

图3 Simulink仿真图
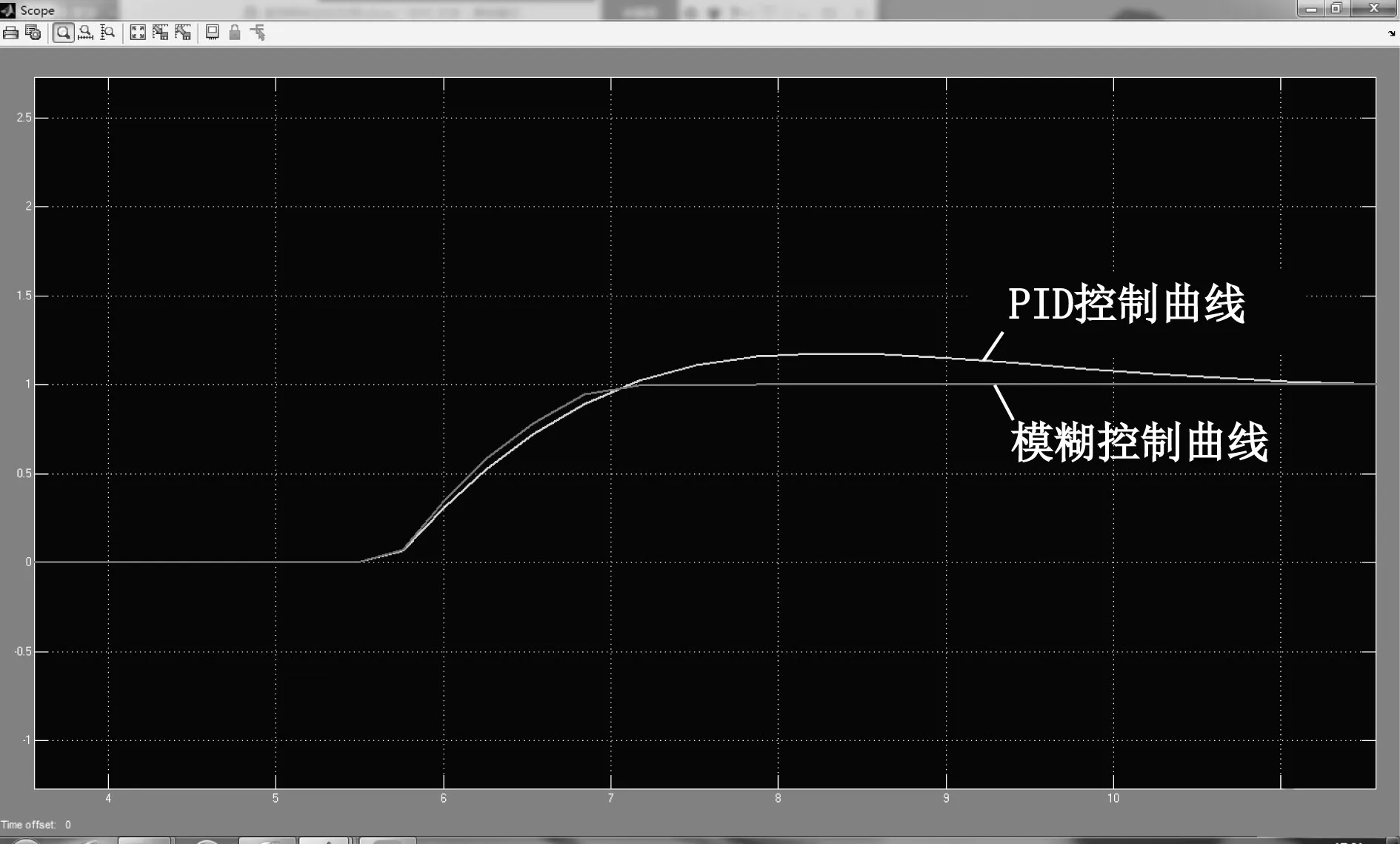
图4 系统响应图
3.2 实验系统设计
使用MCGS触摸屏、RS485共享器、热电偶温度采集模块、可控硅模块、远程IO块、电源模块等组成控制系统,搭建了漆包机烘炉模拟实验装置,在MCGS组态环境下编写热平衡模糊控制程序并下载到嵌入式触摸屏。实验结果如表4所示。在达到设定温度时,热电偶检测到的温度会在一定幅度内上下波动,波动范围在±2℃左右,控制精度达到3%以内。

表4 温度测量表
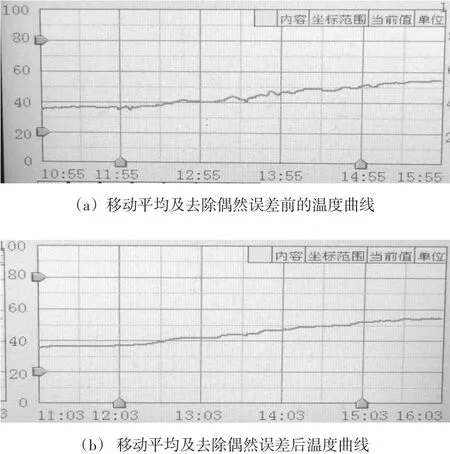
图5 移动平均及去除偶然误差的前后对比曲线
在实验条件下,由于系统回路接触不良,使热电偶的检测温度易产生跳动。所以在软件中需要对热电偶检测到的温度值进行移动平均和去除偶然误差处理平滑曲线。移动平均及去除偶然误差的前后对比曲线如图5所示。
4 结束语
本文根据漆包机烘炉的热能平衡模型,提出了相应的热平衡模糊控制方法。仿真和模拟实验结果表明,热平衡模糊控制方法对烘炉加热和热平衡过程中各个温控点的调温效果好,稳态精度能满足实际生产要求。