枕式果蔬食品包装机的设计与试验
2020-05-06袁飞周文彬
袁飞,周文彬
1. 常州工业职业技术学院(常州 213000);2. 飞利浦医疗(苏州)有限公司(苏州 215024)
随着生活水平的提高,人们越来越追求品质高、外观精美的食品,其中蔬菜水果为甚,所以对果蔬等食品进行包装是食品工业领域新的发展方向[1-2]。为了适应社会的发展以及消费者的需求,国内外包装设备也在快速地提升品质,与国外相比,国内的食品包装机在灵活性、包装速度和效率上均稍有逊色,国内食品包装基本还处于手工包装或者用简易封口设备进行的半自动包装水平,一般的包装机也是对特定大小的产品进行包装作业[3-5]。因此设计了一种枕式果蔬食品包装机,它能够适用不同形状大小的果蔬食品包装,并对样机进行了验证,证明所设计的果蔬食品包装机具有高效率、高稳定性的特点。
1 果蔬食品包装机的总体结构和工作原理
枕式果蔬食品包装机主要由送膜机构、物料输送机构、制袋装置、纵封机构、横封机构、控制箱组成[6-7]。通过变速箱对伺服电机减速增扭,从而带动带轮或链轮来实现机器的运转,每个机构均由不同的伺服电机来驱动,从而实现各个机构的稳定协调合作,结构简图如图1所示。
果蔬包装机的工作流程[8]:待包装的果蔬沿着物料输送机构到达制袋装置位置,同时包装用的薄膜由送膜机构送入制袋装置成型,然后果蔬进入卷曲成型的包装袋中,由纵封装置实现纵封,再由传送带送入横封装置进行横封处理,切断包装膜,最后由传送带输出成品,至此完成一次作业循环。
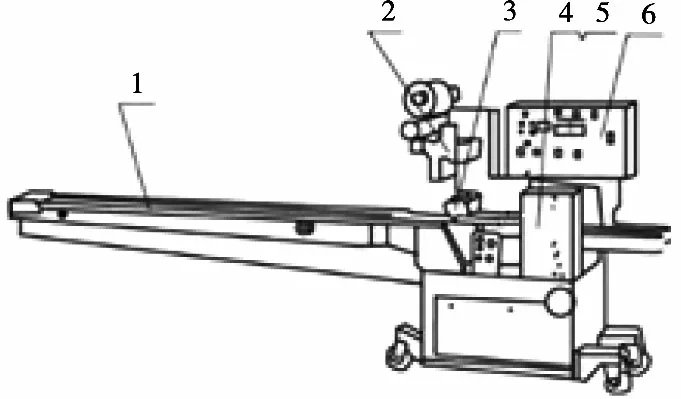
图1 果蔬包装机结构简图
2 关键部件设计
2.1 送膜机构设计
该机器用柔性卷盘复合材料作为包装膜[9-10]。送膜机构的结构简图如图2所示,在支撑轴上的包装膜,经过导向辊导向,张紧辊张紧,再经驱动辊和压膜胶辊牵引其向前输送,由于瞬时速度的变化会导致输送的包装膜时松时紧,所以装有摆臂张紧装置,来保持包装膜适当的张紧,最后包装膜通过制袋成型器卷边成型。
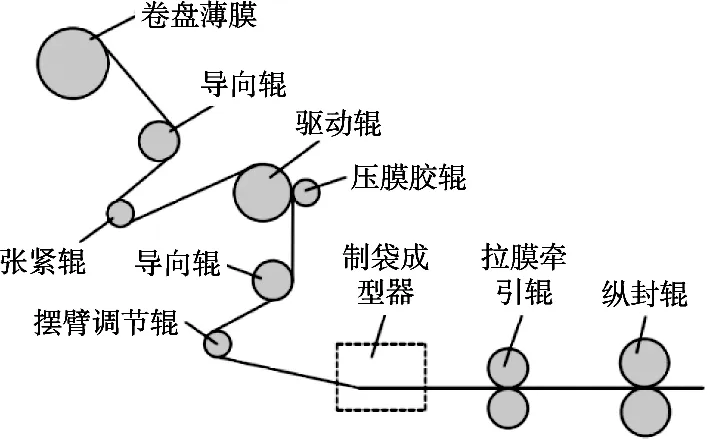
图2 送膜机构简图
设拉膜牵引辊以一定角速度转过角度θ,卷盘薄膜转过φ角,则在某一瞬时卷盘薄膜的工作半径为:

式中:r0为卷盘薄膜的初始半径,mm;δ为卷盘薄膜的厚度,mm。
推导求得:
式中:R1为拉膜牵引辊的回转半径,mm。
由式(2)可知,当卷盘薄膜材料和厚度确定时,卷盘薄膜的瞬时半径r与拉膜牵引辊的回转半径和转过的角度有关。
得到的卷盘薄膜的转动惯量为:

式中:J0为支撑轴的转动惯量,g·mm²;ρ为包装膜的密度,g/mm3;B为包装膜的宽度,mm。
拉膜牵引辊的角速度ω与其转角θ的关系为:

式中:M为牵引辊的力矩。
由式(4)可知,随着包装薄膜卷的半径变小,其转动惯量也随之变小。因此,如果要保证牵引辊的送膜速度稳定,当包装膜卷半径和转动惯量变小时,要减小牵引辊的力矩。也就是需要调整送膜机构的阻尼力矩和包装膜的阻力矩。
在包装膜卷的支撑轴上加装带弹簧的刹车片。当支撑轴旋转速度发生变化时,通过刹车片使弹簧产生与速度变化大小呈反比的拉力,即当支撑轴速度变大时,弹簧被拉长,弹性力变大,同时刹车阻力也变大,从而阻止支撑轴速度变大;当支撑轴速度变小时,弹簧被缩短,弹簧的弹性力变小,同时刹车阻力也变小,从而使支撑轴转速加快,以此保证送膜速度的稳定。
2.2 纵封机构设计
产品包装封口的质量主要是由温度、压力、时间三个因素决定的,而三者之间又具有相互制约关系,所以选择各因素适当的参数非常重要[11-12]。
所设计的包装机采用辊轮式热封方法进行纵向热封,拉膜牵引轮将包装膜引导入辊式加热轮和纵封轮,同时进行加热和纵封,并继续引导包装膜前进,进入横封机构。为保证拉膜牵引轮的牵引速度与纵封轮的速度一致,两者动力由同一电机驱动同步带传递。
辊式纵封机构有纵封辊、加热辊以及齿轮、同步带等零件组成,为适应不同包装膜的热封需要,也为了提高成品的外观,纵封辊的热封面宽度一般为5~10 mm;为了使封口更加严密,辊面上设计有滚花纹。其结构模型如图3所示。纵封辊轮半径按式(5)计算。

式中:Q为包装机的生产速度,袋/min;L为包装产品的袋长,mm;ωZ为纵封辊轮的角速度,rad/s。
由式(5)可以得出,纵封辊轮半径取决于包装机的生产速度和产品的袋长。在固定产品的生产过程中,纵封轮的半径和产品袋长保持不变,要提高包装机的生产速度,只需提高纵封辊轮的旋转速度,并配合提高加热温度以保证高速下的封口质量,该设计通过控制伺服电机的转速来控制纵封轮的旋转速度,并通过同步带变速,改变传动比来实现不同袋长产品的纵封。
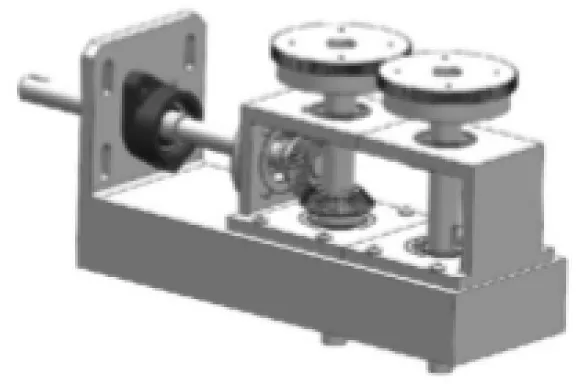
图3 纵封机构模型
2.3 横封机构
横封机构采用回转式,主要由回转轴座、切刀、加热电极等零部件组成,横封机构在对包装膜进行封合和切断时,要保证在切断包装膜的瞬间,切刀旋转的线速度与送膜机构牵引轮对包装膜的牵引速度一致,否则会撕拉膜,使横封口部位起皱或拉长,影响产品美观,甚至会扯破包装袋,降低成品率,影响包装效率[13-14]。
需要合理控制切刀的空转时间。为保证包装机能够连续准确地进行横封封切,应使切刀的空转时间稍大于或等于输送一个袋长的时间,所以横封机构的运转是非匀速转动。而且速度还可以在一定范围内调节,从而适用于不同的物料。
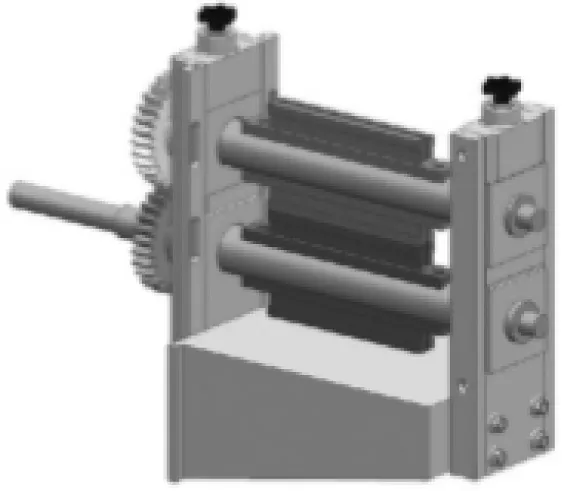
图4 横封机构模型
另外横封机构与整机之间设计了升降螺杆和滑槽,使横封机构能够上下移动,从而调节横封切刀的高度,使横封封切时封口位置正好在包装物的中心处。
3 样机试验
试验对象是新鲜的水果蔬菜,包装材料是复合包装膜。我国的果蔬食品包装机目前还处于起步阶段,所以对果蔬包装机并没有具体的试验标准,根据实际使用情况,由于客户最重视包装机的包装速度和成品率,所以把包装速度和成品率作为试验指标[15]。包装速度是指每分钟完成的包装数量,反映了包装机的生产能力。成品率是指合格的包装数量占总包装数量的百分比,反映了包装机的包装质量和稳定性。果蔬包装机样机如图5所示。

图5 果蔬包装机样机
包装效果如图6所示。包装成品切口整齐平直,封口严密,外观精美。试验得到:样机对于果蔬食品的包装速度为151包/min,合格品率为99.6%,包装机能够稳定高效工作,满足果蔬食品包装的需求。
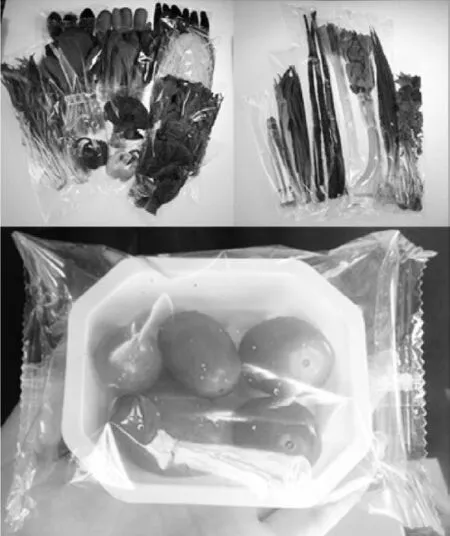
图6 包装成品效果图
4 结语
设计了一种枕式果蔬食品包装机,主要由送料机构、送膜机构、横封机构、纵封机构和成品输出机构等组成,能够适用于不同形状大小的果蔬食品包装。重点对送膜机构、纵封机构和横封机构进行了设计,送膜机构采用驱动辊加牵引辊的结构形式,纵封结构采用辊轮式热封方法,横封机构采用加热电极结合切刀回转式结构实现封切。制作样机并试验得到:包装速度为151包/min,合格品率为99.6%,且包装成品外观精美,包装机能够稳定高效工作,达到了设计要求,能够满足果蔬食品包装的需要,拥有广阔的市场前景。
